S-ar putea să vă placă și
- WinUnisoft PDFDocument136 paginiWinUnisoft PDFoygramos_2k60% (1)
- Tornos Control Fanuc TF Sin QsetterDocument32 paginiTornos Control Fanuc TF Sin QsetterNelsonÎncă nu există evaluări
- Introducción Al Torno CNC Dyna 3300-B Del CIM.Document17 paginiIntroducción Al Torno CNC Dyna 3300-B Del CIM.Karen N. Fortanelly100% (1)
- UNIDAD 2 Programación y Operación CNCDocument45 paginiUNIDAD 2 Programación y Operación CNCEdgar Gonzalez Reyes0% (1)
- Códigos para CNCDocument10 paginiCódigos para CNCIvan Machado TorresÎncă nu există evaluări
- Codigos CNC FresadoDocument1 paginăCodigos CNC FresadoAndres Cardona Mercado100% (1)
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDocument6 pagini¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaÎncă nu există evaluări
- Práctica 1Document15 paginiPráctica 1Victor MaresÎncă nu există evaluări
- Unidad I Fundamentos de CNCDocument44 paginiUnidad I Fundamentos de CNCJesús CuencaÎncă nu există evaluări
- CNC-EJERCICIOS-FRESADO-TALADRADO-RIMADODocument12 paginiCNC-EJERCICIOS-FRESADO-TALADRADO-RIMADOMecanizado SenaÎncă nu există evaluări
- Problrema 16 17 18Document10 paginiProblrema 16 17 18AYQUIPA ROSAS JESUS FRANCISCO0% (1)
- Códigos de ProgramaciónDocument2 paginiCódigos de ProgramaciónPedro Alberto López CuencaÎncă nu există evaluări
- Folleto-Serie de Cuchillos Precision III PDFDocument2 paginiFolleto-Serie de Cuchillos Precision III PDFCarlos FernandoÎncă nu există evaluări
- Codigo GDocument14 paginiCodigo GCriss Dan SFÎncă nu există evaluări
- Guia Rapida Torno DMC 3 Ejes PDFDocument33 paginiGuia Rapida Torno DMC 3 Ejes PDFJerson Jallo HuamanÎncă nu există evaluări
- Ensayo CNCDocument15 paginiEnsayo CNCEddy OrdóñezÎncă nu există evaluări
- Tablas de Conversiones Conversión de Unidades Cifras Significativas y Algo Adicional de Pitagoras y Funciones - Crishuertas96 FM 2 Sem 2014Document24 paginiTablas de Conversiones Conversión de Unidades Cifras Significativas y Algo Adicional de Pitagoras y Funciones - Crishuertas96 FM 2 Sem 2014Joel OchoaÎncă nu există evaluări
- Torneado CNCDocument22 paginiTorneado CNCNazielÎncă nu există evaluări
- Programación metros anual para máquinas de torneado y fresado MX y TTDocument198 paginiProgramación metros anual para máquinas de torneado y fresado MX y TTCarlos MottaÎncă nu există evaluări
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De la EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Încă nu există evaluări
- CNC PreguntasDocument19 paginiCNC PreguntasJorge Luis CdnÎncă nu există evaluări
- Presentacion CATIA PDFDocument15 paginiPresentacion CATIA PDFHenry AlvaradoÎncă nu există evaluări
- MANUAL TORNO CNC DYNA ADM 3300 EspañolDocument47 paginiMANUAL TORNO CNC DYNA ADM 3300 EspañolTomás Loya80% (5)
- Reporte para Torno CNCDocument17 paginiReporte para Torno CNCErnesto0% (1)
- Modificacion A La Antologia de La Asignatura de Control NumericoDocument400 paginiModificacion A La Antologia de La Asignatura de Control NumericoYomaliDelAngelÎncă nu există evaluări
- CNC 1-Unidad 2Document56 paginiCNC 1-Unidad 2Wuicho ArzateÎncă nu există evaluări
- Simulacion de Corte de PiezasDocument29 paginiSimulacion de Corte de PiezasEufemioNoaChavezÎncă nu există evaluări
- Centrode Maquinado Vertical CNC - CimDocument187 paginiCentrode Maquinado Vertical CNC - Cimnikoll1953Încă nu există evaluări
- Códigos de Programación de Máquinas Herramientas CNCDocument21 paginiCódigos de Programación de Máquinas Herramientas CNCGerardo DiazÎncă nu există evaluări
- Instrucciones Del Programa WinunisoftDocument24 paginiInstrucciones Del Programa WinunisoftRafael Perez MezaÎncă nu există evaluări
- Introducción a los sistemas CNCDocument44 paginiIntroducción a los sistemas CNCRoberto Azcárate SánchezÎncă nu există evaluări
- 2.3 Captura de Un Programa CNC.Document6 pagini2.3 Captura de Un Programa CNC.Cesar OmarÎncă nu există evaluări
- Ventajas y Desventajas de La Aplicación de Maquinas CNCDocument4 paginiVentajas y Desventajas de La Aplicación de Maquinas CNCAlex Fabricio Regalado NarváezÎncă nu există evaluări
- Conociendo el simulador CNCDocument15 paginiConociendo el simulador CNCDaniel VázquezÎncă nu există evaluări
- Programación en CNC en Base A CAD y CAMDocument13 paginiProgramación en CNC en Base A CAD y CAMJose Fernandez100% (1)
- Diseño, Programación, y Manufactura de Equipos CNCDocument24 paginiDiseño, Programación, y Manufactura de Equipos CNCAndyÎncă nu există evaluări
- Programacion CNCDocument5 paginiProgramacion CNCSebastian Carvajal ClavijoÎncă nu există evaluări
- Control NumericoDocument6 paginiControl NumericoGERADOÎncă nu există evaluări
- Unidad 3 CNCDocument32 paginiUnidad 3 CNCLuigi ChulimÎncă nu există evaluări
- Tecnologia Torno CNC - 2Document56 paginiTecnologia Torno CNC - 2cmitjaÎncă nu există evaluări
- Anexo Manual Fanuc Torno CNCDocument13 paginiAnexo Manual Fanuc Torno CNCarturo_23eÎncă nu există evaluări
- Instituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaDocument7 paginiInstituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaArturo CastilloÎncă nu există evaluări
- Codigo M y G CNCDocument4 paginiCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- Manual de códigos CNC Haas VF 2015Document67 paginiManual de códigos CNC Haas VF 2015Alberto RomeroÎncă nu există evaluări
- Programación para Torno Control NumericoDocument121 paginiProgramación para Torno Control NumericoGuillen Morales M.100% (1)
- MAC Aplicado A MaquinadosDocument34 paginiMAC Aplicado A Maquinadosice028Încă nu există evaluări
- Principios básicos de CNCDocument15 paginiPrincipios básicos de CNCJesus Perez Perez100% (1)
- Códigos de Programación para CNC Tipos G y MDocument4 paginiCódigos de Programación para CNC Tipos G y MFernando PerezÎncă nu există evaluări
- Programación CNCDocument11 paginiProgramación CNCLuis TapiaÎncă nu există evaluări
- Primer Laboratorio de CNC TornoDocument15 paginiPrimer Laboratorio de CNC Torno7z7v7h7Încă nu există evaluări
- Post-procesador Romi C420 genera códigos GDocument127 paginiPost-procesador Romi C420 genera códigos Gisaac crespo0% (1)
- Fresadoras CNCDocument41 paginiFresadoras CNCGustavo Mesa100% (1)
- Programa CNCDocument38 paginiPrograma CNCEmmanuel DohmaÎncă nu există evaluări
- Codigos CNCDocument13 paginiCodigos CNCJonathanRamirezRamirÎncă nu există evaluări
- Wikifab Dimf Etsii Upm EsDocument3 paginiWikifab Dimf Etsii Upm EsMiguel Angel ContrerasÎncă nu există evaluări
- Programación CNC (Torno vs. Fresadora)Document12 paginiProgramación CNC (Torno vs. Fresadora)Angélica RocíoÎncă nu există evaluări
- Torno Reporte PeonDocument12 paginiTorno Reporte PeonErnesto PulidoÎncă nu există evaluări
- Torno Convencional, CNC y FresadoraDocument15 paginiTorno Convencional, CNC y FresadoraAngel Zarate100% (1)
- Proyecto Final CNCDocument64 paginiProyecto Final CNCMaria Belen MoralesÎncă nu există evaluări
- Análisis de Las Superficies A MaquinarDocument8 paginiAnálisis de Las Superficies A MaquinarLuis BleaÎncă nu există evaluări
- Winunisoft 3.4Document18 paginiWinunisoft 3.4Cristian GomezÎncă nu există evaluări
- CNC SimulatorDocument2 paginiCNC SimulatorArturo CárdenasÎncă nu există evaluări
- MANUAL TORNO CNC Dyna 3300BDocument49 paginiMANUAL TORNO CNC Dyna 3300Bleonardokracks202Încă nu există evaluări
- Programación en Tiempo RealDocument20 paginiProgramación en Tiempo RealJoel OchoaÎncă nu există evaluări
- MODELADODocument5 paginiMODELADOJoel OchoaÎncă nu există evaluări
- Presentacion Conceptos Basicos CircuitosDocument0 paginiPresentacion Conceptos Basicos CircuitoscorazonpuroÎncă nu există evaluări
- Piezaa 1Document1 paginăPiezaa 1Joel OchoaÎncă nu există evaluări
- Guia de ContabilidadDocument36 paginiGuia de ContabilidadAdrian Alfredo33% (3)
- Piezaa 1Document1 paginăPiezaa 1Joel OchoaÎncă nu există evaluări
- Unidad 1 Conceptos ContablesDocument18 paginiUnidad 1 Conceptos ContablesJoel OchoaÎncă nu există evaluări
- Practica PLCDocument26 paginiPractica PLCJoel OchoaÎncă nu există evaluări
- Control de Un Motor Via USBDocument13 paginiControl de Un Motor Via USBJoel OchoaÎncă nu există evaluări
- Instrucciones Swifty SharpDocument4 paginiInstrucciones Swifty SharppepotemÎncă nu există evaluări
- Gafete ContecDocument6 paginiGafete ContecAngel RiveraÎncă nu există evaluări
- 01 CatalogoDocument830 pagini01 CatalogoHamid HardouzÎncă nu există evaluări
- Aisi 1040Document2 paginiAisi 1040Alfred Rua VasquezÎncă nu există evaluări
- Cubiertas de Cocina CHCDocument48 paginiCubiertas de Cocina CHCJose ColilÎncă nu există evaluări
- El0c DomDocument1 paginăEl0c DomFacuu MedinaÎncă nu există evaluări
- Cálculo de parámetros de engranes rectosDocument13 paginiCálculo de parámetros de engranes rectosRicardo SanchezÎncă nu există evaluări
- Manual Centralita Solar Termica Mundo Control Salvador Escoda (300 Euros)Document2 paginiManual Centralita Solar Termica Mundo Control Salvador Escoda (300 Euros)EemolinarzÎncă nu există evaluări
- El Término Mecánico Se Refiere Principalmente para Denominar A Todos Linstrumentos de Medicion MecanicaDocument9 paginiEl Término Mecánico Se Refiere Principalmente para Denominar A Todos Linstrumentos de Medicion Mecanicaanon-970456100% (2)
- Resumen Cloacal Instalaciones 1Document18 paginiResumen Cloacal Instalaciones 1marÎncă nu există evaluări
- Planos de EstrusadoraDocument10 paginiPlanos de EstrusadoraPamela CastilloÎncă nu există evaluări
- Punkapocalyptic - Reglas de CampañaDocument25 paginiPunkapocalyptic - Reglas de CampañaJMÎncă nu există evaluări
- Maq - Herramientas Ejercicios RPMDocument21 paginiMaq - Herramientas Ejercicios RPMKlever TiguaÎncă nu există evaluări
- Practica 2Document7 paginiPractica 2Abigail MelendezÎncă nu există evaluări
- Instrumentos TopograficosDocument3 paginiInstrumentos TopograficosAlexis Ivan Becerra GongoraÎncă nu există evaluări
- Sistema 3 Interruptor Unidireccional Dos Bombas PedalDocument6 paginiSistema 3 Interruptor Unidireccional Dos Bombas PedaljaidervaccaÎncă nu există evaluări
- Estructura de Una FresadoraDocument16 paginiEstructura de Una FresadoraANDRES ALARCONÎncă nu există evaluări
- Formato Mantenimiento Preventivo Aires AcondicionadosDocument1 paginăFormato Mantenimiento Preventivo Aires AcondicionadosJoan RodriguezÎncă nu există evaluări
- Cuestionario Tema 7 y 8Document3 paginiCuestionario Tema 7 y 8JosueÎncă nu există evaluări
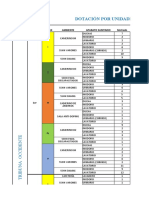
- Dotacion de Agua Estadio Una PunoDocument13 paginiDotacion de Agua Estadio Una PunoTrevanian FranzÎncă nu există evaluări
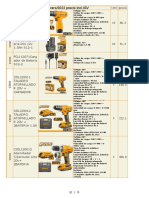
- Lista Ingco Stock 20220228 EleDocument36 paginiLista Ingco Stock 20220228 EleEmelina Zarate fernandezÎncă nu există evaluări
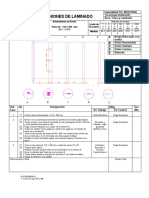
- 1GUIA Uniones de LaminadoDocument2 pagini1GUIA Uniones de LaminadoAlejandro AzaharÎncă nu există evaluări
- Disparador GSPDocument21 paginiDisparador GSPAlbertoMarigil100% (2)
- Procesos PiezaDocument18 paginiProcesos PiezaDamian gameplaysÎncă nu există evaluări
- Compresores Rev1Document62 paginiCompresores Rev1Luis CubaÎncă nu există evaluări
- ADUCCIÓNDocument2 paginiADUCCIÓNJesus David HernandezÎncă nu există evaluări
- Sesion 10Document30 paginiSesion 10Jpeti MTÎncă nu există evaluări
- Informe 3 Nivelación CompuestaDocument14 paginiInforme 3 Nivelación CompuestaCamila Andrea Feijoo ParadaÎncă nu există evaluări