S-ar putea să vă placă și
- How To Select Welding ElectrodesDocument6 paginiHow To Select Welding ElectrodesRobert DelafosseÎncă nu există evaluări
- The Iron Puddler My life in the rolling mills and what came of itDe la EverandThe Iron Puddler My life in the rolling mills and what came of itÎncă nu există evaluări
- Gtaw WeldingDocument37 paginiGtaw WeldingSadhasivam VeluÎncă nu există evaluări
- WeldingDocument68 paginiWeldingRajneesh Patel100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- Tips For The Practitioner.: Flame StraighteningDocument2 paginiTips For The Practitioner.: Flame StraighteningmikirscÎncă nu există evaluări
- Tungsten Inert Gas WeldingDocument2 paginiTungsten Inert Gas WeldingJacques SauÎncă nu există evaluări
- WeldingDocument23 paginiWeldingBilal TayyabÎncă nu există evaluări
- DistortionDocument62 paginiDistortionSharad AtraheÎncă nu există evaluări
- MIG Welding ProcessDocument12 paginiMIG Welding ProcessHimanshu RaoÎncă nu există evaluări
- Trusco WeldingGaugesDocument2 paginiTrusco WeldingGaugesAnonymous rYZyQQot55Încă nu există evaluări
- What Weld Rod To UseDocument2 paginiWhat Weld Rod To Usesatgk0% (1)
- Physics of Welding Better VersionDocument3 paginiPhysics of Welding Better VersionKhurram RehmanÎncă nu există evaluări
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 paginiProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmÎncă nu există evaluări
- Gas Tungsten Arc WeldingDocument13 paginiGas Tungsten Arc WeldingEmad A.AhmadÎncă nu există evaluări
- Weldability of MaterialsDocument5 paginiWeldability of MaterialsclnÎncă nu există evaluări
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pagini13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Chapter-3 General Information of WeldingDocument5 paginiChapter-3 General Information of WeldingKumar DneshÎncă nu există evaluări
- Types of ElectrodesDocument8 paginiTypes of ElectrodesTIBEBUÎncă nu există evaluări
- Repairing A Crack in CastingDocument2 paginiRepairing A Crack in CastingpriaÎncă nu există evaluări
- Indian Institute of Welding-ANB: Refresher Course: Module-06Document64 paginiIndian Institute of Welding-ANB: Refresher Course: Module-06dayalramÎncă nu există evaluări
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985De la EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Încă nu există evaluări
- Tig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsDe la EverandTig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsEvaluare: 5 din 5 stele5/5 (1)
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Document4 paginiWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Încă nu există evaluări
- Advanced WeldingDocument10 paginiAdvanced WeldingGanesanGovindarjÎncă nu există evaluări
- Types of Welding JointsDocument20 paginiTypes of Welding Jointssuresh rajendranÎncă nu există evaluări
- Thermal CuttingDocument18 paginiThermal CuttingSarah100% (1)
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 paginiArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahÎncă nu există evaluări
- WeldingDocument84 paginiWeldingJigar DodiaÎncă nu există evaluări
- Submerged Arc WeldingDocument21 paginiSubmerged Arc WeldingSACHIN A. MOREÎncă nu există evaluări
- Murex Tig Poster 2008 PDFDocument1 paginăMurex Tig Poster 2008 PDFPCÎncă nu există evaluări
- Mild Steel Welding Handbook Vol 4Document2 paginiMild Steel Welding Handbook Vol 4Fasil ParuvanathÎncă nu există evaluări
- Austenitic Stainless SteelsDocument4 paginiAustenitic Stainless Steelsandy1036Încă nu există evaluări
- Feritic Stainless SteelDocument27 paginiFeritic Stainless SteelAngga Kurnia Darma SastrodikromoÎncă nu există evaluări
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDe la EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantEvaluare: 3.5 din 5 stele3.5/5 (3)
- WeldingDocument19 paginiWeldingAlexander Muñoz SánchezÎncă nu există evaluări
- Welding Process and ConsumableDocument64 paginiWelding Process and Consumablenizar_ikmps100% (1)
- Gen - Importance of Welding in L & T PDFDocument30 paginiGen - Importance of Welding in L & T PDFSivaÎncă nu există evaluări
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 paginiWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranÎncă nu există evaluări
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 paginiLecture 1-Fundamentals of Welding MetallurgyHamiduÎncă nu există evaluări
- GMAWDocument53 paginiGMAWJithuJohn100% (1)
- Selected Welding Application in Offshore IndustryDocument38 paginiSelected Welding Application in Offshore IndustryzuudeeÎncă nu există evaluări
- Form of Corrosion Illustration Form of Corrosion IllustrationDocument2 paginiForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilÎncă nu există evaluări
- Welding Report Sem3Document11 paginiWelding Report Sem3hakimÎncă nu există evaluări
- GMAWDocument12 paginiGMAWsushant47Încă nu există evaluări
- How To Prevent Control Welding DistortionDocument2 paginiHow To Prevent Control Welding DistortionNilesh DalviÎncă nu există evaluări
- 21 Weldability of SteelsDocument40 pagini21 Weldability of Steelssaeidian100% (2)
- GTAW and Power SourcesDocument18 paginiGTAW and Power SourcesRavi Kumar SinghÎncă nu există evaluări
- Welding and Fabrication NoteDocument54 paginiWelding and Fabrication NoteluminiousÎncă nu există evaluări
- Miller Welding TitaniumDocument20 paginiMiller Welding TitaniumrcpretoriusÎncă nu există evaluări
- Steel and Its AlloyDocument23 paginiSteel and Its AlloyHemang ChopraÎncă nu există evaluări
- Weld Joint Detail PDFDocument9 paginiWeld Joint Detail PDFKosit WongpinkaewÎncă nu există evaluări
- Physics of WeldingDocument3 paginiPhysics of WeldingKhurram RehmanÎncă nu există evaluări
- Unit II - mt1Document24 paginiUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- RD, Sur-55220 1959: Colony, GaDocument1 paginăRD, Sur-55220 1959: Colony, GaUsamaIjazÎncă nu există evaluări
- 1 s2.0 S0895717711003888 Main PDFDocument11 pagini1 s2.0 S0895717711003888 Main PDFUsamaIjazÎncă nu există evaluări
- Time Sheet PDFDocument1 paginăTime Sheet PDFUsamaIjazÎncă nu există evaluări
- Lab Session 4Document2 paginiLab Session 4UsamaIjazÎncă nu există evaluări
- Inspection Import Template 23-Jun-2019 141051605Document8 paginiInspection Import Template 23-Jun-2019 141051605UsamaIjazÎncă nu există evaluări
- EXP5Document2 paginiEXP5UsamaIjaz100% (1)
- BillingDocument2 paginiBillingUsamaIjazÎncă nu există evaluări
- Experiment 1: To Determine The Normal and Standard Time For Given ActivityDocument8 paginiExperiment 1: To Determine The Normal and Standard Time For Given ActivityUsamaIjazÎncă nu există evaluări
- PM Lab ReportDocument12 paginiPM Lab ReportUsamaIjazÎncă nu există evaluări
- Experiment No. 9: StatementDocument2 paginiExperiment No. 9: StatementUsamaIjazÎncă nu există evaluări
- Lec # 3, 4, 5 (Total Quality Management) - EdittedDocument50 paginiLec # 3, 4, 5 (Total Quality Management) - EdittedUsamaIjazÎncă nu există evaluări
- Solid Edge Data Migration Component PDFDocument1 paginăSolid Edge Data Migration Component PDFUsamaIjazÎncă nu există evaluări
- Hamza Rasheed 107 HvacDocument7 paginiHamza Rasheed 107 HvacUsamaIjazÎncă nu există evaluări
- Exp 3,4Document3 paginiExp 3,4UsamaIjazÎncă nu există evaluări
- Usama: Undergraduate of Mechanical EngineeringDocument2 paginiUsama: Undergraduate of Mechanical EngineeringUsamaIjazÎncă nu există evaluări
- Aug-Sept 28 27 Oct-Nov 3 2 26.92 29 30.08 0 0 2.29 2.08 1.08 0 0Document5 paginiAug-Sept 28 27 Oct-Nov 3 2 26.92 29 30.08 0 0 2.29 2.08 1.08 0 0UsamaIjazÎncă nu există evaluări
- He Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsDocument6 paginiHe Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsIwankÎncă nu există evaluări
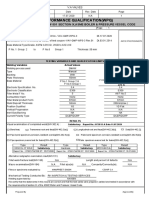
- Qw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeDocument8 paginiQw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeGobinderSinghSidhuÎncă nu există evaluări
- Handout - WeldingDocument6 paginiHandout - WeldingqcomoÎncă nu există evaluări
- General StandardizationDocument5 paginiGeneral Standardizationlemuel bacsaÎncă nu există evaluări
- M 1.1.1 General Introduction To Welding TechnologyDocument19 paginiM 1.1.1 General Introduction To Welding TechnologyHarry PangestuÎncă nu există evaluări
- TR Smaw NC IvDocument70 paginiTR Smaw NC IvJei Em MonteflorÎncă nu există evaluări
- Smaw Module 2ndQ 1stDocument6 paginiSmaw Module 2ndQ 1stAdoracion Sales HugoÎncă nu există evaluări
- WPS PTR 01-08-09Document1 paginăWPS PTR 01-08-09majdi jerbiÎncă nu există evaluări
- Welding Terms & DefinitionsDocument42 paginiWelding Terms & DefinitionsDamotharan S100% (1)
- API 570 DAY 3 BOOK (1 To 108) (PP)Document106 paginiAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinÎncă nu există evaluări
- Wqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Document1 paginăWqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Rejoy babyÎncă nu există evaluări
- BrazingDocument115 paginiBrazingcheveresan123Încă nu există evaluări
- International Conference On "Advances in Energy Management" (ICAEM-2019)Document14 paginiInternational Conference On "Advances in Energy Management" (ICAEM-2019)Bikash GuinÎncă nu există evaluări
- 68 Multiple Choice Questions: No Answer GivenDocument18 pagini68 Multiple Choice Questions: No Answer GivenAkram AlhaddadÎncă nu există evaluări
- TLE - IA - Shielded Metal Arc Welding SMAWGrades 7-10 04.06.2014 PDFDocument18 paginiTLE - IA - Shielded Metal Arc Welding SMAWGrades 7-10 04.06.2014 PDFRenante Deseo100% (1)
- 3) Types of Welding MethodsDocument3 pagini3) Types of Welding MethodsKrako TramÎncă nu există evaluări
- Ultimate Guide To Cast Iron WeldingDocument16 paginiUltimate Guide To Cast Iron WeldingMohamedÎncă nu există evaluări
- INVERTEC V205-T DC E31101Document4 paginiINVERTEC V205-T DC E31101Yesid Medina AÎncă nu există evaluări
- A Reaffirmation of Fracture Toughness Requirements For ASME Section VIII Vessels For Service Temperatures Colder Than 77 KDocument8 paginiA Reaffirmation of Fracture Toughness Requirements For ASME Section VIII Vessels For Service Temperatures Colder Than 77 KJose Castañeda SurcoÎncă nu există evaluări
- Welding - Introduction (Menas Wibowo)Document19 paginiWelding - Introduction (Menas Wibowo)moch ardiansyahÎncă nu există evaluări
- Fmea Sfe47.005 WeldingDocument8 paginiFmea Sfe47.005 Weldingkumaraswamy.kÎncă nu există evaluări
- Lincoln Electric Big Red 600Document4 paginiLincoln Electric Big Red 600eduardoÎncă nu există evaluări
- Mma Inverter Welder: Owner'S Operating Manual Model Mma-140Document28 paginiMma Inverter Welder: Owner'S Operating Manual Model Mma-140ayjayÎncă nu există evaluări
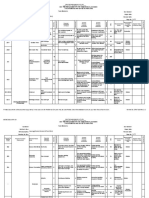
- Qa&qc-Log-04 PQR Log Sheet With CSD CommentsDocument2 paginiQa&qc-Log-04 PQR Log Sheet With CSD CommentsasiqÎncă nu există evaluări
- SMAW PowerpointDocument28 paginiSMAW PowerpointShankar Gurusamy100% (3)
- Welding Processes 11Document97 paginiWelding Processes 11akabhinav32100% (2)
- Welding Procedure SpecificationDocument3 paginiWelding Procedure SpecificationAhmed saber100% (2)
- Senarai Modul CU Untuk SKKMDocument2 paginiSenarai Modul CU Untuk SKKM鲁肃津Încă nu există evaluări
- 200AC-DC Inverter Arc Welding Machine Operating ManualDocument68 pagini200AC-DC Inverter Arc Welding Machine Operating ManualcostelchelariuÎncă nu există evaluări
- Welding Consumables - 20 FAQDocument6 paginiWelding Consumables - 20 FAQK S RaoÎncă nu există evaluări