S-ar putea să vă placă și
- Caso Almacenes ElectricosDocument10 paginiCaso Almacenes ElectricosDiego Campos EspinozaÎncă nu există evaluări
- Caso ImwentoDocument16 paginiCaso ImwentoGabriela Del Pilar Hoyos SandovalÎncă nu există evaluări
- BPM Sesión 3-4Document26 paginiBPM Sesión 3-4Eduin Chacaltana0% (1)
- Caso Almacenes EléctricosDocument13 paginiCaso Almacenes EléctricosMarco David Cabrera CarranzaÎncă nu există evaluări
- Caso Almacenes EléctricosDocument4 paginiCaso Almacenes EléctricosBenji VfÎncă nu există evaluări
- Ferreyros SaaDocument67 paginiFerreyros SaaJessenia Leon Cala0% (1)
- Taf Final Grupo 4Document22 paginiTaf Final Grupo 4Marco SilvaÎncă nu există evaluări
- Caso Cable TV FinalDocument16 paginiCaso Cable TV FinalAngel R. Bances Sandoval100% (4)
- Caso Triada - Grupo Los GestoresDocument17 paginiCaso Triada - Grupo Los GestoresPaul Cortijo100% (1)
- Caso 8 Seguridad de Maquinas - GRUPO 3Document5 paginiCaso 8 Seguridad de Maquinas - GRUPO 3Anthony Cristopher Modesto LonzoyÎncă nu există evaluări
- Caso SuperhighDocument8 paginiCaso SuperhighJose AntonioÎncă nu există evaluări
- Grupo 1 Taf 1Document23 paginiGrupo 1 Taf 1Ronald Cruz AronacaÎncă nu există evaluări
- Caso Punta Sal - Grupo 2Document2 paginiCaso Punta Sal - Grupo 2Jhean BendezuÎncă nu există evaluări
- Caso - Ganar La ApuestaDocument13 paginiCaso - Ganar La Apuestaalvag.andre1Încă nu există evaluări
- Diseño de Procesos Del NegocioDocument36 paginiDiseño de Procesos Del NegocioDanyboy Magne100% (1)
- Caso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasDocument8 paginiCaso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasPaola Galvez50% (2)
- Trabajo Parcial - Grupo6 - CapitalDocument12 paginiTrabajo Parcial - Grupo6 - CapitalYosselin Mauricio GuevaraÎncă nu există evaluări
- C 3 Wall Mart Delivery ServiceDocument8 paginiC 3 Wall Mart Delivery ServiceJosé A. Vásquez Meza0% (1)
- Examen FinalDocument2 paginiExamen Finaljulio anhuamanÎncă nu există evaluări
- CASO WhitelineDocument2 paginiCASO WhitelineMarisela AugustoÎncă nu există evaluări
- TAF Gestión Del MantenimientoDocument38 paginiTAF Gestión Del MantenimientoRenattoÎncă nu există evaluări
- Diplomado Caso AGO TransportDocument6 paginiDiplomado Caso AGO TransportLu Calderón Asencio0% (1)
- Resumen de La Lectura - Anis NajarDocument4 paginiResumen de La Lectura - Anis NajarLiz AltamiranoÎncă nu există evaluări
- Caso Cerro AzulDocument10 paginiCaso Cerro AzulJosephÎncă nu există evaluări
- Ciclo de Vida Del ProductoDocument15 paginiCiclo de Vida Del ProductoD'Daniel AlopezcÎncă nu există evaluări
- Cuál Es El Problema de Fondo de La EmpresaDocument3 paginiCuál Es El Problema de Fondo de La EmpresaRobert ParrillaÎncă nu există evaluări
- 2019 - Matp17-1 - 06 - Tesis Final Mba EsanDocument168 pagini2019 - Matp17-1 - 06 - Tesis Final Mba EsanEdith Cisneros GómezÎncă nu există evaluări
- Caso Coldex - Grupo 1Document4 paginiCaso Coldex - Grupo 1DEYSI VELASCO TORRESÎncă nu există evaluări
- Caso Almacenes EléctricosDocument11 paginiCaso Almacenes EléctricosCarito Calixto100% (3)
- Interpretación Del Caso AB BusinessDocument3 paginiInterpretación Del Caso AB Businessnaki123Încă nu există evaluări
- Caso FM003 Caso Triada de Productos v83Document7 paginiCaso FM003 Caso Triada de Productos v83Maria MirandaÎncă nu există evaluări
- Distribución, Transporte y Gestión de Stocks en La Supply ChainDocument9 paginiDistribución, Transporte y Gestión de Stocks en La Supply ChainmakubexdÎncă nu există evaluări
- Trabajo Final FPL, ESANDocument7 paginiTrabajo Final FPL, ESANHenry TelloÎncă nu există evaluări
- Sinclair & WinstonDocument10 paginiSinclair & WinstonRod CarlosÎncă nu există evaluări
- Diagrama de Bloques Fases de La Cadena de SuministroDocument2 paginiDiagrama de Bloques Fases de La Cadena de SuministroDaniel Cabrera PérezÎncă nu există evaluări
- CASO WhitelineDocument2 paginiCASO WhitelineCarlos Chancan AguirreÎncă nu există evaluări
- MR5 - Grupo 1Document4 paginiMR5 - Grupo 1ANA LUCIA VILLALVA ENRIQUEZÎncă nu există evaluări
- Caso AB Business-Solución v2Document24 paginiCaso AB Business-Solución v2zareth_heysenÎncă nu există evaluări
- TFC G8 Team9Document11 paginiTFC G8 Team9Peter La RosaÎncă nu există evaluări
- Ciclo de Control - Grupo 3Document7 paginiCiclo de Control - Grupo 3MecrofÎncă nu există evaluări
- Trabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021Document22 paginiTrabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021cynthia quintanilla ingaÎncă nu există evaluări
- Ceramica Lima - Cadena de Suministros (Trabajo)Document16 paginiCeramica Lima - Cadena de Suministros (Trabajo)Hect JulkÎncă nu există evaluări
- Mantenimiento Como NegocioDocument4 paginiMantenimiento Como NegocioAndre Cuadros QuispeÎncă nu există evaluări
- Caso VigasDocument1 paginăCaso VigasAnita TMÎncă nu există evaluări
- Trabajo Final FerreycorpDocument19 paginiTrabajo Final FerreycorpGonzalo Chavez GuttiÎncă nu există evaluări
- CASO ATUSPARI - Capitulo IIDocument4 paginiCASO ATUSPARI - Capitulo IINohelia Flor CruzÎncă nu există evaluări
- Evaluacion de Proyectos - Caso TelecomDocument3 paginiEvaluacion de Proyectos - Caso Telecomluis alfredo lachira coveñasÎncă nu există evaluări
- Caso Maquinaria SADocument3 paginiCaso Maquinaria SAJESSICA DEL PILAR CORREA ARENASÎncă nu există evaluări
- Ejercicio de Localización-Caso Las BambasDocument3 paginiEjercicio de Localización-Caso Las BambasAnthonyVillazana100% (1)
- Solucion PC2Document3 paginiSolucion PC2Marco RomeroÎncă nu există evaluări
- Trabajo EsanDocument56 paginiTrabajo EsanWalter Manuel Sanchez Maldonado100% (1)
- Scm2-Grupo 3 - Fumigando PronosticoDocument8 paginiScm2-Grupo 3 - Fumigando PronosticoJair PeredaÎncă nu există evaluări
- Informe Caso FPL - Grupo 3Document9 paginiInforme Caso FPL - Grupo 3ALVARO MISAEL MARTINEZ BALTAZAR50% (2)
- Trabajo Aplicativo Final - Tecnologia Aplicado A SupplyDocument57 paginiTrabajo Aplicativo Final - Tecnologia Aplicado A SupplyKatherine DarielaÎncă nu există evaluări
- Taf TiDocument14 paginiTaf TiVictor Reyes100% (1)
- Caso Heinken V - 13Document4 paginiCaso Heinken V - 13aikanaro2301100% (1)
- COLDEX y HEINEKENDocument11 paginiCOLDEX y HEINEKENWilly CuriÎncă nu există evaluări
- Situación ProblemáticaDocument13 paginiSituación Problemáticajuan planas rivarolaÎncă nu există evaluări
- Trabajo Final Nissan ContenidoDocument25 paginiTrabajo Final Nissan ContenidoJuan Carlos ValenzuelaÎncă nu există evaluări
- CAPITULO I, II, III, IV, V, VI, VII y VIIIDocument69 paginiCAPITULO I, II, III, IV, V, VI, VII y VIIIAdrian Rodriguez100% (2)
- Investigacion de Mercado PDFDocument78 paginiInvestigacion de Mercado PDFJuan EstebanÎncă nu există evaluări
- Repensando El Microscopio Global para La Inclusion Financiera Reporte de Hallazgos Claves 2021Document18 paginiRepensando El Microscopio Global para La Inclusion Financiera Reporte de Hallazgos Claves 2021Diego GarciaÎncă nu există evaluări
- Evolucion Tecnologica de Ladrillos de ArcillaDocument34 paginiEvolucion Tecnologica de Ladrillos de ArcillaOssWiss50% (2)
- Ambientes EducativosDocument12 paginiAmbientes EducativosFrancisca ContrerasÎncă nu există evaluări
- CharcotDocument13 paginiCharcotleylaÎncă nu există evaluări
- Literatura y Funcion SocialDocument2 paginiLiteratura y Funcion SocialStephanie Reed100% (2)
- Informe El Valor de La Responsabilidad.Document5 paginiInforme El Valor de La Responsabilidad.antonio gilÎncă nu există evaluări
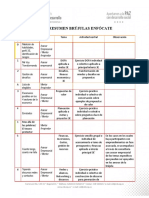
- Guía Resumen BrújulasDocument4 paginiGuía Resumen BrújulasPabloÎncă nu există evaluări
- Informe Lab Integrado 1Document5 paginiInforme Lab Integrado 1alejo ossaÎncă nu există evaluări
- Tare 6. Prueba de Medias y Varianzas MejoradoDocument11 paginiTare 6. Prueba de Medias y Varianzas MejoradoalejandroÎncă nu există evaluări
- Prehistoria y Edad Media de EnfermeriaDocument5 paginiPrehistoria y Edad Media de EnfermeriaHenry Fernando ILTW0% (1)
- Ética Profesional (Transcrito)Document40 paginiÉtica Profesional (Transcrito)Moel CirisÎncă nu există evaluări
- Caso Empresarial ORGANIZACIÓN RAMO - Anibal MartinezDocument7 paginiCaso Empresarial ORGANIZACIÓN RAMO - Anibal MartinezAnibal Jose Martinez RomeroÎncă nu există evaluări
- Proyecto RSE VyPDocument17 paginiProyecto RSE VyPDavid BaLiÎncă nu există evaluări
- Manejo Seguro de Armas de FuegoDocument20 paginiManejo Seguro de Armas de FuegoOlguita Lucia Remolina100% (1)
- Sikadur - 41 CF NormalDocument4 paginiSikadur - 41 CF NormalPatricio GonzálezÎncă nu există evaluări
- Hip Hop en AdolescentesDocument1 paginăHip Hop en AdolescentesIsmael GrijalvaÎncă nu există evaluări
- CV Mike Miranda - Especialista en ProteccionesDocument7 paginiCV Mike Miranda - Especialista en Proteccionesrogerroman24100% (1)
- 9 Junquera PDFDocument38 pagini9 Junquera PDFna77aquenoÎncă nu există evaluări
- NTC 1304 Llantas Neumáticas. Definiciones, Clasificaciones, Designación y Rotulado 20030924Document22 paginiNTC 1304 Llantas Neumáticas. Definiciones, Clasificaciones, Designación y Rotulado 20030924sentimiento azulÎncă nu există evaluări
- 3 - Semana 3 - Costos-Calidad-RRHH-Comunicaciones-Riesgos-AdquisicionesDocument29 pagini3 - Semana 3 - Costos-Calidad-RRHH-Comunicaciones-Riesgos-AdquisicionesLisandro Joel Iman MolinaÎncă nu există evaluări
- Presentacion Multidetectores Ibrid-Mx6Document32 paginiPresentacion Multidetectores Ibrid-Mx6AndreaÎncă nu există evaluări
- Informe de Teclado Matricial y Display 7 SegmentosDocument13 paginiInforme de Teclado Matricial y Display 7 Segmentoselbu jrÎncă nu există evaluări
- Estadistica Aplicada TeoriaDocument422 paginiEstadistica Aplicada TeoriaJOSÉ EDUARDOÎncă nu există evaluări
- CHF Ficha General de ProductoDocument8 paginiCHF Ficha General de ProductoJuanÎncă nu există evaluări
- 8° PER 2° CLASE #2 - El CostumbrismoDocument4 pagini8° PER 2° CLASE #2 - El CostumbrismoAndrea Juliana Niño RuedaÎncă nu există evaluări
- Shot - FerDocument15 paginiShot - FerhualaychoÎncă nu există evaluări
- NOVACERO CATALOGO A4 9abrilDocument20 paginiNOVACERO CATALOGO A4 9abrilJohanna100% (1)
- MRUVDocument5 paginiMRUVJulio Cesar Callata RojasÎncă nu există evaluări
- Folleto Triptico Agencia de Viajes Promocion Paquetes Organico Blanco y VerdeDocument3 paginiFolleto Triptico Agencia de Viajes Promocion Paquetes Organico Blanco y VerdeMiguel AguilarÎncă nu există evaluări