S-ar putea să vă placă și
- SR No Project Name Dept Problem Date (Tentative) Work Executed by Problem Pointed byDocument5 paginiSR No Project Name Dept Problem Date (Tentative) Work Executed by Problem Pointed bydhavaleshÎncă nu există evaluări
- DJB82 (Chemical) : Remember - More Details Better Answers Also: If You Get A Response It's Polite To Respond To ItDocument14 paginiDJB82 (Chemical) : Remember - More Details Better Answers Also: If You Get A Response It's Polite To Respond To ItdhavaleshÎncă nu există evaluări
- A Method For Prediction of Gas/Gas Ejector PerformanceDocument6 paginiA Method For Prediction of Gas/Gas Ejector PerformancedhavaleshÎncă nu există evaluări
- Chemical Engineering Process Design: Mody and Marchildon: Chapter 16 Mixing and AgitationDocument11 paginiChemical Engineering Process Design: Mody and Marchildon: Chapter 16 Mixing and AgitationdhavaleshÎncă nu există evaluări
- Xvii Paper 44Document17 paginiXvii Paper 44dhavaleshÎncă nu există evaluări
- 1 2 3Document17 pagini1 2 3dhavaleshÎncă nu există evaluări
- Hvironmerrta: TestsDocument10 paginiHvironmerrta: TestsdhavaleshÎncă nu există evaluări
- Unesco - Eolss Sample Chapters: Measurement Tools For Pollution Sources and Ambient ConcentrationsDocument10 paginiUnesco - Eolss Sample Chapters: Measurement Tools For Pollution Sources and Ambient ConcentrationsdhavaleshÎncă nu există evaluări
- Verification of The ASTM G-124 Purge Equation: Katherine E. Robbins and Samuel Eddie DavisDocument16 paginiVerification of The ASTM G-124 Purge Equation: Katherine E. Robbins and Samuel Eddie DavisdhavaleshÎncă nu există evaluări
- Safe Design Against Explosions of Emission Collecting SystemsDocument6 paginiSafe Design Against Explosions of Emission Collecting SystemsdhavaleshÎncă nu există evaluări
- Refrigerant Inventory TechNoteDocument36 paginiRefrigerant Inventory TechNotedhavaleshÎncă nu există evaluări
- Ammonia Removal From High-Strength Wastewaters by Steam StrippingDocument8 paginiAmmonia Removal From High-Strength Wastewaters by Steam StrippingdhavaleshÎncă nu există evaluări
- Dry ScrubbersDocument4 paginiDry ScrubbersdhavaleshÎncă nu există evaluări
- Area ElliposoidaDocument16 paginiArea ElliposoidadhavaleshÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
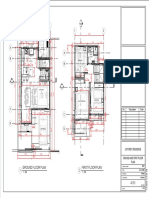
- Floor Plans & ElevationsDocument6 paginiFloor Plans & Elevationsbryan cardonaÎncă nu există evaluări
- MC9S12XD128 ProcessadorDocument1.350 paginiMC9S12XD128 ProcessadorMarcelo OemÎncă nu există evaluări
- CambuzaDocument45 paginiCambuzaMia Marin Pâslaru100% (2)
- Exterior Perspective 1: PasuquinDocument1 paginăExterior Perspective 1: Pasuquinjay-ar barangayÎncă nu există evaluări
- Altenator PDFDocument26 paginiAltenator PDFluisÎncă nu există evaluări
- Pre-Spud Checklist # 4Document2 paginiPre-Spud Checklist # 4Yougchu LuanÎncă nu există evaluări
- Host Interface Manual - U411 PDFDocument52 paginiHost Interface Manual - U411 PDFValentin Ghencea50% (2)
- Wri Method FigDocument15 paginiWri Method Figsoumyadeep19478425Încă nu există evaluări
- Planning and Site Investigation in TunnellingDocument6 paginiPlanning and Site Investigation in TunnellingJean DalyÎncă nu există evaluări
- 2012 LFDDocument943 pagini2012 LFDsergioÎncă nu există evaluări
- Misc Forrester SAP Competence CenterDocument16 paginiMisc Forrester SAP Competence CenterManuel ParradoÎncă nu există evaluări
- Session PlanDocument11 paginiSession PlanMat Domdom Sansano100% (1)
- Technical Information: Chemical Resistance ChartDocument7 paginiTechnical Information: Chemical Resistance ChartthessandÎncă nu există evaluări
- YcivDocument68 paginiYcivBelhassen Saddadi100% (2)
- Electrical Panel Data MSC PG: NO Panel Desc Panel CodeDocument6 paginiElectrical Panel Data MSC PG: NO Panel Desc Panel CodeAjeng AyuÎncă nu există evaluări
- 400017A C65 Users Manual V5XXDocument61 pagini400017A C65 Users Manual V5XXwhusada100% (1)
- Ic703 ServiceDocument57 paginiIc703 Servicewalters2Încă nu există evaluări
- Heat Rate Calc in ExcelDocument13 paginiHeat Rate Calc in ExcelMukesh VadaliaÎncă nu există evaluări
- .Preliminary PagesDocument12 pagini.Preliminary PagesKimBabÎncă nu există evaluări
- Ceilcote 383 Corocrete: Hybrid Polymer Broadcast FlooringDocument3 paginiCeilcote 383 Corocrete: Hybrid Polymer Broadcast FlooringNadia AgdikaÎncă nu există evaluări
- ZXComputingDocument100 paginiZXComputingozzy75Încă nu există evaluări
- April 2016Document68 paginiApril 2016Treatment Plant Operator MagazineÎncă nu există evaluări
- CS 303e, Assignment #10: Practice Reading and Fixing Code Due: Sunday, April 14, 2019 Points: 20Document2 paginiCS 303e, Assignment #10: Practice Reading and Fixing Code Due: Sunday, April 14, 2019 Points: 20Anonymous pZ2FXUycÎncă nu există evaluări
- Cadence Short CommandsDocument1 paginăCadence Short Commandsgetme_samÎncă nu există evaluări
- Mumbai BylawsDocument110 paginiMumbai BylawsLokesh SharmaÎncă nu există evaluări
- V1 V2 Cal PRCDocument5 paginiV1 V2 Cal PRCCyril J PadiyathÎncă nu există evaluări
- CPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFDocument51 paginiCPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFMar SolÎncă nu există evaluări
- 3 3 1 Material Sorter Design ChallengeDocument3 pagini3 3 1 Material Sorter Design Challengeapi-343534512Încă nu există evaluări
- GE Pricelist 2017Document2 paginiGE Pricelist 2017Rolando Cawaling100% (4)
- Photosynthesis LabDocument3 paginiPhotosynthesis Labapi-276121304Încă nu există evaluări