S-ar putea să vă placă și
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingDocument8 paginiOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7Încă nu există evaluări
- Case Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairDocument6 paginiCase Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairAnonymous l5PQDDkÎncă nu există evaluări
- 91 ArticleText 739 1 10 20190301Document9 pagini91 ArticleText 739 1 10 20190301Mohammed EndrisÎncă nu există evaluări
- Performance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningDocument12 paginiPerformance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningIzzah HzmhÎncă nu există evaluări
- (Azadirachta Indica) and Tamarind (Tamarindus Indica) Seed Oils Cutting Fluid in TurningDocument13 pagini(Azadirachta Indica) and Tamarind (Tamarindus Indica) Seed Oils Cutting Fluid in TurningInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Influence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesDocument17 paginiInfluence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesNima FakherÎncă nu există evaluări
- Performance Evaluation of Groundnut Oil and Melon Oil As Cutting Fluids in Machining OperationDocument5 paginiPerformance Evaluation of Groundnut Oil and Melon Oil As Cutting Fluids in Machining OperationIzzah HzmhÎncă nu există evaluări
- 7039 9185 1 PB1Document13 pagini7039 9185 1 PB1Rizal FahrezaÎncă nu există evaluări
- Jurnal Bernadus RomarioDocument11 paginiJurnal Bernadus RomarioRizky PremordiyaÎncă nu există evaluări
- Experimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLDocument10 paginiExperimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLSiva BhaskarÎncă nu există evaluări
- The SynopsisDocument4 paginiThe SynopsisSanket NaikÎncă nu există evaluări
- Review IndiaDocument23 paginiReview IndiaAynamawÎncă nu există evaluări
- 2ND RRLDocument7 pagini2ND RRLTristan Tabago ConsolacionÎncă nu există evaluări
- 1 SM PDFDocument6 pagini1 SM PDFArjunanÎncă nu există evaluări
- Performance Evaluation of Cutting Fluids Developed From Fixed OilsDocument8 paginiPerformance Evaluation of Cutting Fluids Developed From Fixed OilsRajaganapathy GanaÎncă nu există evaluări
- 3-s2.0-B9780128035818108495-main-Research ArticleDocument7 pagini3-s2.0-B9780128035818108495-main-Research Articlesivasankarangs1979Încă nu există evaluări
- Analysis of The Cutting Fluid Influence On The Deep Grinding Process With A CBN Grinding WheelDocument7 paginiAnalysis of The Cutting Fluid Influence On The Deep Grinding Process With A CBN Grinding WheelGustavo FerronattoÎncă nu există evaluări
- Influence of Lubricant Type in Gear ScuffingDocument10 paginiInfluence of Lubricant Type in Gear ScuffingAnibal RiosÎncă nu există evaluări
- The Lubricity Performance of Hura Crepitansand Calophyllum Inophyllumplant Oil in Water-Based Mud in Analysing Differential Pipe StickingDocument16 paginiThe Lubricity Performance of Hura Crepitansand Calophyllum Inophyllumplant Oil in Water-Based Mud in Analysing Differential Pipe StickingIAEME PublicationÎncă nu există evaluări
- 1 s2.0 S1877705814032779 MainDocument11 pagini1 s2.0 S1877705814032779 MainJ. Jebinson JamesÎncă nu există evaluări
- Pe 252 Innovative First Review ReportDocument9 paginiPe 252 Innovative First Review ReportDragon ball superÎncă nu există evaluări
- Literature ReviewDocument28 paginiLiterature ReviewDennisIgoyDacanayÎncă nu există evaluări
- Application of Sustainable TechniquesDocument18 paginiApplication of Sustainable TechniquesEsmeralda MuñozÎncă nu există evaluări
- Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsDocument6 paginiInfluence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsaliÎncă nu există evaluări
- 666-Article Text-1274-1-10-20221020 PDFDocument14 pagini666-Article Text-1274-1-10-20221020 PDFsubramanianÎncă nu există evaluări
- Tool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008Document27 paginiTool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008hari0118Încă nu există evaluări
- Use of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantDocument5 paginiUse of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantIzzah HzmhÎncă nu există evaluări
- Use of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantDocument5 paginiUse of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantIzzah HzmhÎncă nu există evaluări
- Effect of Surface Textures On The Performance of Journal Bearings With Contaminated OilDocument9 paginiEffect of Surface Textures On The Performance of Journal Bearings With Contaminated OilIJRASETPublicationsÎncă nu există evaluări
- A Review of Nano Additives For Performance Enhancement of LubricantDocument5 paginiA Review of Nano Additives For Performance Enhancement of LubricantIRJMETS JOURNALÎncă nu există evaluări
- Coconut Oil As Cutting FluidDocument6 paginiCoconut Oil As Cutting FluidYusuf Aliyu UÎncă nu există evaluări
- Simulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantDocument6 paginiSimulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantSyed Danish FayazÎncă nu există evaluări
- Nano World Journal TemplateDocument10 paginiNano World Journal TemplatejabbarbookeditorÎncă nu există evaluări
- Measurement: Ajay Kumar, Vishal GulatiDocument12 paginiMeasurement: Ajay Kumar, Vishal Gulatiparveenrathee123Încă nu există evaluări
- Experimental Investigation and Optimization of Machining ParametersOf Conventional Lathe (Turning Operation)Document10 paginiExperimental Investigation and Optimization of Machining ParametersOf Conventional Lathe (Turning Operation)International Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Cutting Fluid For MachiningDocument2 paginiCutting Fluid For MachiningAbdirahman DhooreÎncă nu există evaluări
- 31637Document11 pagini31637melken bluorÎncă nu există evaluări
- Design and Development of Nanoparticles Lubricant Test RigDocument11 paginiDesign and Development of Nanoparticles Lubricant Test RigismoyoÎncă nu există evaluări
- Performance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VDocument7 paginiPerformance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VRizal FahrezaÎncă nu există evaluări
- 08jul201510072420 Papiya Bhowmik 1-5Document5 pagini08jul201510072420 Papiya Bhowmik 1-5tkas4uÎncă nu există evaluări
- CPIE-2016 Paper 44Document10 paginiCPIE-2016 Paper 44Atul ChauhanÎncă nu există evaluări
- Ijaret: © IaemeDocument17 paginiIjaret: © IaemeIAEME PublicationÎncă nu există evaluări
- Using Jatropha Oil Based Metalworking Fluids in Machining Processes: A Functional and Ecological Life Cycle EvaluationDocument2 paginiUsing Jatropha Oil Based Metalworking Fluids in Machining Processes: A Functional and Ecological Life Cycle EvaluationMukh RusdiantoÎncă nu există evaluări
- Experimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationDocument13 paginiExperimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationIJRASETPublicationsÎncă nu există evaluări
- Investigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelDocument6 paginiInvestigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelminhtuanngoÎncă nu există evaluări
- Evaluation of Vegetable-OilbasedDocument9 paginiEvaluation of Vegetable-OilbasedMario Sanchez AvilaÎncă nu există evaluări
- Enviromental Friendly Cutting Fluids and Cooling Technique in MachiningDocument15 paginiEnviromental Friendly Cutting Fluids and Cooling Technique in MachiningArss Sakti SetyaÎncă nu există evaluări
- Feed RateDocument14 paginiFeed RateAbdallah Irfaan RamjanÎncă nu există evaluări
- Estimation of Tool Life by Industrial Method and TDocument8 paginiEstimation of Tool Life by Industrial Method and TKamesh JaiÎncă nu există evaluări
- Experimental Estimation of Tool Wear and Cutting Temperatures in MQL Using Cutting Fluids With CNT InclusionDocument4 paginiExperimental Estimation of Tool Wear and Cutting Temperatures in MQL Using Cutting Fluids With CNT InclusionSaravanan MathiÎncă nu există evaluări
- Waste Tire BiodieselDocument17 paginiWaste Tire BiodieselnataliacaveroÎncă nu există evaluări
- 4 HST 0721 418Document8 pagini4 HST 0721 418puttaÎncă nu există evaluări
- Ijmet 06 10 009Document12 paginiIjmet 06 10 009IAEME PublicationÎncă nu există evaluări
- Rugozitatea SuprafetelorDocument7 paginiRugozitatea SuprafetelorcristinaÎncă nu există evaluări
- 2 67 1588079784 14ijmperdjun202014Document12 pagini2 67 1588079784 14ijmperdjun202014TJPRC PublicationsÎncă nu există evaluări
- Optimization of MQL Parameters and Experimental Investigations Using Vegetable Oil-Based Cutting Fluid During Machining of AISI 4140Document16 paginiOptimization of MQL Parameters and Experimental Investigations Using Vegetable Oil-Based Cutting Fluid During Machining of AISI 4140AynamawÎncă nu există evaluări
- Interncionalparametros de CorteDocument7 paginiInterncionalparametros de CorteFernando Michelon MarquesÎncă nu există evaluări
- Abrasive Flow Machining Using Abrasive Paste With Oiticica OilDocument6 paginiAbrasive Flow Machining Using Abrasive Paste With Oiticica OilIJAERS JOURNALÎncă nu există evaluări
- Tribological Properties of Vegetable Based Universal Tractor Transmission OilDocument7 paginiTribological Properties of Vegetable Based Universal Tractor Transmission Oilradu2000vÎncă nu există evaluări
- Answer Keys of The Written Test For Recruitment To The Post of Scientist/Engineer 'SC' (Mechanical) (Be002) Held On 03.07.2016Document5 paginiAnswer Keys of The Written Test For Recruitment To The Post of Scientist/Engineer 'SC' (Mechanical) (Be002) Held On 03.07.2016Shubham BansalÎncă nu există evaluări
- Anskeyweb Mechanical ISRO2016Document5 paginiAnskeyweb Mechanical ISRO2016Shubham BansalÎncă nu există evaluări
- Ammurapi: 1 ReferencesDocument2 paginiAmmurapi: 1 ReferencesShubham BansalÎncă nu există evaluări
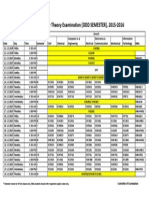
- Final Schedule For Theory Examination (ODD SEMESTER), 2015-2016Document1 paginăFinal Schedule For Theory Examination (ODD SEMESTER), 2015-2016Shubham BansalÎncă nu există evaluări
- Plasma (Physics)Document14 paginiPlasma (Physics)Shubham BansalÎncă nu există evaluări
- Uttar Pradesh State Road Transport CorporationDocument4 paginiUttar Pradesh State Road Transport CorporationShubham BansalÎncă nu există evaluări
- Nptel Online-Iit KanpurDocument1 paginăNptel Online-Iit KanpurShubham BansalÎncă nu există evaluări
- Rac 2014Document4 paginiRac 2014Shubham BansalÎncă nu există evaluări
- NPTEL Mechanical Engineering - Engineering MechanicsDocument1 paginăNPTEL Mechanical Engineering - Engineering MechanicsShubham BansalÎncă nu există evaluări
- Sai Baba of ShirdiDocument8 paginiSai Baba of ShirdiShubham BansalÎncă nu există evaluări
- 24 SolarPowerDocument13 pagini24 SolarPowerShubham BansalÎncă nu există evaluări
- Callister Chapter 18 Electrical PropertiesDocument16 paginiCallister Chapter 18 Electrical PropertiesShubham BansalÎncă nu există evaluări
- Etrade Bank-StatementDocument5 paginiEtrade Bank-StatementMark Galanty100% (4)
- Problems Involving Sequences: Grade 10Document9 paginiProblems Involving Sequences: Grade 10Jhiemalyn RonquilloÎncă nu există evaluări
- Vocabulary Levels Tests Versions 1 2Document12 paginiVocabulary Levels Tests Versions 1 2Rangsiya PjewÎncă nu există evaluări
- Jesper Kyd - Flight Over Venice (Assassin's Creed II)Document9 paginiJesper Kyd - Flight Over Venice (Assassin's Creed II)Aldert de VriesÎncă nu există evaluări
- ISO 27001 Gap Analysis ChecklistDocument6 paginiISO 27001 Gap Analysis Checklistlijo jacob70% (10)
- Module 4 - Community Health AssessmentDocument8 paginiModule 4 - Community Health AssessmentSteffi100% (1)
- BF V CatalogDocument56 paginiBF V CatalogmaciasrobÎncă nu există evaluări
- Slot 22-23-24 Real Time CommunicationDocument50 paginiSlot 22-23-24 Real Time CommunicationLinh BuiÎncă nu există evaluări
- Assignment 9 Nomor 1Document2 paginiAssignment 9 Nomor 1Alexander Steven ThemasÎncă nu există evaluări
- SuperboltDocument32 paginiSuperboltRajeev Chandel100% (1)
- Chapter 10 - Process CostingDocument83 paginiChapter 10 - Process CostingXyne FernandezÎncă nu există evaluări
- WEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEDocument6 paginiWEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEMuhd Alif MikhailÎncă nu există evaluări
- Design of Electrical Machines NotesDocument24 paginiDesign of Electrical Machines Notesmadhes14Încă nu există evaluări
- EagleBurgmann H7N ENDocument5 paginiEagleBurgmann H7N ENlamtony2013Încă nu există evaluări
- APCO CSAA ANS2 101 1webfinalDocument38 paginiAPCO CSAA ANS2 101 1webfinalJUAN CAMILO VALENCIA VALENCIAÎncă nu există evaluări
- Synchronous Motor AC DrivesDocument40 paginiSynchronous Motor AC DrivesHarshal Thakur100% (1)
- List Katalog Fire Hydrant (Box)Document3 paginiList Katalog Fire Hydrant (Box)Sales1 mpicaÎncă nu există evaluări
- FOCGB5 Rtest 1-6BDocument3 paginiFOCGB5 Rtest 1-6BM-DÎncă nu există evaluări
- ISO IEC 11801-5 - IT - Generic Cabling For Data CentreDocument63 paginiISO IEC 11801-5 - IT - Generic Cabling For Data Centreshazwanshaiful1Încă nu există evaluări
- 120-21 TM RF HandbookDocument164 pagini120-21 TM RF HandbookbaymanÎncă nu există evaluări
- Section 02870 Site FurnishingsDocument19 paginiSection 02870 Site FurnishingsMØhãmmed ØwięsÎncă nu există evaluări
- 3rd QuarterDocument14 pagini3rd QuarterZula DapugoÎncă nu există evaluări
- 747Document12 pagini747GurdevBaines100% (3)
- Nature'S Numbers: - BasicbooksDocument39 paginiNature'S Numbers: - Basicbooksyeol pacisÎncă nu există evaluări
- Classical Electromagnetism 1st Edition Franklin Solutions ManualDocument21 paginiClassical Electromagnetism 1st Edition Franklin Solutions ManualBrianYorktnqsw100% (15)
- Drone Survival GuideDocument2 paginiDrone Survival GuidevthiseasÎncă nu există evaluări
- AOC TFT-LCD Color Monitor 931Fwz Service ManualDocument54 paginiAOC TFT-LCD Color Monitor 931Fwz Service ManualtecnosomÎncă nu există evaluări
- SITRUST Brochure PDFDocument8 paginiSITRUST Brochure PDFÐôùxBébê Ðê MãmäñÎncă nu există evaluări
- No 1 Method ValidationDocument2 paginiNo 1 Method ValidationdanaciortanÎncă nu există evaluări
- Pre Delivery Inspection Checklist For Home Oxygen ConcentratorDocument2 paginiPre Delivery Inspection Checklist For Home Oxygen ConcentratorPranavKaisthaÎncă nu există evaluări