S-ar putea să vă placă și
- 8 I LK? L 5 5: (19) United StatesDocument14 pagini8 I LK? L 5 5: (19) United StatesKeysler PonceÎncă nu există evaluări
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsDe la EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerÎncă nu există evaluări
- Integrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityDocument10 paginiIntegrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityAbderrahman HMAITIÎncă nu există evaluări
- Environmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaDocument11 paginiEnvironmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaKolawole OsafehintiÎncă nu există evaluări
- United States: (12) Patent Application Publication (10) Pub. No.: US 2014/0250770 A1Document10 paginiUnited States: (12) Patent Application Publication (10) Pub. No.: US 2014/0250770 A1Keysler PonceÎncă nu există evaluări
- An Intensified Reactive Separation Process For Bio-1-10Document10 paginiAn Intensified Reactive Separation Process For Bio-1-10klpiÎncă nu există evaluări
- Shell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenDocument16 paginiShell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenBharavi K SÎncă nu există evaluări
- Gicc Us8631660Document9 paginiGicc Us8631660Ricardo RamsesÎncă nu există evaluări
- Coproducts and Co-HydrotreatingDocument10 paginiCoproducts and Co-HydrotreatingPauline BLAISÎncă nu există evaluări
- Hydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageDocument9 paginiHydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageJaydeep PatelÎncă nu există evaluări
- ECM - Campanario - Gutierrez - 2017 - FT Biofuels From SCWR - ECM - PreprintDocument40 paginiECM - Campanario - Gutierrez - 2017 - FT Biofuels From SCWR - ECM - PreprintAlbert StratingÎncă nu există evaluări
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsDe la EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsÎncă nu există evaluări
- Gas To Liquids (GTL)Document41 paginiGas To Liquids (GTL)thuythukopaiÎncă nu există evaluări
- Natural Gas Processing from Midstream to DownstreamDe la EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirÎncă nu există evaluări
- Upgrading The Bottom of The BarrelDocument7 paginiUpgrading The Bottom of The BarrelmmintakaÎncă nu există evaluări
- Sewage Sludge GasificationDocument96 paginiSewage Sludge GasificationSupp PrakobkitÎncă nu există evaluări
- DeC-6 2007Document10 paginiDeC-6 2007Kun ConÎncă nu există evaluări
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDocument12 paginiMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- Evaluation of Hydrogen Production Methods UsingDocument10 paginiEvaluation of Hydrogen Production Methods UsingInneke WulandariÎncă nu există evaluări
- Abdul KineticModHighSeverityFCC 2003Document6 paginiAbdul KineticModHighSeverityFCC 2003ignacio7pazÎncă nu există evaluări
- Energy Intgration For CrackingDocument9 paginiEnergy Intgration For Cracking441103042Încă nu există evaluări
- Pre Project Report For Waste Tire To EnergyDocument21 paginiPre Project Report For Waste Tire To EnergynathnkÎncă nu există evaluări
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDocument14 paginiThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsSUSIÎncă nu există evaluări
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDocument14 paginiThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsGI2015Încă nu există evaluări
- The Use of Gas To Liquid Technology GTLDocument14 paginiThe Use of Gas To Liquid Technology GTLSUSIÎncă nu există evaluări
- Energy Production From Biomass Gasification by Molten Carbonate Fuel Cells: Process SimulationDocument6 paginiEnergy Production From Biomass Gasification by Molten Carbonate Fuel Cells: Process SimulationNaason VelascoÎncă nu există evaluări
- Simulation of Fluid Catalytic CrackerDocument62 paginiSimulation of Fluid Catalytic CrackerAhmed Ali100% (1)
- Vivadinar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1143 012045 RemovedDocument10 paginiVivadinar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1143 012045 RemovedLelosPinelos123Încă nu există evaluări
- Accepted ManuscriptDocument39 paginiAccepted ManuscriptLeonardo Almeida de CamposÎncă nu există evaluări
- Plasma Arc The Leading Light From WasteDocument8 paginiPlasma Arc The Leading Light From WasteMisgatesÎncă nu există evaluări
- EnergyDocument24 paginiEnergywaelÎncă nu există evaluări
- Appendix 5A: Natural Gas Use in Industrial BoilersDocument7 paginiAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanÎncă nu există evaluări
- Direct Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationDocument10 paginiDirect Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationhgjÎncă nu există evaluări
- Process Analysis of Refinery Crude Charge HeaterDocument21 paginiProcess Analysis of Refinery Crude Charge HeaterNicholas RiveraÎncă nu există evaluări
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1Document27 paginiUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1edwinÎncă nu există evaluări
- IGCC Preliminary DesignDocument34 paginiIGCC Preliminary DesignOnnuri WonÎncă nu există evaluări
- SPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon DioxideDocument7 paginiSPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon Dioxide叶芊Încă nu există evaluări
- Integration of Gasification With Thermal Residue Conversion in RefineriesDocument15 paginiIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Încă nu există evaluări
- Joost Van Bennekom - Glycerol 1Document221 paginiJoost Van Bennekom - Glycerol 1russell_mahmoodÎncă nu există evaluări
- Ar001Document124 paginiAr001Sriram ChÎncă nu există evaluări
- Accepted Manuscript: Separation and Purification TechnologyDocument36 paginiAccepted Manuscript: Separation and Purification Technologyeti apriyantiÎncă nu există evaluări
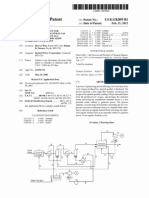
- United States Patent (10) Patent No.: US 8,118,895 B1Document4 paginiUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiÎncă nu există evaluări
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 paginiA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceÎncă nu există evaluări
- United States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Document12 paginiUnited States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Luigi RussoÎncă nu există evaluări
- Topsoe Large Scale Hydrogen ProducDocument20 paginiTopsoe Large Scale Hydrogen ProducAnonymous j9s0eQ0uÎncă nu există evaluări
- Process Optimization of Hydrogen Production From Coal GasificationDocument6 paginiProcess Optimization of Hydrogen Production From Coal GasificationGeorge CojocaruÎncă nu există evaluări
- Report On Sulphur RecoveryDocument9 paginiReport On Sulphur Recoveryvidit SinghÎncă nu există evaluări
- Simulation Study For Production of Hydrocarbons From WasteDocument9 paginiSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALÎncă nu există evaluări
- Green Chemistry: Accepted ManuscriptDocument10 paginiGreen Chemistry: Accepted ManuscriptSyarif HidayatÎncă nu există evaluări
- Study On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionDocument7 paginiStudy On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionJessica CehÎncă nu există evaluări
- F.J. Gutiérrez Ortiz, A. Serrera, S. Galera, P. Ollero: Sciverse SciencedirectDocument13 paginiF.J. Gutiérrez Ortiz, A. Serrera, S. Galera, P. Ollero: Sciverse SciencedirectJuanPabloGuerreroÎncă nu există evaluări
- GTL Economics SPE-94380-MSDocument8 paginiGTL Economics SPE-94380-MSWayne MonneryÎncă nu există evaluări
- Energies: Operating Point Optimization of A Hydrogen Fueled Hybrid Solid Oxide Fuel Cell-Steam Turbine (SOFC-ST) PlantDocument23 paginiEnergies: Operating Point Optimization of A Hydrogen Fueled Hybrid Solid Oxide Fuel Cell-Steam Turbine (SOFC-ST) Plantmevlut46Încă nu există evaluări
- HP4a 13 Giaconia Rev0607Document7 paginiHP4a 13 Giaconia Rev0607kkakosimÎncă nu există evaluări
- Energies 08 00094 PDFDocument17 paginiEnergies 08 00094 PDFJaydeep PatelÎncă nu există evaluări
- 10 1016@j Energy 2019 02 136Document33 pagini10 1016@j Energy 2019 02 136Karen GomezÎncă nu există evaluări
- Iiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Document23 paginiIiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Tùng TiếnÎncă nu există evaluări
- Patente 10Document26 paginiPatente 10Laura GarciaÎncă nu există evaluări
- A New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsDocument15 paginiA New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsCriveanuNNarcisÎncă nu există evaluări
- Formula 1467 Superfruit MistDocument1 paginăFormula 1467 Superfruit MistKeysler PonceÎncă nu există evaluări
- 1557 - Visibly Active Hair Toner (100.00g) Ingredient Function Percent WGT (G) WGT (Oz) Vol (TSP.) Phase ADocument1 pagină1557 - Visibly Active Hair Toner (100.00g) Ingredient Function Percent WGT (G) WGT (Oz) Vol (TSP.) Phase AKeysler PonceÎncă nu există evaluări
- Emulsifying Wax (Cetearyl Alcohol Ceteareth 20) - TDS PDFDocument1 paginăEmulsifying Wax (Cetearyl Alcohol Ceteareth 20) - TDS PDFKeysler PonceÎncă nu există evaluări
- Sun Protection and Other Uses of Thanakha in MyanmarDocument2 paginiSun Protection and Other Uses of Thanakha in MyanmarKeysler PonceÎncă nu există evaluări
- Biological Activities and Safety of Than PDFDocument7 paginiBiological Activities and Safety of Than PDFKeysler PonceÎncă nu există evaluări
- Biomass2010 Track3 s2 HansenDocument20 paginiBiomass2010 Track3 s2 HansenKeysler PonceÎncă nu există evaluări
- 8 Evaluation of Myanmar ThanakhaDocument11 pagini8 Evaluation of Myanmar ThanakhaKeysler PonceÎncă nu există evaluări
- Process To Conversion of Oxygenates To Gasoline (Haldor Topsoe)Document10 paginiProcess To Conversion of Oxygenates To Gasoline (Haldor Topsoe)Keysler PonceÎncă nu există evaluări
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDocument8 paginiCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceÎncă nu există evaluări
- Process For The Preparation of Synthesis GasDocument9 paginiProcess For The Preparation of Synthesis GasKeysler PonceÎncă nu există evaluări
- Colorantes de Triaril Metano y FibrasDocument8 paginiColorantes de Triaril Metano y FibrasKeysler PonceÎncă nu există evaluări
- 1-s2.0-S0950061816308364-Kunal Kupwade Patil Fly Ash 2016Document25 pagini1-s2.0-S0950061816308364-Kunal Kupwade Patil Fly Ash 2016Israel VenkatÎncă nu există evaluări
- Phy351 Chapter 9 CompositesDocument23 paginiPhy351 Chapter 9 Compositesmaokun18Încă nu există evaluări
- Phenyl Ethyl AlcoholDocument18 paginiPhenyl Ethyl AlcoholNorsamsi OnciÎncă nu există evaluări
- 1066-Article Text-1009-1-10-20100519 PDFDocument7 pagini1066-Article Text-1009-1-10-20100519 PDFDhellMV logÎncă nu există evaluări
- Información 01 Resina para Ablandamiento CG8Document2 paginiInformación 01 Resina para Ablandamiento CG8Manuel Fortun VegaÎncă nu există evaluări
- CH 06Document6 paginiCH 06Enjie Elrassi100% (1)
- Energy Consumption Calculation ToolDocument4 paginiEnergy Consumption Calculation Toolhafidz bandungÎncă nu există evaluări
- PRP Unit - 6Document4 paginiPRP Unit - 6Abdul GhafoorÎncă nu există evaluări
- Submerged Arc TechnologyDocument11 paginiSubmerged Arc TechnologymerlonicolaÎncă nu există evaluări
- Introduction To WeldingDocument153 paginiIntroduction To WeldingNyanda MalashiÎncă nu există evaluări
- New Microsoft Word DocumentDocument14 paginiNew Microsoft Word DocumentApurav KhobragadeÎncă nu există evaluări
- CatalysisDocument9 paginiCatalysisDhiviya GanesanÎncă nu există evaluări
- Ucrete MT TdsDocument3 paginiUcrete MT TdsVictor MargineanÎncă nu există evaluări
- TLT - Electric Vehicle Grease - Sander - 05-19Document6 paginiTLT - Electric Vehicle Grease - Sander - 05-19gilar herliana putraÎncă nu există evaluări
- HSC 7160 8210Document2 paginiHSC 7160 8210HINDUSTHAN SPECIALITY CHEMICAL LTD100% (1)
- Analysis of For MOSH and MOAH in Food and Packaging MaterialsDocument3 paginiAnalysis of For MOSH and MOAH in Food and Packaging MaterialsAbu Althaf100% (1)
- Annotated BibliographyDocument5 paginiAnnotated Bibliographyapi-490658314Încă nu există evaluări
- Mineral Water Calculator v5Document7 paginiMineral Water Calculator v5mauricio0327Încă nu există evaluări
- SAE J411-1997 Carbon and Alloy SteelsDocument10 paginiSAE J411-1997 Carbon and Alloy Steelsflavio82pn0% (1)
- Benedict S. R. - A Reagent For The Detection of Reducing Sugars - 1908Document4 paginiBenedict S. R. - A Reagent For The Detection of Reducing Sugars - 1908Juan Rizo0% (1)
- E 1254 - 03 Rteyntq - PDFDocument3 paginiE 1254 - 03 Rteyntq - PDFMarceloÎncă nu există evaluări
- Industrial WasteDocument284 paginiIndustrial WasteJulie Elliott100% (2)
- Acron Product TsDocument5 paginiAcron Product Tsauliana yuniÎncă nu există evaluări
- Monalite® - Technical Data Sheet - EnglishDocument2 paginiMonalite® - Technical Data Sheet - EnglishLorena CCÎncă nu există evaluări
- Biochemistry Laboratory Manual-Combined 2012-2013Document37 paginiBiochemistry Laboratory Manual-Combined 2012-2013Bryan Anderson100% (1)
- 9 TH Class CBSEDocument51 pagini9 TH Class CBSEramanji1021Încă nu există evaluări
- IEB SAGS Chemistry DefinitionsDocument2 paginiIEB SAGS Chemistry DefinitionsYishai AbroÎncă nu există evaluări
- Aramco Reference StandardDocument49 paginiAramco Reference Standardessence1100% (1)
- Lecebbenamara 2015Document13 paginiLecebbenamara 2015John Mark ManahanÎncă nu există evaluări
- Week 7 Lesson 7 Polarity of Molecules 1Document25 paginiWeek 7 Lesson 7 Polarity of Molecules 1ZannieÎncă nu există evaluări