S-ar putea să vă placă și
- Refining of Crude and Its Corrosion Control Using Distributed Control SystemDocument7 paginiRefining of Crude and Its Corrosion Control Using Distributed Control Systemcoolguy12345Încă nu există evaluări
- France Guideline Review Step1 - FAC MechanismsDocument16 paginiFrance Guideline Review Step1 - FAC Mechanismscoolguy12345Încă nu există evaluări
- Control Corrosion in Amine PlantsDocument33 paginiControl Corrosion in Amine Plantscoolguy12345Încă nu există evaluări
- Five Fatal Flaws in API 581Document12 paginiFive Fatal Flaws in API 581Geert Henk WijnantsÎncă nu există evaluări
- Flow Accelerated CorrosionDocument9 paginiFlow Accelerated Corrosioncoolguy12345Încă nu există evaluări
- Corrosion en BombasDocument9 paginiCorrosion en Bombas434lapÎncă nu există evaluări
- Overview of Refractory MaterialsDocument54 paginiOverview of Refractory MaterialsHenrique Alvr100% (5)
- Wrc-1992 Diagram Predicting FerriteDocument1 paginăWrc-1992 Diagram Predicting Ferritecoolguy12345Încă nu există evaluări
- Flow Accelerated CorrosionDocument29 paginiFlow Accelerated Corrosioncoolguy12345Încă nu există evaluări
- Reject DowDocument2 paginiReject Dowcoolguy12345Încă nu există evaluări
- Correlation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)Document38 paginiCorrelation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)coolguy12345Încă nu există evaluări
- Fac ExperienceDocument10 paginiFac Experiencecoolguy12345Încă nu există evaluări
- Refinery PH Control in Sour Water Stripping e April2010Document2 paginiRefinery PH Control in Sour Water Stripping e April2010sunny_lit6806Încă nu există evaluări
- Control Valves A Source of Pipe Vibration: by H. L. MillerDocument7 paginiControl Valves A Source of Pipe Vibration: by H. L. Millerra9622Încă nu există evaluări
- DisplayDocument1 paginăDisplaycoolguy12345Încă nu există evaluări
- Molybdate ArticleDocument16 paginiMolybdate Articlecoolguy12345Încă nu există evaluări
- Molybdate Closed SystemsDocument8 paginiMolybdate Closed Systemscoolguy12345Încă nu există evaluări
- 11 2002 BANG SDocument10 pagini11 2002 BANG SsumoomusÎncă nu există evaluări
- Profile Radiography Article Estimationof CorrosionDocument10 paginiProfile Radiography Article Estimationof Corrosioncoolguy12345Încă nu există evaluări
- S-156-Eng 97Document19 paginiS-156-Eng 97coolguy12345Încă nu există evaluări
- Action Plan For Static Equipment ReliabilityDocument2 paginiAction Plan For Static Equipment Reliabilitycoolguy12345Încă nu există evaluări
- Control Corrosion in Amine PlantsDocument33 paginiControl Corrosion in Amine Plantscoolguy12345Încă nu există evaluări
- FAC PreventionDocument12 paginiFAC Preventioncoolguy12345Încă nu există evaluări
- Proračun I Odabir VentilaDocument20 paginiProračun I Odabir VentilaTenkre Ten0% (1)
- HPCL - Mittal Energy Limited: Employee ID: Employee Name: Date of JoiningDocument1 paginăHPCL - Mittal Energy Limited: Employee ID: Employee Name: Date of Joiningcoolguy12345Încă nu există evaluări
- EagleDocument4 paginiEaglecoolguy12345Încă nu există evaluări
- Stainless Steel DataDocument4 paginiStainless Steel Datacoolguy12345Încă nu există evaluări
- Grey Cast Iron CompositionDocument4 paginiGrey Cast Iron CompositionJigar M. UpadhyayÎncă nu există evaluări
- Design of Repair Clamp For Online Elimination of Leakage From Bolted Flanged JointsDocument7 paginiDesign of Repair Clamp For Online Elimination of Leakage From Bolted Flanged JointsAlberto Fernando Leon Arismendy100% (1)
- Control of Erosion CorrosionDocument2 paginiControl of Erosion CorrosionminhphuongphamÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- UESI Presentation Webinar March 29 2016 PDFDocument65 paginiUESI Presentation Webinar March 29 2016 PDFmunim87Încă nu există evaluări
- Winterhalter Dishwashing Operating Instructions Uc Series PDFDocument48 paginiWinterhalter Dishwashing Operating Instructions Uc Series PDFVũ LêÎncă nu există evaluări
- NCHRP RPT 395Document143 paginiNCHRP RPT 395sakashefÎncă nu există evaluări
- Assignment 1 Bsr257Document14 paginiAssignment 1 Bsr257MUHAMMAD FARIS IQBAL BIN RIDUANÎncă nu există evaluări
- COBIT 2019 Design Toolkit TKT Eng 1218 (AutoRecovered)Document56 paginiCOBIT 2019 Design Toolkit TKT Eng 1218 (AutoRecovered)ahnisÎncă nu există evaluări
- TenderDocument-8706889735 Nicsi Old ProgrammerDocument28 paginiTenderDocument-8706889735 Nicsi Old ProgrammerAnonymous NJDmHvj100% (1)
- CIF Documentation PDFDocument8 paginiCIF Documentation PDFviswanadhareddy4609Încă nu există evaluări
- General Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksDocument13 paginiGeneral Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksArif MohammedÎncă nu există evaluări
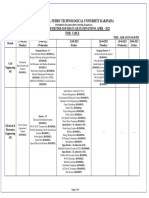
- 42 BT R19-April-2023Document6 pagini42 BT R19-April-2023Leela KumarÎncă nu există evaluări
- GRC Training - TerminologyDocument13 paginiGRC Training - TerminologyhossainmzÎncă nu există evaluări
- Marketing Audit AppleDocument36 paginiMarketing Audit ApplePranay Narayani50% (4)
- BS EN 60684-3-121 To 124-2001Document12 paginiBS EN 60684-3-121 To 124-2001FilipeFerreiraÎncă nu există evaluări
- Excellence... Efficiency... Expertise: Tooling For Metal IndustryDocument12 paginiExcellence... Efficiency... Expertise: Tooling For Metal IndustrysalesÎncă nu există evaluări
- BS en 10028-4-2017Document18 paginiBS en 10028-4-2017Ly KhoaÎncă nu există evaluări
- Structural Failures - Case StudiesDocument33 paginiStructural Failures - Case StudiesRakesh7770Încă nu există evaluări
- CSAC10Document27 paginiCSAC10Abolaji Olafare BeejayÎncă nu există evaluări
- Roles and ResponsibilitiesDocument3 paginiRoles and ResponsibilitiesSanjayÎncă nu există evaluări
- Pteryx Mapping SecretsDocument66 paginiPteryx Mapping SecretsYanuar RezaÎncă nu există evaluări
- BestendigheidstabelDocument32 paginiBestendigheidstabeldroessaert_stijnÎncă nu există evaluări
- Han, Levenspiel - 1988 - Extended Monod Kinetics For Substrate, Product, and Cell Inhibition-AnnotatedDocument8 paginiHan, Levenspiel - 1988 - Extended Monod Kinetics For Substrate, Product, and Cell Inhibition-AnnotatedMarisol Muñoz PonceÎncă nu există evaluări
- JSP Syntax ExamplesDocument3 paginiJSP Syntax Examplesapi-3833995Încă nu există evaluări
- 1 Api RP 17N Workshop: Executive Summary of MeetingDocument97 pagini1 Api RP 17N Workshop: Executive Summary of MeetingIrsalina NHÎncă nu există evaluări
- Double Surface TreatmentDocument9 paginiDouble Surface TreatmentAdrian FrantescuÎncă nu există evaluări
- Gso 3 Year Plan Last & FinalDocument12 paginiGso 3 Year Plan Last & FinalEarl PotianÎncă nu există evaluări
- How To Gambas - Building GUI Applications-0.0.1Document177 paginiHow To Gambas - Building GUI Applications-0.0.1Ahmad MuaazÎncă nu există evaluări
- India Cements LTDDocument24 paginiIndia Cements LTDqwertyÎncă nu există evaluări
- Transaction Processing SystemsDocument18 paginiTransaction Processing Systemsapi-26617115Încă nu există evaluări
- Wine Country Community Plan - Outstanding Issues: Boundary Modification Request: Group B (Mr. Chaudhuri)Document250 paginiWine Country Community Plan - Outstanding Issues: Boundary Modification Request: Group B (Mr. Chaudhuri)rivcoclerkoftheboardÎncă nu există evaluări
- Design and Implementation of Online Vehicle Sales Management SystemDocument4 paginiDesign and Implementation of Online Vehicle Sales Management SystemdsdfregthyjuÎncă nu există evaluări
- Eurotech Monitoring Services LTDDocument21 paginiEurotech Monitoring Services LTDm_ramas2001Încă nu există evaluări