S-ar putea să vă placă și
- Design Porfolio Nakib SarfarazDocument1 paginăDesign Porfolio Nakib SarfarazZayed KhanÎncă nu există evaluări
- ME 452 - Machine Design II Name of Student: - Spring Semester 2016 Lecture Division NumberDocument1 paginăME 452 - Machine Design II Name of Student: - Spring Semester 2016 Lecture Division NumberZayed KhanÎncă nu există evaluări
- Cheatsheet Supervised LearningDocument4 paginiCheatsheet Supervised LearningAmar Kumar100% (1)
- Micromachines 09 00381 PDFDocument18 paginiMicromachines 09 00381 PDFZayed KhanÎncă nu există evaluări
- Presentation On ACME PharmaceuticalsDocument40 paginiPresentation On ACME PharmaceuticalsZayed KhanÎncă nu există evaluări
- M Faisal Riyad@Sample SOPDocument2 paginiM Faisal Riyad@Sample SOPZayed Khan100% (1)
- Part 5 MT Drives and Mechanisms 1Document11 paginiPart 5 MT Drives and Mechanisms 1Zayed KhanÎncă nu există evaluări
- Part 3 Gear Manufacturing and Indexing 2014Document11 paginiPart 3 Gear Manufacturing and Indexing 2014Zayed KhanÎncă nu există evaluări
- IPE 401-Drive SystemDocument16 paginiIPE 401-Drive SystemElmerÎncă nu există evaluări
- Part 1 Basic Machines ColorDocument35 paginiPart 1 Basic Machines ColorZayed KhanÎncă nu există evaluări
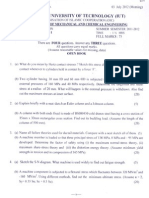
- Machine Design 1 QuesDocument1 paginăMachine Design 1 QuesZayed KhanÎncă nu există evaluări
- 9 Non Conventional MachiningDocument15 pagini9 Non Conventional MachiningsohameyÎncă nu există evaluări
- ME-346 Lab SheetDocument17 paginiME-346 Lab SheetZayed KhanÎncă nu există evaluări
- Islam GuideDocument80 paginiIslam Guideaaghamdi100% (17)
- MCE-4787, Automobile Engineering IDocument2 paginiMCE-4787, Automobile Engineering IZayed KhanÎncă nu există evaluări
- Mce Full Course StructureDocument88 paginiMce Full Course StructurePantho PanhoÎncă nu există evaluări
- Breakeven Feb2015 DDocument7 paginiBreakeven Feb2015 DZayed KhanÎncă nu există evaluări
- Equity Theory On Job MotivationDocument2 paginiEquity Theory On Job MotivationPartizano ProleÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- En - WinNEST - 5.Xx ActCut 3.3 - User ManualDocument85 paginiEn - WinNEST - 5.Xx ActCut 3.3 - User ManualAndreSantana100% (1)
- Delcam - PowerMILL 9.0 FiveAxis Training Course en - 2008Document148 paginiDelcam - PowerMILL 9.0 FiveAxis Training Course en - 2008भागराज राज100% (1)
- Zbornik (Proceedings) COMETa 2018Document928 paginiZbornik (Proceedings) COMETa 2018GogyÎncă nu există evaluări
- Mastercam Atp TutorialDocument76 paginiMastercam Atp TutorialTrần Văn TrườngÎncă nu există evaluări
- Vocabulary Lesson 3 & 4Document7 paginiVocabulary Lesson 3 & 4David Staser ToralÎncă nu există evaluări
- ADVENT TOOLTECH - Company Presentation - MasterDocument37 paginiADVENT TOOLTECH - Company Presentation - MasterVaibhav Vasant RaghuwanshiÎncă nu există evaluări
- Machine Tools (Syllabus)Document2 paginiMachine Tools (Syllabus)aashiquearÎncă nu există evaluări
- Manufacturing ProcessesDocument2 paginiManufacturing ProcessespmagrawalÎncă nu există evaluări
- Quotation of Y3150K Manual Gear Hobbing MachineDocument13 paginiQuotation of Y3150K Manual Gear Hobbing Machinekertajaya ekaryaÎncă nu există evaluări
- Mineral Casting EPUMENT enDocument16 paginiMineral Casting EPUMENT enramzigolfÎncă nu există evaluări
- Retrofitting of CNC System To Conventional Lathe For Converting Into CNC LatheDocument16 paginiRetrofitting of CNC System To Conventional Lathe For Converting Into CNC Latheram5627892100% (1)
- Laser-Assisted Machining FraunhoferDocument6 paginiLaser-Assisted Machining FraunhoferusamaumerÎncă nu există evaluări
- 1st S: Sort Through/sort OutDocument8 pagini1st S: Sort Through/sort OutNashwa SaadÎncă nu există evaluări
- BTM User Guide Tog L LocDocument20 paginiBTM User Guide Tog L LocXavier CarbajalÎncă nu există evaluări
- CNC Lathe MachineDocument114 paginiCNC Lathe MachineakshikansalÎncă nu există evaluări
- MAX-PAC Brochure Concepts NREC WebDocument8 paginiMAX-PAC Brochure Concepts NREC Websrinivas murthyÎncă nu există evaluări
- PC Fapt BrochureDocument2 paginiPC Fapt Brochurebabak671Încă nu există evaluări
- Singapore Aerospace Supplier GuideDocument92 paginiSingapore Aerospace Supplier GuideWilly TanÎncă nu există evaluări
- Delcam - PowerMILL 2017 Training Course 5-Axis en - 2016Document274 paginiDelcam - PowerMILL 2017 Training Course 5-Axis en - 2016Вадим ФурсовÎncă nu există evaluări
- March-21, Manufacturing EnggDocument84 paginiMarch-21, Manufacturing EngghavelanauÎncă nu există evaluări
- Workshop Safety RulesDocument7 paginiWorkshop Safety RulesSiti Khadijah binti HasimÎncă nu există evaluări
- Bench Work: Course Outcome Summary Course InformationDocument4 paginiBench Work: Course Outcome Summary Course InformationKaren Mae Altarejos AlocÎncă nu există evaluări
- DFM Reverse EngineeringDocument89 paginiDFM Reverse Engineeringapi-491772270Încă nu există evaluări
- Catalog Ultrafsdfsdf TecDocument96 paginiCatalog Ultrafsdfsdf TecLenart JolanÎncă nu există evaluări
- Machine Shop TheoryDocument1 paginăMachine Shop TheoryDaryl MadejaÎncă nu există evaluări
- 10 - Chapter Foundemental of Flow FormingDocument50 pagini10 - Chapter Foundemental of Flow FormingAnonymous 9xvU1FÎncă nu există evaluări
- Yanfeng Gage Fixture Stardards Rev006Document85 paginiYanfeng Gage Fixture Stardards Rev006eazaÎncă nu există evaluări
- Lathe MachineDocument11 paginiLathe MachineFaisal KhanÎncă nu există evaluări
- Transmission and Transfer Gears (Power Shift Without Cab)Document49 paginiTransmission and Transfer Gears (Power Shift Without Cab)David MercadoÎncă nu există evaluări
- Tool and Die Industry Project ReportDocument18 paginiTool and Die Industry Project ReportMoazzam AliÎncă nu există evaluări