S-ar putea să vă placă și
- High Chromium AlloyDocument3 paginiHigh Chromium Alloykaveh-bahiraeeÎncă nu există evaluări
- WELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDDocument9 paginiWELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDValentin Le TirantÎncă nu există evaluări
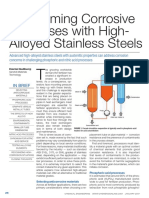
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 paginiOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- 2015 Schuetz Guenthner Motz Greissl Glatzel Mat Chem PhysDocument9 pagini2015 Schuetz Guenthner Motz Greissl Glatzel Mat Chem Physlamia97Încă nu există evaluări
- 90 J.T.Berry - 1377868645Document8 pagini90 J.T.Berry - 1377868645Ankuran AlokÎncă nu există evaluări
- 3 BB 4Document11 pagini3 BB 4Jose Marval RodriguezÎncă nu există evaluări
- Optimisation of The T6 Heat Treatment of Rheocast Alloy A356Document19 paginiOptimisation of The T6 Heat Treatment of Rheocast Alloy A356frankythebroÎncă nu există evaluări
- Experimental Study of Manufacturing of Chemical De-Scaling MaterialsDocument6 paginiExperimental Study of Manufacturing of Chemical De-Scaling MaterialsKiran DuggarajuÎncă nu există evaluări
- The Use of Calcium Aluminate Solutions in The Aluminium IndustryDocument7 paginiThe Use of Calcium Aluminate Solutions in The Aluminium IndustryDick ManÎncă nu există evaluări
- Effect - of - Slag - Chemistry - On - The - Hydration - of - Alkal SlagDocument14 paginiEffect - of - Slag - Chemistry - On - The - Hydration - of - Alkal SlagAbd El Nour KahlochÎncă nu există evaluări
- 654 SmoDocument12 pagini654 SmoAndres Torres VillegasÎncă nu există evaluări
- Cement and Concrete Research: C. Angulski Da Luz, R. D.HootonDocument7 paginiCement and Concrete Research: C. Angulski Da Luz, R. D.HootonDarlan MantelliÎncă nu există evaluări
- Stress Corrosion CrackingDocument10 paginiStress Corrosion Crackingmohamed.eldesouky9120Încă nu există evaluări
- A Higher Chromium Weld Overlay Alloy For Water Wall & SHeaterDocument7 paginiA Higher Chromium Weld Overlay Alloy For Water Wall & SHeaterHalim SelamatÎncă nu există evaluări
- MET 51 1 25 27 OleksiakDocument3 paginiMET 51 1 25 27 OleksiaknemezisnyxÎncă nu există evaluări
- NMDTM PhosphoricAcidDocument10 paginiNMDTM PhosphoricAcidacas35Încă nu există evaluări
- 254smo (Uns 31254)Document8 pagini254smo (Uns 31254)Yang Gul LeeÎncă nu există evaluări
- Low-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyDocument10 paginiLow-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyRyanto SitanggangÎncă nu există evaluări
- Grasa para Tuberia Bestolife 2000Document4 paginiGrasa para Tuberia Bestolife 2000Haiber BurgosÎncă nu există evaluări
- GRE Lined Carbon SteelDocument11 paginiGRE Lined Carbon SteelkalyanvarmanÎncă nu există evaluări
- Powder Metallurgy Alloys For Oil Field ApplicationsDocument9 paginiPowder Metallurgy Alloys For Oil Field Applicationsmp87_ingÎncă nu există evaluări
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDocument40 paginiFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeÎncă nu există evaluări
- Datasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Document15 paginiDatasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Ade Indra WijayaÎncă nu există evaluări
- Nicrofer 3033 Alloy 33 EnglishDocument32 paginiNicrofer 3033 Alloy 33 EnglishScott LongmireÎncă nu există evaluări
- The Effect of Slag Modeling To Improve Steelmaking Processes PDFDocument12 paginiThe Effect of Slag Modeling To Improve Steelmaking Processes PDFPaulo J. C. EstevesÎncă nu există evaluări
- ERTCR03 B8 FlexitallicDocument27 paginiERTCR03 B8 FlexitallicRitesh VishambhariÎncă nu există evaluări
- Ceramics International: Min Chen, Song Gao, Lei Xu, Nan WangDocument6 paginiCeramics International: Min Chen, Song Gao, Lei Xu, Nan WanghardiantisÎncă nu există evaluări
- Formaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigDocument12 paginiFormaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigKrishna DangiÎncă nu există evaluări
- Analysis of Secondary Refining Slag Parameters WitDocument11 paginiAnalysis of Secondary Refining Slag Parameters WitAbhinandan ChatterjeeÎncă nu există evaluări
- En - Advances in Boiler Tube Cladding Technology - DR VENUGOPAL THOTADocument6 paginiEn - Advances in Boiler Tube Cladding Technology - DR VENUGOPAL THOTAavm4343Încă nu există evaluări
- B. Phosphoric Acid Processes It Is Estimated That Around 90% of The Phosphoric Acid (H3PO4)Document3 paginiB. Phosphoric Acid Processes It Is Estimated That Around 90% of The Phosphoric Acid (H3PO4)nÎncă nu există evaluări
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 paginiRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingÎncă nu există evaluări
- High-Temperature and Corrosion Behavior of Nitrate Nitrite Molten Salt Mixtures Regarding Their Application in Concentrating Solar Power PlantsDocument8 paginiHigh-Temperature and Corrosion Behavior of Nitrate Nitrite Molten Salt Mixtures Regarding Their Application in Concentrating Solar Power PlantsKavir RamdassÎncă nu există evaluări
- Corrosion-Resistant Braze Joints: Novel, High-Chromium Containing Braze Filler MetalsDocument4 paginiCorrosion-Resistant Braze Joints: Novel, High-Chromium Containing Braze Filler MetalsJorge Luis Olivar QuinteroÎncă nu există evaluări
- The Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceDocument15 paginiThe Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceYaser Mohamed Abas100% (1)
- Determination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Document9 paginiDetermination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Farwa NaeemÎncă nu există evaluări
- Investigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantDocument8 paginiInvestigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantBenedict LimÎncă nu există evaluări
- 300,1 Van Bennekom PaperDocument8 pagini300,1 Van Bennekom Papereugenio.gutenbertÎncă nu există evaluări
- Corrosion Tests and StandardsDocument200 paginiCorrosion Tests and Standards이선엽100% (1)
- Failure of C276 Pump ImpellerDocument4 paginiFailure of C276 Pump ImpellerJay KumarÎncă nu există evaluări
- S-156-Eng 97Document19 paginiS-156-Eng 97coolguy12345Încă nu există evaluări
- 254 SMO-Outu KumpuDocument8 pagini254 SMO-Outu KumpujoseritoÎncă nu există evaluări
- Acid Salt Corrosion in A Hydrotreatment Plant of A Petroleum RefineryDocument8 paginiAcid Salt Corrosion in A Hydrotreatment Plant of A Petroleum Refinery최승원Încă nu există evaluări
- Magnesium Phosphate Cement As A Potential Alternative For Encapsulation of Nuclear Wastes Containing AluminiumDocument5 paginiMagnesium Phosphate Cement As A Potential Alternative For Encapsulation of Nuclear Wastes Containing AluminiumColum McCague100% (1)
- التكسر لاستيل 304 في المبادلاتDocument11 paginiالتكسر لاستيل 304 في المبادلاتFarouq AliÎncă nu există evaluări
- Sten MaterialDocument8 paginiSten MaterialTuan Dang50% (2)
- Choice of Specifications and Design Codes For Duplex Stainless SteelsDocument12 paginiChoice of Specifications and Design Codes For Duplex Stainless SteelsRonald Leyva GiraldoÎncă nu există evaluări
- Corrosion Issues & Test Methods: Jerry ByersDocument42 paginiCorrosion Issues & Test Methods: Jerry ByersbalakaleesÎncă nu există evaluări
- Binders ComparisionDocument8 paginiBinders Comparisionavutu_kunduruÎncă nu există evaluări
- Polymer CompositeDocument16 paginiPolymer CompositeassurendranÎncă nu există evaluări
- Corrosion Performance of Commercially PureDocument12 paginiCorrosion Performance of Commercially PureLuciano CimorelliÎncă nu există evaluări
- BW Hydrogen Whitepaper EN PrintDocument10 paginiBW Hydrogen Whitepaper EN Printnikolamil1993Încă nu există evaluări
- Precipitation Hardening of PM Stainless Steels PDFDocument0 paginiPrecipitation Hardening of PM Stainless Steels PDFMuhammad Aziz FirdausÎncă nu există evaluări
- Ferrite Content Effect On Autenitic Ss Weld at Cryogenic TempDocument12 paginiFerrite Content Effect On Autenitic Ss Weld at Cryogenic TemparunkumarÎncă nu există evaluări
- Consider Using Fluoropolymers In: Biological ApplicationsDocument3 paginiConsider Using Fluoropolymers In: Biological ApplicationsRaul TejedaÎncă nu există evaluări
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDocument3 paginiFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesDe la EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDe la EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementÎncă nu există evaluări
- Individual-Related Factors and Management-Related Factors in Aviation MaintenanceDocument10 paginiIndividual-Related Factors and Management-Related Factors in Aviation MaintenanceJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011783 MainDocument14 pagini1 s2.0 S1877705814011783 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S187770581401176X MainDocument14 pagini1 s2.0 S187770581401176X MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011795 MainDocument10 pagini1 s2.0 S1877705814011795 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011771 MainDocument13 pagini1 s2.0 S1877705814011771 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Individual-Related Factors and Management-Related Factors in Aviation MaintenanceDocument10 paginiIndividual-Related Factors and Management-Related Factors in Aviation MaintenanceJavier Alejandro RodriguezÎncă nu există evaluări
- Effect of Cavity Structure On The Risk of Engine Life Limited PartsDocument11 paginiEffect of Cavity Structure On The Risk of Engine Life Limited PartsJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011758 MainDocument7 pagini1 s2.0 S1877705814011758 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Crashworthiness of Civil Aircraft Subject To Soft Soil and Concrete Impact SurfaceDocument9 paginiCrashworthiness of Civil Aircraft Subject To Soft Soil and Concrete Impact SurfaceJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011631 MainDocument13 pagini1 s2.0 S1877705814011631 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011692 MainDocument8 pagini1 s2.0 S1877705814011692 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011631 MainDocument13 pagini1 s2.0 S1877705814011631 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Turbine Blade Tip Leakage Flow Control by Unsteady Periodic Wakes of Upstream Blade RowDocument14 paginiTurbine Blade Tip Leakage Flow Control by Unsteady Periodic Wakes of Upstream Blade RowJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011618 MainDocument8 pagini1 s2.0 S1877705814011618 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011503 MainDocument10 pagini1 s2.0 S1877705814011503 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S187770581401162X MainDocument13 pagini1 s2.0 S187770581401162X MainJavier Alejandro RodriguezÎncă nu există evaluări
- Analysis of The Technical Issues and Certification Considerations in The Airworthiness Work of Boned StructuresDocument9 paginiAnalysis of The Technical Issues and Certification Considerations in The Airworthiness Work of Boned StructuresJavier Alejandro RodriguezÎncă nu există evaluări
- Human-Rating Design of Visual Coding Based On The Airworthiness RequirementsDocument8 paginiHuman-Rating Design of Visual Coding Based On The Airworthiness RequirementsJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011461 MainDocument9 pagini1 s2.0 S1877705814011461 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011606 MainDocument9 pagini1 s2.0 S1877705814011606 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Surrogate-Based Sensitivity Analysis For Safety Assessment of General Aviation Heavy-Fueled EnginesDocument10 paginiSurrogate-Based Sensitivity Analysis For Safety Assessment of General Aviation Heavy-Fueled EnginesJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011497 MainDocument8 pagini1 s2.0 S1877705814011497 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Assessment of Flight Crew Errors Based On Therp: SciencedirectDocument10 paginiAssessment of Flight Crew Errors Based On Therp: SciencedirectJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705814011461 MainDocument9 pagini1 s2.0 S1877705814011461 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705815022262 MainDocument4 pagini1 s2.0 S1877705815022262 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705815022250 MainDocument4 pagini1 s2.0 S1877705815022250 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705815022286 MainDocument6 pagini1 s2.0 S1877705815022286 MainJavier Alejandro RodriguezÎncă nu există evaluări
- 1 s2.0 S1877705815022298 MainDocument4 pagini1 s2.0 S1877705815022298 MainJavier Alejandro RodriguezÎncă nu există evaluări
- Characterization of Fibrillization Process of Amyloid-Beta On Lipid Membrane Utilizing A Cantilever-Based Liposome BiosensorDocument4 paginiCharacterization of Fibrillization Process of Amyloid-Beta On Lipid Membrane Utilizing A Cantilever-Based Liposome BiosensorJavier Alejandro RodriguezÎncă nu există evaluări
- Characterization of Fibrillization Process of Amyloid-Beta On Lipid Membrane Utilizing A Cantilever-Based Liposome BiosensorDocument4 paginiCharacterization of Fibrillization Process of Amyloid-Beta On Lipid Membrane Utilizing A Cantilever-Based Liposome BiosensorJavier Alejandro RodriguezÎncă nu există evaluări