S-ar putea să vă placă și
- MANUAL DE CONSTRUCCIÓN Nociones Básicas para La Construcción de Una Vivienda Bajo El Sistema de Albañilería Confinada PDFDocument62 paginiMANUAL DE CONSTRUCCIÓN Nociones Básicas para La Construcción de Una Vivienda Bajo El Sistema de Albañilería Confinada PDFWilder Vargas100% (1)
- Programa de Fuerza - 1 PDFDocument1 paginăPrograma de Fuerza - 1 PDFJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Programa de Fuerza - 1Document1 paginăPrograma de Fuerza - 1José Antonio Quispealaya HernándezÎncă nu există evaluări
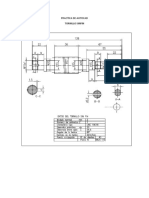
- Practica de Solidworks 1aDocument1 paginăPractica de Solidworks 1aJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Dibujo 3D - 001Document1 paginăDibujo 3D - 001José Antonio Quispealaya HernándezÎncă nu există evaluări
- Formatos ISO 1:50Document1 paginăFormatos ISO 1:50José Antonio Quispealaya HernándezÎncă nu există evaluări
- Plano Plataforma PDFDocument1 paginăPlano Plataforma PDFJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de AutocadDocument1 paginăPractica de AutocadJosé Antonio Quispealaya HernándezÎncă nu există evaluări
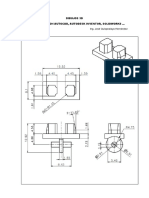
- Vista isométrica proyecto pieza ingenieroDocument1 paginăVista isométrica proyecto pieza ingenieroJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Vista 3d EstructuraDocument1 paginăVista 3d EstructuraJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Detalle de Viga - TechoDocument1 paginăDetalle de Viga - TechoJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de Autocad - 12!01!18Document2 paginiPractica de Autocad - 12!01!18José Antonio Quispealaya HernándezÎncă nu există evaluări
- Carcaza Autodesk InventorDocument1 paginăCarcaza Autodesk InventorJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Plano de ManliftDocument2 paginiPlano de ManliftJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Dibujo 3D - 002Document1 paginăDibujo 3D - 002José Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de Soliworks-Dibujo de BielaDocument1 paginăPractica de Soliworks-Dibujo de BielaJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Grupo de Procesos y Areas Del Conocimiento Pmbok 5ta EdicionDocument1 paginăGrupo de Procesos y Areas Del Conocimiento Pmbok 5ta EdicionJosé Antonio Quispealaya Hernández100% (1)
- Ejercicios Autocad 06Document1 paginăEjercicios Autocad 06José Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de Autocad-EjesDocument2 paginiPractica de Autocad-EjesJosé Antonio Quispealaya Hernández100% (1)
- Dibujo de EngranajeDocument2 paginiDibujo de EngranajeJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Dibujar 3D con AutoCAD, Inventor y SolidWorksDocument2 paginiDibujar 3D con AutoCAD, Inventor y SolidWorksJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Carta PsicrometricaDocument1 paginăCarta PsicrometricaJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Clasificacion de Los PoietilenosDocument2 paginiClasificacion de Los PoietilenosJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de Soliworks-Cigueñal MotocicletaDocument1 paginăPractica de Soliworks-Cigueñal MotocicletaJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Tipos de RoscasDocument3 paginiTipos de RoscasJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Dibujos 3D AtuocadDocument2 paginiDibujos 3D AtuocadJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Sistema de Arranque Motor AsincronoDocument1 paginăSistema de Arranque Motor AsincronoJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Dibujos 2D AtuocadDocument2 paginiDibujos 2D AtuocadJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Practica de Soliworks-Dibujo de BielaDocument1 paginăPractica de Soliworks-Dibujo de BielaJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Ejercicios Autocad 05Document1 paginăEjercicios Autocad 05José Antonio Quispealaya HernándezÎncă nu există evaluări
- Ensayos de suelos para estabilidad de taludesDocument7 paginiEnsayos de suelos para estabilidad de taludesVictor PeñaÎncă nu există evaluări
- Arcos EstaticaDocument15 paginiArcos EstaticaJona GzzÎncă nu există evaluări
- Analisis Sergio Plaza PDFDocument459 paginiAnalisis Sergio Plaza PDFbarbara0% (1)
- Problemas de MoliendaDocument5 paginiProblemas de MoliendaJossi Maggali Soriano PomayaÎncă nu există evaluări
- De C+Document5 paginiDe C+Rincon VictorÎncă nu există evaluări
- Trigonometria 1Document16 paginiTrigonometria 1zoniaplÎncă nu există evaluări
- Propuesta TecnicaDocument56 paginiPropuesta Tecnicafbfabiola5Încă nu există evaluări
- M4 - Matemática PDFDocument35 paginiM4 - Matemática PDFmarcelaÎncă nu există evaluări
- Guia #7 - Rotor ExcéntricoDocument5 paginiGuia #7 - Rotor Excéntricoleyder yesid jaimes guerreroÎncă nu există evaluări
- Mecánica de Fluidos Unidad 1Document7 paginiMecánica de Fluidos Unidad 1ChristianJavierÎncă nu există evaluări
- Teoria de ColasDocument9 paginiTeoria de ColasMichelle PugaÎncă nu există evaluări
- Metodos CausalesDocument27 paginiMetodos Causalesjose orlandoÎncă nu există evaluări
- Sol Trigo VirtualDocument75 paginiSol Trigo VirtualGuillermoÎncă nu există evaluări
- Foro 2Document7 paginiForo 2jose maria loango chamorroÎncă nu există evaluări
- Modelos MatematicosDocument14 paginiModelos MatematicosDiegoLanderos75% (12)
- Calculo - Máximos y MínimosDocument31 paginiCalculo - Máximos y MínimosEJoelMozoL50% (4)
- Construccion Bobinas RFDocument10 paginiConstruccion Bobinas RFLmGamÎncă nu există evaluări
- Temas 1er Grado Primaria MATEMATICADocument4 paginiTemas 1er Grado Primaria MATEMATICAAngie León RodriguezÎncă nu există evaluări
- Historia y concepciones de las matemáticasDocument4 paginiHistoria y concepciones de las matemáticasTatiana Mosquera MosqueraÎncă nu există evaluări
- 2 DoDocument152 pagini2 DoDario Alejandro Tancara Sossa0% (2)
- Actividad de Recuperacion de Calculo DiferencialDocument4 paginiActividad de Recuperacion de Calculo DiferencialLuis David Vdiez KruzÎncă nu există evaluări
- Capítulo 6 Nesse, Mineralogía Óptica (Traducción)Document20 paginiCapítulo 6 Nesse, Mineralogía Óptica (Traducción)Pepe HidalgoÎncă nu există evaluări
- Investigación de La Escena Del CrimenDocument12 paginiInvestigación de La Escena Del CrimenDania ToconasÎncă nu există evaluări
- Regla BayesDocument5 paginiRegla BayesJuan GonzálezÎncă nu există evaluări
- LEY CHARLES VOLUMEN TEMPERATURADocument6 paginiLEY CHARLES VOLUMEN TEMPERATURAOe Kryv50% (2)
- Neoclasica Peter DruckerDocument12 paginiNeoclasica Peter DruckerCesar Raul Quispe Loyola0% (1)
- Espacio Edwart Int2Document3 paginiEspacio Edwart Int2Maria rojas mÎncă nu există evaluări
- Tasas de Interés Nominal y EfectivoDocument18 paginiTasas de Interés Nominal y EfectivoJosé TorresÎncă nu există evaluări
- De Qué Sirven Los Modelos en Las Ciencias de La ComunicaciónDocument7 paginiDe Qué Sirven Los Modelos en Las Ciencias de La ComunicaciónnovaleeaÎncă nu există evaluări
- Informe Nro 02Document25 paginiInforme Nro 02Jhoel Ayala BendezuÎncă nu există evaluări