S-ar putea să vă placă și
- F-qc-08, Inspection Report of Incoming Raw MaterialsDocument2 paginiF-qc-08, Inspection Report of Incoming Raw MaterialsShalinMishraÎncă nu există evaluări
- Manufacturing Process AuditDocument1 paginăManufacturing Process AuditSachin Kumbhar100% (1)
- Testing Skill Matrix 2021Document16 paginiTesting Skill Matrix 2021Amit JaiswalÎncă nu există evaluări
- Inprocess Inspection Report: Setup ApprovalDocument1 paginăInprocess Inspection Report: Setup ApprovalKarthi Thiyagarajan100% (1)
- Ipp Tag FormatDocument1 paginăIpp Tag FormatSKAI AUTO100% (1)
- HF MG.26.02CRF Change Request FormDocument4 paginiHF MG.26.02CRF Change Request FormGeovanny Hernández0% (1)
- Packaging Details: Vendor Name & AddressDocument4 paginiPackaging Details: Vendor Name & AddressPk NimiwalÎncă nu există evaluări
- PP-FR-03 Route CardDocument1 paginăPP-FR-03 Route Cardchandra100% (1)
- Activity Report 30.12.2019Document16 paginiActivity Report 30.12.2019Umeshraja MÎncă nu există evaluări
- Route Card: Material SummaryDocument7 paginiRoute Card: Material SummaryBalram Ji100% (1)
- Work Instruction Asslyxl PDFDocument2 paginiWork Instruction Asslyxl PDFPramod Bodne50% (2)
- TGR TGW SheetDocument3 paginiTGR TGW Sheetsumit_saraf_5Încă nu există evaluări
- Final Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoDocument10 paginiFinal Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoVikas KashyapÎncă nu există evaluări
- Production Report Shift WiseDocument5 paginiProduction Report Shift WiseOBSC PerfectionÎncă nu există evaluări
- APQP ProcedureDocument9 paginiAPQP ProcedurePk Nimiwal100% (4)
- New Vendor System Audit Check SheetDocument6 paginiNew Vendor System Audit Check SheetJetesh Devgun83% (6)
- Final Inspection - Tata Ace DiscDocument3 paginiFinal Inspection - Tata Ace DiscazadÎncă nu există evaluări
- 3.6 Initial SupplyDocument2 pagini3.6 Initial SupplySunil Kumar92% (12)
- Control Plan FormatDocument6 paginiControl Plan Formatazadsingh1Încă nu există evaluări
- Plating Process Audit Checksheet 9332E-XDocument3 paginiPlating Process Audit Checksheet 9332E-Xabhionlyster63% (8)
- Procedure For Control of Customer PropertyDocument4 paginiProcedure For Control of Customer PropertyJobair AlamÎncă nu există evaluări
- Format 11 - Appearance Approval ReportDocument1 paginăFormat 11 - Appearance Approval ReportvijayÎncă nu există evaluări
- Kaizen ProcedureDocument3 paginiKaizen ProcedureVinayÎncă nu există evaluări
- T2 VSA With RequirementDocument8 paginiT2 VSA With RequirementSandeep K Malhotra100% (3)
- Samples Inspection ReportDocument5 paginiSamples Inspection ReportArun GuptaÎncă nu există evaluări
- MACE Formats 1Document46 paginiMACE Formats 1Ashish VaidÎncă nu există evaluări
- Melt Flow Work InstructionDocument1 paginăMelt Flow Work Instructionsuresh kumarÎncă nu există evaluări
- Rework & Repair ProcedureDocument1 paginăRework & Repair ProcedureManu Sharma100% (4)
- Control Plan PQCT TableII PDFDocument1 paginăControl Plan PQCT TableII PDFRehman LatifÎncă nu există evaluări
- Turtle DiagramDocument22 paginiTurtle DiagramVikas0% (1)
- Inprocess Inspection ReportDocument8 paginiInprocess Inspection Reportpardeep kumarÎncă nu există evaluări
- Corrective Preventive Action FormDocument2 paginiCorrective Preventive Action FormSyed Mujtaba Ali BukhariÎncă nu există evaluări
- System Audit RequirementDocument37 paginiSystem Audit Requirementavinashbatra171% (7)
- Mould Loading Unloading SystemDocument1 paginăMould Loading Unloading SystemRAHUL YADAVÎncă nu există evaluări
- Powder Coating ProcedureDocument1 paginăPowder Coating Procedurenastyn-1Încă nu există evaluări
- Work Instruction For Surface Finishing Lab (Paint Shop)Document7 paginiWork Instruction For Surface Finishing Lab (Paint Shop)DINESHCHOUDHARY88Încă nu există evaluări
- One Point LessonDocument8 paginiOne Point LessonVenkatesanÎncă nu există evaluări
- Required Doc For IATFDocument3 paginiRequired Doc For IATFAbhayÎncă nu există evaluări
- KAIZEN Trolley #02Document1 paginăKAIZEN Trolley #02Subhan50Încă nu există evaluări
- Guidelines For Incoming InspectionDocument3 paginiGuidelines For Incoming InspectionAman KatiyarÎncă nu există evaluări
- Process SheetDocument8 paginiProcess SheetSuraj RawatÎncă nu există evaluări
- Incoming Inspection CriteriaDocument1 paginăIncoming Inspection CriteriaRavikant Pandey100% (1)
- Control Plan AIAGDocument1 paginăControl Plan AIAGAhmad Firdaus100% (1)
- Product Audit ReportDocument2 paginiProduct Audit ReportManoharar R100% (2)
- 17.work Instruction For CNC-CLGDocument1 pagină17.work Instruction For CNC-CLGSAKTHIVEL AÎncă nu există evaluări
- Rework Record For Heat Treated Parts: Original Production DetailsDocument1 paginăRework Record For Heat Treated Parts: Original Production DetailsBalram Ji100% (2)
- Daily POKA-YOKE Verification Check SheetDocument8 paginiDaily POKA-YOKE Verification Check SheetsachinÎncă nu există evaluări
- Vishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationDocument13 paginiVishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationAnonymous YptJ5iDÎncă nu există evaluări
- PPAP Audit Check SheetDocument12 paginiPPAP Audit Check Sheetmahesh100% (1)
- Quality Manual - VVRDocument67 paginiQuality Manual - VVRRajamani100% (2)
- Route Card Implementation (In In-House and Supplier)Document10 paginiRoute Card Implementation (In In-House and Supplier)Manoharar RÎncă nu există evaluări
- Customer Complaint RegisterDocument3 paginiCustomer Complaint RegistermuthuselvanÎncă nu există evaluări
- Operator Observance SheetDocument5 paginiOperator Observance SheetEr Avinash Kumar100% (2)
- 4th Edition PPAPDocument83 pagini4th Edition PPAPTerri Paleno Lebow100% (1)
- Customer Complaint HandlingDocument7 paginiCustomer Complaint HandlingpapplionÎncă nu există evaluări
- Work Instruction - Loading-TamilDocument28 paginiWork Instruction - Loading-Tamilshanmugam86100% (2)
- Work Instruction For Inspection of Raw MaterialDocument28 paginiWork Instruction For Inspection of Raw Materialm.manikandan maniÎncă nu există evaluări
- Method Statement For Hydro TestDocument3 paginiMethod Statement For Hydro TestSandeep kumar100% (1)
- Material Name /Q U A N T I T Y / F R E E From Damage As Per P.Ovisual Inspection /weighing Machine5 B A G S / L O TDocument4 paginiMaterial Name /Q U A N T I T Y / F R E E From Damage As Per P.Ovisual Inspection /weighing Machine5 B A G S / L O Tconcrete fastenersÎncă nu există evaluări
- Standard Operating Procedures For FS EquipmentsDocument24 paginiStandard Operating Procedures For FS EquipmentsAnonymous LFgO4WbIDÎncă nu există evaluări
- Vaigai TravelstevDocument1 paginăVaigai Travelstevshanmugam86Încă nu există evaluări
- Vinotha VidukathaiDocument8 paginiVinotha Vidukathaishanmugam86Încă nu există evaluări
- NixnoteDocument67 paginiNixnotezaciviwomÎncă nu există evaluări
- PFMEA AdvancedDocument22 paginiPFMEA AdvancedslagmercuryÎncă nu există evaluări
- Dell Optiplex 3050 All-In-One: Owner'S ManualDocument72 paginiDell Optiplex 3050 All-In-One: Owner'S Manualshanmugam86Încă nu există evaluări
- Occupational Health PrimaryDocument170 paginiOccupational Health PrimaryYuliana Abbas100% (2)
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document2 paginiIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)shanmugam86Încă nu există evaluări
- Supreme Corp Presentation Nov 2017Document43 paginiSupreme Corp Presentation Nov 2017shanmugam86Încă nu există evaluări
- L130 - L230 Quick Installation GuideDocument2 paginiL130 - L230 Quick Installation Guideshanmugam86Încă nu există evaluări
- System Software Update (Version 1.539) - Download - Sony IndiaDocument3 paginiSystem Software Update (Version 1.539) - Download - Sony Indiashanmugam86Încă nu există evaluări
- Committees PowerpointDocument47 paginiCommittees Powerpointshanmugam86Încă nu există evaluări
- Terminales Tontas PDFDocument95 paginiTerminales Tontas PDFcatalinolopezÎncă nu există evaluări
- L300 Quick Installation GuideDocument2 paginiL300 Quick Installation Guideshanmugam86Încă nu există evaluări
- Performance Appraisal Note For My AssistantDocument3 paginiPerformance Appraisal Note For My Assistantshanmugam86Încă nu există evaluări
- SELVAGIRI Quotation For Blade (P2vendor)Document2 paginiSELVAGIRI Quotation For Blade (P2vendor)shanmugam86Încă nu există evaluări
- Salary ReviewDocument15 paginiSalary ReviewAshish ChamoliÎncă nu există evaluări
- Peronality DevelopmentDocument71 paginiPeronality Developmentshanmugam86Încă nu există evaluări
- Positive Thinking and MotivationDocument4 paginiPositive Thinking and MotivationsajithanazerÎncă nu există evaluări
- Pmsmari Jan To Mar-13Document7 paginiPmsmari Jan To Mar-13shanmugam86Încă nu există evaluări
- Some Inputs From The Ice Cream MakerDocument49 paginiSome Inputs From The Ice Cream Makershanmugam86Încă nu există evaluări
- Pmsmari Jan To Mar-13Document7 paginiPmsmari Jan To Mar-13shanmugam86Încă nu există evaluări
- Text Panel User GuideDocument5 paginiText Panel User Guideshanmugam86Încă nu există evaluări
- Resigning LetterDocument1 paginăResigning Lettershanmugam86Încă nu există evaluări
- PMS For MarimuthuDocument6 paginiPMS For Marimuthushanmugam86Încă nu există evaluări
- 印度海关HS归类chap84机械类Document41 pagini印度海关HS归类chap84机械类Emma_20Încă nu există evaluări
- Work Instruction - Loading-TamilDocument28 paginiWork Instruction - Loading-Tamilshanmugam86100% (2)
- Stores Presentation 14-15Document6 paginiStores Presentation 14-15shanmugam86Încă nu există evaluări
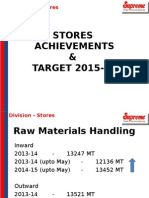
- Stores Achievements & TARGET 2015-16Document6 paginiStores Achievements & TARGET 2015-16shanmugam86Încă nu există evaluări
- IMEA 2014 - 3 Day Assessment ScheduleDocument1 paginăIMEA 2014 - 3 Day Assessment Scheduleshanmugam86Încă nu există evaluări
- Vbscript TutorialDocument158 paginiVbscript TutorialTiago VoigtÎncă nu există evaluări
- Manual of Sensorless Brushless Motor Speed Controller: Pentium SeriesDocument4 paginiManual of Sensorless Brushless Motor Speed Controller: Pentium Seriesfosavo5839Încă nu există evaluări
- Carinthia Katalog DownloadDocument16 paginiCarinthia Katalog DownloadOperator_010100% (2)
- Diagnostic Imaging of The Pharynx and Esophagus: Key PointsDocument33 paginiDiagnostic Imaging of The Pharynx and Esophagus: Key PointsChutcharwan JintasoponÎncă nu există evaluări
- Segmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewDocument10 paginiSegmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewRainata PutraÎncă nu există evaluări
- Airport Security Post 9-11Document7 paginiAirport Security Post 9-11lewisÎncă nu există evaluări
- Đề 17Document11 paginiĐề 17Nguyen CuongÎncă nu există evaluări
- Colour FastnessDocument37 paginiColour FastnessSivakumar K100% (1)
- TM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1Document294 paginiTM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1AdvocateÎncă nu există evaluări
- Test 2 Sku3023 A201 QuestionDocument8 paginiTest 2 Sku3023 A201 QuestionHafiz HafizanÎncă nu există evaluări
- 8-General Rules For Erection ProcedureDocument4 pagini8-General Rules For Erection ProcedurePrijin UnnunnyÎncă nu există evaluări
- Parameters Identification of Induction Motor Model BasedDocument10 paginiParameters Identification of Induction Motor Model Basedretrueke1170Încă nu există evaluări
- The Spirit Controlled Life Ebook PDF 1Document184 paginiThe Spirit Controlled Life Ebook PDF 1Okesola AbayomiÎncă nu există evaluări
- Rectifier 5G High Density Embedded Power (3U Power Rack, Three Phase Four Wire) E...Document4 paginiRectifier 5G High Density Embedded Power (3U Power Rack, Three Phase Four Wire) E...Lintas LtiÎncă nu există evaluări
- Clinical Reviews: The Management of Children With Gastroenteritis and Dehydration in The Emergency DepartmentDocument13 paginiClinical Reviews: The Management of Children With Gastroenteritis and Dehydration in The Emergency DepartmentRina Dewi AnggraeniÎncă nu există evaluări
- V. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsDocument17 paginiV. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsxiangyugeotechÎncă nu există evaluări
- Addtional List Dissertation 040117Document6 paginiAddtional List Dissertation 040117Sagar Kansara100% (2)
- Stopping by Woods On A Snowy EveningDocument9 paginiStopping by Woods On A Snowy EveningJulia Garces100% (2)
- Orbitol Motor TMTHWDocument20 paginiOrbitol Motor TMTHWRodolfo ErenoÎncă nu există evaluări
- W0L0XCF0866101640 (2006 Opel Corsa) PDFDocument7 paginiW0L0XCF0866101640 (2006 Opel Corsa) PDFgianyÎncă nu există evaluări
- Adaptive Reuse Architecture Documentation and Analysis 2168 9717 1000172Document9 paginiAdaptive Reuse Architecture Documentation and Analysis 2168 9717 1000172Komal HundiaÎncă nu există evaluări
- A Study On Traditional Medicinal Herbs Used by The Ethnic People of Goalpara District of Assam, North East IndiaDocument6 paginiA Study On Traditional Medicinal Herbs Used by The Ethnic People of Goalpara District of Assam, North East IndiaDr. Krishna N. SharmaÎncă nu există evaluări
- Bulk Material/Part Ppap Process Checklist / Approval: Required?Document32 paginiBulk Material/Part Ppap Process Checklist / Approval: Required?krds chidÎncă nu există evaluări
- End of Summer Course Test August 2021Document16 paginiEnd of Summer Course Test August 2021Thanh Nguyen vanÎncă nu există evaluări
- The Process: by Andy ZoppeltDocument4 paginiThe Process: by Andy ZoppeltMark Stephen HuBertÎncă nu există evaluări
- 01-20 Optical Multiplexer and Demultiplexer BoardDocument57 pagini01-20 Optical Multiplexer and Demultiplexer BoardDaler ShorahmonovÎncă nu există evaluări
- Reading Part 2Document14 paginiReading Part 2drama channelÎncă nu există evaluări
- Conquest CXAX Air-to-Water Heat PumpDocument6 paginiConquest CXAX Air-to-Water Heat PumpAlexandre LopesÎncă nu există evaluări
- Vanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019Document118 paginiVanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019mick byrnes100% (1)
- Youth Camp Registration Form-2022Document1 paginăYouth Camp Registration Form-2022FlerkÎncă nu există evaluări
- Chapter 7: Protein Function Part I: Myoglobin and HemoglobinDocument27 paginiChapter 7: Protein Function Part I: Myoglobin and HemoglobineliÎncă nu există evaluări