INSPECTION TEST PLAN FOR GRE
PIPES LAYING & JOINTING
PROJECT: EPIC FOR FIRE WATER BACKUP SUPPLY
CLIENT : DESCON ENGINEERING
DOC. NO. : 4D-FPI/ITP/FWBS/DE/01, Rev. 1
ACTIVITY
DESCRIPTION
SN
RESPONSIBLE
PARTY
INSPECTION REQUIRED
ACCEPTANCE CRITERIA
FPI
DE
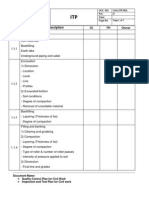
1.0
Handling of GRE Materials : Transport & Storage
1.1
Receiving of Pipes & spools at site
DE/FPI
1.2
Storage of materials at Site
DE/FPI
1.2.1 Handling of Pipes, spools and fittings at site
DE/FPI
1.2.2 Handling of Lamination/Cement kits at site
DE
Material as per Delivery Note, pipe ends are protected & no damage and used
nylon belt for lifting pipes & spools
S
The GRE pipes & fittings for this project are suitable for storage under direct
sunlight for the most temperature conditions in the gulf region.
Wooden supports at 3.0 m spacing with wedges to prevent rolling and ground
area should be evenly flat & stack height does not exceed 1.5 meters/FPI scope
to inspect & advise for proper storage
Storage at descon store @ AC controlled room between 20 to 30 oC
2.0
Pipe Laying
2.1
Lifting & lowering of pipe/spool in trench/on
supports
FPI
2.2
Aligning & Levelling the pipes/spools
FPI
Center lines to be in the same coordinates & Level. Survey record
2.3
Alignment of Joints
FPI
Gap between the joint should not be more then 5 MM.
3.0
Jointing the pipes/fittings/spools
3.1
Surface preperation for lamination.(Grinding)
FPI
3.2
Lamiantion/adhesive bonded joints
FPI
Pipes & spools to be lifted at two supporting points and use nylon lifting
belts/visual inspection for any damage/defects.
A) pipe surface grinding should be with emery paper disc with 16 t0 80 grit (B)
Make sure grinding area should be dry & free from any foreign materials like
grease,oil dust etc prior to start lamination.
Mix thoroughly the quantities of epoxy resin & hardener to maintain ratio and
assembly after lamination application. Curing time is 24 hours.
Company Doc.No.RL0 0000 LPO 65002_A01
FPI.Doc.No.: FPI/ITP/DESCON/DEC/TO-008/GRE/01
1
INSPECTION TEST PLAN FOR GRE
PIPES LAYING & JOINTING
PROJECT: EPIC FOR FIRE WATER BACKUP SUPPLY
CLIENT : DESCON ENGINEERING
DOC. NO. : 4D-FPI/ITP/FWBS/DE/01, Rev. 1
ACTIVITY
DESCRIPTION
SN
RESPONSIBLE
PARTY
INSPECTION REQUIRED
ACCEPTANCE CRITERIA
FPI
DE
D
After natrurally cure of lamination.All the joints should be cured with heating
blancket for 1.5 to 2 hours @ 125-150 Deg Cel.
3.3
Heating of Joints
FPI
3.4
Flanged Joint
FPI
As per Torque value & sequence specified in FPI standard table of Flange
tightening procedure and Kroll & Ziller gasket to be used.
3.5
Dimensional control
FPI
Thickness & Bond area of the lamination should match as per manufecturars
recepie
3.6
Barcol hardness test
FPI
Should not be less then 35 barcol.
4.0
Hydrostatic Testing of installed Line
4.1
Water filling
FPI
Filling from lower end and air to be expelled from the line, if possible.
4.2
Pressurizing
FPI
1.5 Max. of Working Pressure.
4.3
Line visual Inspection
FPI/DE
4.4
Draining
FPI
Inspection Codes :
No leaking or weeping on the joints & pipe trunk
Open all the vents.
Legend :
Hold Point
Witness
D
FPI
Main Client/TPI
Future pipes industries
S = Monitoring by random inspection
DE
Contractor/Client (Descon Engg.)
Note:- The above acceptance criteria is explicet,However scope of work/responsibilities is subjected to the agreed official contract between both parties.
Company Doc.No.RL0 0000 LPO 65002_A01
FPI.Doc.No.: FPI/ITP/DESCON/DEC/TO-008/GRE/01
2
S-ar putea să vă placă și
- ITP Heat ExchangerDocument1 paginăITP Heat Exchangersarmad009Încă nu există evaluări
- ITP For Pipeline Construction Table 1Document3 paginiITP For Pipeline Construction Table 1wahyu100% (2)
- Itp Pipe SupportsDocument4 paginiItp Pipe SupportskamlÎncă nu există evaluări
- ITP For Duct WorkDocument1 paginăITP For Duct WorktreyÎncă nu există evaluări
- Vessel Final BoxDocument14 paginiVessel Final Boxmanoj thakkarÎncă nu există evaluări
- ITP For Hydraulic BarrierDocument4 paginiITP For Hydraulic Barriermoytabura96Încă nu există evaluări
- Torque ReportDocument1 paginăTorque Reportjarofidz100% (1)
- ITP For CW and ACW Piping WorkDocument8 paginiITP For CW and ACW Piping WorkPhong DoÎncă nu există evaluări
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 paginăStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaÎncă nu există evaluări
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocument5 paginiContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoÎncă nu există evaluări
- Pqr-152 - Run SheetDocument38 paginiPqr-152 - Run SheetMAT-LIONÎncă nu există evaluări
- Daily Welding Progress ReportDocument1 paginăDaily Welding Progress ReportManoj KumarÎncă nu există evaluări
- Material & Equipment Preservation Monitoring SheetDocument1 paginăMaterial & Equipment Preservation Monitoring Sheetmoytabura96Încă nu există evaluări
- 1.13 Inspection & Test PlansDocument1 pagină1.13 Inspection & Test Plansabimanyubawono100% (2)
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 paginiWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejÎncă nu există evaluări
- Rotating Itp 1Document4 paginiRotating Itp 1abdul aziz100% (1)
- Ag Test Package FormatDocument25 paginiAg Test Package FormatoparoystÎncă nu există evaluări
- ITP C 005 (Structural Concrete)Document4 paginiITP C 005 (Structural Concrete)segun ajibolaÎncă nu există evaluări
- Res Tr-2925-Method Statement For Piping Tie in Tank 3 AreaDocument29 paginiRes Tr-2925-Method Statement For Piping Tie in Tank 3 AreaKhouloud Hadj SassiÎncă nu există evaluări
- Shell Plate Dimension CheckDocument7 paginiShell Plate Dimension Checksetak0% (1)
- Hydrotest ProcedureDocument6 paginiHydrotest Procedurebagusu_6Încă nu există evaluări
- Itp For Storage Tank PDFDocument6 paginiItp For Storage Tank PDFShiva KumarÎncă nu există evaluări
- GRP Pipe Adhesive Coupling InstallationDocument7 paginiGRP Pipe Adhesive Coupling InstallationMrinal Kanti BhaduriÎncă nu există evaluări
- Mechanical and Piping Inspector HDocument3 paginiMechanical and Piping Inspector HHafiz Shabbir HussainÎncă nu există evaluări
- ItpDocument7 paginiItpJose Sherin100% (1)
- Tank Erection Procedure: Note: This Is The Sample Document For The Related Job OnlyDocument5 paginiTank Erection Procedure: Note: This Is The Sample Document For The Related Job Onlygeorge israelÎncă nu există evaluări
- Welder Performance Qualification WPQDocument3 paginiWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- Pt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and ErectionDocument5 paginiPt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and Erectioneldobie3100% (1)
- WPS - Smaw - 2Document6 paginiWPS - Smaw - 2Harkesh RajputÎncă nu există evaluări
- Contractor Quality Control Plan For Rotary Equipment InstallationDocument4 paginiContractor Quality Control Plan For Rotary Equipment InstallationJoel SnowÎncă nu există evaluări
- ITP AllDocument1 paginăITP AllMuhammadIqbalMughalÎncă nu există evaluări
- Painting & Inspection FormatDocument1 paginăPainting & Inspection FormatABEC Trombay siteÎncă nu există evaluări
- Blasting Painting Procedure For Structural Steel Rev 00Document17 paginiBlasting Painting Procedure For Structural Steel Rev 00Praful N KÎncă nu există evaluări
- Hydrotest Check List PDFDocument1 paginăHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- Manhole QuotationDocument2 paginiManhole QuotationArun UdayabhanuÎncă nu există evaluări
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFDocument14 paginiA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzÎncă nu există evaluări
- Hydrotesting of PipelineDocument14 paginiHydrotesting of PipelineJWC Sales & Services :100% (1)
- Bolted Flanged Joints New Methods Practices ProceedingsDocument2 paginiBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloÎncă nu există evaluări
- Oman-India Fertilizer Project OIFDocument24 paginiOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Punch Points For Piping EngineersDocument8 paginiPunch Points For Piping Engineerspratikmande100% (1)
- 33 05 13 Manholes and Structures 10Document4 pagini33 05 13 Manholes and Structures 10salamÎncă nu există evaluări
- Roundness Check Record of 1St Shell CourseDocument1 paginăRoundness Check Record of 1St Shell CourseRhannie GarciaÎncă nu există evaluări
- Duties of Tank InspectorDocument1 paginăDuties of Tank InspectorJawed AlamÎncă nu există evaluări
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 paginiWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadÎncă nu există evaluări
- Dimension ReportDocument4 paginiDimension ReportKarthikeyan ShanmugavelÎncă nu există evaluări
- Vessel Cleaning ProcedureDocument6 paginiVessel Cleaning ProcedureZool HilmiÎncă nu există evaluări
- RFI For 18.03.2014 Piping, Welding at SESA FabDocument4 paginiRFI For 18.03.2014 Piping, Welding at SESA Fabmuhammedemraan100% (1)
- 1 Imran Piping QC CVDocument4 pagini1 Imran Piping QC CVkazim MirzaÎncă nu există evaluări
- Weld Matrix Format 1Document7 paginiWeld Matrix Format 1Arslan WaheedÎncă nu există evaluări
- Structural Steel and Pipe Work ProcedureDocument5 paginiStructural Steel and Pipe Work ProcedureMohamed100% (2)
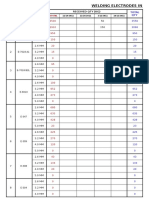
- Received Qty (KG) : SL# Electrode SizeDocument34 paginiReceived Qty (KG) : SL# Electrode Sizepadinharethil50% (2)
- Sample Template Itp For Piping Fabrication and InstallationDocument16 paginiSample Template Itp For Piping Fabrication and InstallationEyoh EffiongÎncă nu există evaluări
- API Repair ProcedureDocument1 paginăAPI Repair ProcedurejacquesmayolÎncă nu există evaluări
- Piping Fabrication Installation QCP On SiteDocument1 paginăPiping Fabrication Installation QCP On SiteTarun PatelÎncă nu există evaluări
- Welder List For WQTDocument1 paginăWelder List For WQTAnonymous rYZyQQot550% (2)
- RLC-AH-QP-91-3001 Inspection Test Plan For Plumbing Works-1Document6 paginiRLC-AH-QP-91-3001 Inspection Test Plan For Plumbing Works-1nighttrasherÎncă nu există evaluări
- 0.hydro Test Package Index - 1Document13 pagini0.hydro Test Package Index - 1VISHNUPRASAD ARAKKAL MOHANDASÎncă nu există evaluări
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFDocument7 paginiShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTÎncă nu există evaluări
- Consumable Spec Rev 12Document24 paginiConsumable Spec Rev 12megastar0604Încă nu există evaluări
- Field Joint CoatingDocument7 paginiField Joint Coatingkrishna3794Încă nu există evaluări
- Tender Enquiry No. LTC/C/MNT/2511/16 Tender Enquiry No. LTC/C/MNT/2511/16Document3 paginiTender Enquiry No. LTC/C/MNT/2511/16 Tender Enquiry No. LTC/C/MNT/2511/16eiman_zerepÎncă nu există evaluări
- Above Ground Fuel Storage Tank Limited WarrantyDocument1 paginăAbove Ground Fuel Storage Tank Limited Warrantyeiman_zerepÎncă nu există evaluări
- PGCC-Steel DVN Profile-Ver 04Document28 paginiPGCC-Steel DVN Profile-Ver 04eiman_zerepÎncă nu există evaluări
- Pds Hempacore One 43600 En-GbDocument2 paginiPds Hempacore One 43600 En-Gbeiman_zerepÎncă nu există evaluări
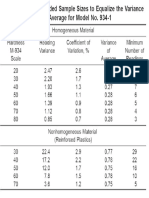
- Astm-D2583 Table 1 GRP Condition ReferenceDocument1 paginăAstm-D2583 Table 1 GRP Condition Referenceeiman_zerepÎncă nu există evaluări
- Petrol & Gas Construction Company: Dimensional Control Data ReportDocument1 paginăPetrol & Gas Construction Company: Dimensional Control Data Reporteiman_zerepÎncă nu există evaluări
- Guide For The Nondestructive Examination of Welds: AWS B1.10M/B1.10:2009 An American National StandardDocument6 paginiGuide For The Nondestructive Examination of Welds: AWS B1.10M/B1.10:2009 An American National StandardRodrigo Paez0% (8)
- The Conversion of Nephelometric Turbidity UnitsDocument2 paginiThe Conversion of Nephelometric Turbidity UnitsCornel NasturasÎncă nu există evaluări
- Agilent B1505A DatasheetDocument34 paginiAgilent B1505A DatasheetWesley de PaulaÎncă nu există evaluări
- TAUS Evaluating Post-Editor Performance Guidelines 2014Document5 paginiTAUS Evaluating Post-Editor Performance Guidelines 2014TAUSÎncă nu există evaluări
- QPDF Manual: For QPDF Version 8.0.2, March 6, 2018Document49 paginiQPDF Manual: For QPDF Version 8.0.2, March 6, 2018ctrplieff2669Încă nu există evaluări
- End User Maksiprint Video Nadzor 21.03.2016Document27 paginiEnd User Maksiprint Video Nadzor 21.03.2016Emil MitevÎncă nu există evaluări
- Module 2 - Managing User and Computer AccountsDocument42 paginiModule 2 - Managing User and Computer Accountsapi-3823762100% (1)
- ESG Service Bulletin: Lubrication Required On Large Chiller Motor BearingsDocument1 paginăESG Service Bulletin: Lubrication Required On Large Chiller Motor Bearingsveronica aldridgeÎncă nu există evaluări
- User Manual E300: High-Fidelity Sound Motorcycle LntercomDocument32 paginiUser Manual E300: High-Fidelity Sound Motorcycle LntercomZS MotorÎncă nu există evaluări
- Oracle Database - SQLNET - Ora (Gerardnico)Document3 paginiOracle Database - SQLNET - Ora (Gerardnico)shuvo_ami24Încă nu există evaluări
- Tugas 6Document5 paginiTugas 6Adji NugrahÎncă nu există evaluări
- Fisher R FIELDVUE™ DVC6000 SIS Digital Valve Controllers For Safety Instrumented System (SIS) Solutions Instruction Manual (Supported)Document176 paginiFisher R FIELDVUE™ DVC6000 SIS Digital Valve Controllers For Safety Instrumented System (SIS) Solutions Instruction Manual (Supported)Jhofre OjedaÎncă nu există evaluări
- Hager Isolators SwitchesDocument12 paginiHager Isolators SwitchesDhanTimÎncă nu există evaluări
- CT Requirements of Siemens-7sjDocument3 paginiCT Requirements of Siemens-7sjshanthikumaravel100% (1)
- Linux Commands 1Document8 paginiLinux Commands 1Sathish SaranyaÎncă nu există evaluări
- AWWA Tapping SleevesDocument21 paginiAWWA Tapping SleevesdanilobossuÎncă nu există evaluări
- Table 1a - Rated Insulation Levels For Rated Voltages of Range I, Series IDocument1 paginăTable 1a - Rated Insulation Levels For Rated Voltages of Range I, Series IavinashuklaÎncă nu există evaluări
- BSC CommandsDocument15 paginiBSC CommandsPa AjayÎncă nu există evaluări
- Aeb02132Exhaust Systems - InstallationDocument19 paginiAeb02132Exhaust Systems - Installationacere18Încă nu există evaluări
- Informatica Interview QuestionsDocument11 paginiInformatica Interview Questionsmurari_0454168100% (1)
- Resource Allocation AuditDocument37 paginiResource Allocation AuditAnonymous 9sDkJwRJRÎncă nu există evaluări
- 853 Product ManualDocument140 pagini853 Product Manualkdmiller100% (2)
- AcmeDocument24 paginiAcmeZoltanÎncă nu există evaluări
- Nenu Naa Kodalu Menaka 01 02Document30 paginiNenu Naa Kodalu Menaka 01 02rajesh56198462% (37)
- Pds Hempel's Topaz SB Primer 26630 En-GbDocument2 paginiPds Hempel's Topaz SB Primer 26630 En-GbDipin Nediya Parambath100% (1)
- Harq LteDocument8 paginiHarq LteSatyabrata NayakÎncă nu există evaluări
- Worx WA3733 Li-Ion Battery Charger User ManualDocument6 paginiWorx WA3733 Li-Ion Battery Charger User ManualAKA "Tomás de Torquemada"Încă nu există evaluări
- Optimizing Oil (Caterpillar Engine) PDFDocument8 paginiOptimizing Oil (Caterpillar Engine) PDFKurniadi Setyanto100% (1)
- Hitachi Zaxis 270 Class Excavator Operator's Manual SN 010310 and Up PDFDocument14 paginiHitachi Zaxis 270 Class Excavator Operator's Manual SN 010310 and Up PDFsekfsekmddde100% (1)
- Tracker For ChennaiDocument46 paginiTracker For ChennaiDhananjayan GopinathanÎncă nu există evaluări
- ARCHITECTURAL 220512 - Full Set - 88 Romaine Avenue-CompressedDocument31 paginiARCHITECTURAL 220512 - Full Set - 88 Romaine Avenue-Compressedramon rodriguezÎncă nu există evaluări