S-ar putea să vă placă și
- NFA FormatDocument1 paginăNFA FormatkutikuppalaÎncă nu există evaluări
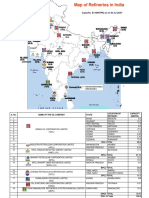
- RefineriesMap PDFDocument2 paginiRefineriesMap PDFkutikuppalaÎncă nu există evaluări
- NFA FormatDocument1 paginăNFA FormatkutikuppalaÎncă nu există evaluări
- Diesel Fuel Tech ReviewDocument116 paginiDiesel Fuel Tech ReviewLussy MosquedaÎncă nu există evaluări
- Aggreko TC BrochureDocument5 paginiAggreko TC BrochurekutikuppalaÎncă nu există evaluări
- Chemical Engineer - 233111: DescriptionDocument5 paginiChemical Engineer - 233111: DescriptionkutikuppalaÎncă nu există evaluări
- Design DutyDocument1 paginăDesign DutykutikuppalaÎncă nu există evaluări
- Nitrogen IN Hot WaterDocument1 paginăNitrogen IN Hot WaterkutikuppalaÎncă nu există evaluări
- PHE ConnectionDocument1 paginăPHE ConnectionkutikuppalaÎncă nu există evaluări
- Nitrogen IN Hot WaterDocument1 paginăNitrogen IN Hot WaterkutikuppalaÎncă nu există evaluări
- Pid Legend PDFDocument1 paginăPid Legend PDFSocMed Dtk UI0% (1)
- JT Assembly English A4Document2 paginiJT Assembly English A4kutikuppalaÎncă nu există evaluări
- HDFC CC AcknowledementDocument2 paginiHDFC CC AcknowledementkutikuppalaÎncă nu există evaluări
- PPFormDocument1 paginăPPFormParyushan BujurgeÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- IEEE Standard For Overhead-Type Distribution Transformers 500 kVA and Smaller High Voltage, 34 500 V and Below Low Voltage, 7970/13 800Y V and BelowDocument52 paginiIEEE Standard For Overhead-Type Distribution Transformers 500 kVA and Smaller High Voltage, 34 500 V and Below Low Voltage, 7970/13 800Y V and BelowErick EstradaÎncă nu există evaluări
- Nitrogen Vs AmmoniaDocument1 paginăNitrogen Vs Ammoniadadangkoe100% (1)
- Ceil Solar BrochureDocument4 paginiCeil Solar BrochureMonawar SalemÎncă nu există evaluări
- Plant Lifecycle ManagementDocument16 paginiPlant Lifecycle ManagementmhdsolehÎncă nu există evaluări
- Rele DatasheetDocument3 paginiRele Datasheetbgl87Încă nu există evaluări
- Science 8Document7 paginiScience 8RodaMaeNatividadÎncă nu există evaluări
- D10 Diesel Engine Series: Diesel Engines Are Certified As Wor Ld's Most Environmentally Friendly Mechanical EnginesDocument4 paginiD10 Diesel Engine Series: Diesel Engines Are Certified As Wor Ld's Most Environmentally Friendly Mechanical Enginestotcsab50% (2)
- F01S300Document18 paginiF01S300moaz ELZANATYÎncă nu există evaluări
- MVAA Aux. Relay ManualDocument7 paginiMVAA Aux. Relay ManualMushtaq Ahmed Jan100% (5)
- H7-UNV-150HSC: Electrical Data: Mechanical DataDocument1 paginăH7-UNV-150HSC: Electrical Data: Mechanical DataDiego BarreraÎncă nu există evaluări
- Latam OIL AND GASDocument30 paginiLatam OIL AND GASandresÎncă nu există evaluări
- 2021-1.0 Overview of Electric Vehicles in India UploadDocument72 pagini2021-1.0 Overview of Electric Vehicles in India UploadMudit MaheshwariÎncă nu există evaluări
- Cat Electronic Technician 2019A v1.0 Configuration: Parameter ValueDocument3 paginiCat Electronic Technician 2019A v1.0 Configuration: Parameter ValueMohamed MohamedÎncă nu există evaluări
- Technical Data: @perkinsDocument6 paginiTechnical Data: @perkinsLakshan Weliwatta100% (1)
- 2033C Owners Manual Rev. 2.1Document48 pagini2033C Owners Manual Rev. 2.1kumarÎncă nu există evaluări
- Biogas Generation & Algae Biotechnology: SubjectsDocument4 paginiBiogas Generation & Algae Biotechnology: SubjectsazmatÎncă nu există evaluări
- Swot Analysis Motor OilDocument9 paginiSwot Analysis Motor OilEirini TougliÎncă nu există evaluări
- NHPC Training ReportDocument85 paginiNHPC Training ReportShadab Khan100% (2)
- Specification Code No.:: A. Electrical Supply SystemDocument24 paginiSpecification Code No.:: A. Electrical Supply SystemSri NathÎncă nu există evaluări
- SG3400 3125 2500HV-20 DatasheetDocument1 paginăSG3400 3125 2500HV-20 DatasheetPhani ArvapalliÎncă nu există evaluări
- Save Energy World Is in Your Hands Save Energy World Is in Your Hands Save Energy World Is in Your Hands Save Energy World Is in Your HandsDocument7 paginiSave Energy World Is in Your Hands Save Energy World Is in Your Hands Save Energy World Is in Your Hands Save Energy World Is in Your HandsrajeshÎncă nu există evaluări
- Specification For MV Switchboards / Motor Control CentresDocument33 paginiSpecification For MV Switchboards / Motor Control CentresDanish MohammedÎncă nu există evaluări
- Voltage and Frequency Control of Inverters Connected in Parallel Forming A Micro-GridDocument6 paginiVoltage and Frequency Control of Inverters Connected in Parallel Forming A Micro-GridShad Rahman100% (1)
- Gas Turbine EngineDocument22 paginiGas Turbine EngineUday WankarÎncă nu există evaluări
- Spinning Reserve FormDocument76 paginiSpinning Reserve FormBhavik PrajapatiÎncă nu există evaluări
- Working Principle of ELCB and RCBDocument10 paginiWorking Principle of ELCB and RCBinderhearth13Încă nu există evaluări
- First Law of ThermodynamicsDocument9 paginiFirst Law of ThermodynamicsSunshine Llamas GuzmanÎncă nu există evaluări
- The Power Production Performance Evaluation of Blade and Bladeless WindmillDocument9 paginiThe Power Production Performance Evaluation of Blade and Bladeless WindmillftahÎncă nu există evaluări
- ECE5500 Winter 2013 Power System Analysis Homework Assignment # 1 Due Date: January 15, 2013Document5 paginiECE5500 Winter 2013 Power System Analysis Homework Assignment # 1 Due Date: January 15, 2013JBÎncă nu există evaluări
- Bahala Kayo JanDocument1 paginăBahala Kayo JanBinig WasanÎncă nu există evaluări