S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Astm A36 2019 PDFDocument3 paginiAstm A36 2019 PDFrahmath nawaz100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Astm C 76-00 PDFDocument11 paginiAstm C 76-00 PDFbladiÎncă nu există evaluări
- Approved Supplier ListDocument6 paginiApproved Supplier ListRohith KommuÎncă nu există evaluări
- M157Document6 paginiM157FRANZ RICHARD SARDINAS MALLCOÎncă nu există evaluări
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocument5 pagini12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgÎncă nu există evaluări
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFDocument5 pagini12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFjkhgvdj mnhsnjkhgÎncă nu există evaluări
- API 608 Floating Ball ValvesDocument2 paginiAPI 608 Floating Ball Valvesjkhgvdj mnhsnjkhgÎncă nu există evaluări
- API 608 Floating Ball ValvesDocument2 paginiAPI 608 Floating Ball Valvesjkhgvdj mnhsnjkhgÎncă nu există evaluări
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFDocument5 pagini12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFjkhgvdj mnhsnjkhgÎncă nu există evaluări
- Cantilever Retaining Wall Design PDFDocument2 paginiCantilever Retaining Wall Design PDFjkhgvdj mnhsnjkhgÎncă nu există evaluări
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocument5 pagini12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgÎncă nu există evaluări
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocument5 pagini12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgÎncă nu există evaluări
- Handling PigBasket GADocument1 paginăHandling PigBasket GAjkhgvdj mnhsnjkhgÎncă nu există evaluări
- En 12201Document33 paginiEn 12201jkhgvdj mnhsnjkhgÎncă nu există evaluări
- TT Iso 5211 Drilling Patterns ImperialDocument1 paginăTT Iso 5211 Drilling Patterns Imperialjkhgvdj mnhsnjkhgÎncă nu există evaluări
- ASTM Method D1945-96: Analysis of Natural GasDocument1 paginăASTM Method D1945-96: Analysis of Natural GasJosep JaamÎncă nu există evaluări
- LowVoltage Feb19thDocument6 paginiLowVoltage Feb19thShreyas EsheÎncă nu există evaluări
- Tip Sheet 9 Web Version DocumentDocument2 paginiTip Sheet 9 Web Version DocumentKarun NooneyÎncă nu există evaluări
- BZC 14Document1 paginăBZC 14jkhgvdj mnhsnjkhgÎncă nu există evaluări
- File 1361847746Document8 paginiFile 1361847746jkhgvdj mnhsnjkhgÎncă nu există evaluări
- Audit Checklist Master-HEMSA - June2010Document6 paginiAudit Checklist Master-HEMSA - June2010jkhgvdj mnhsnjkhgÎncă nu există evaluări
- Tolerancesspecifications & DimensionsDocument1 paginăTolerancesspecifications & DimensionswernhowÎncă nu există evaluări
- MSG 00018Document7 paginiMSG 00018jkhgvdj mnhsnjkhgÎncă nu există evaluări
- Lawctd 603Document5 paginiLawctd 603Nguyen Anh TuanÎncă nu există evaluări
- Carmagen 6 10Document3 paginiCarmagen 6 10ikhleifÎncă nu există evaluări
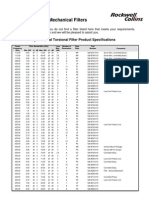
- Collins Torsional Mechanical Filters: Symmetrical Torsional Filter Product SpecificationsDocument2 paginiCollins Torsional Mechanical Filters: Symmetrical Torsional Filter Product SpecificationsGdfsndh GfdvhjzdÎncă nu există evaluări
- Datasheet 1mbhDocument5 paginiDatasheet 1mbhnguanjukÎncă nu există evaluări
- Semiconductor DevicesDocument524 paginiSemiconductor Devicesapuinwork100% (1)
- 0871Document1 pagină0871jkhgvdj mnhsnjkhgÎncă nu există evaluări
- 164200252Document92 pagini164200252jkhgvdj mnhsnjkhgÎncă nu există evaluări
- 05120Document4 pagini05120jkhgvdj mnhsnjkhgÎncă nu există evaluări
- Indian Standards For Natural Gas Pipeline SystemDocument5 paginiIndian Standards For Natural Gas Pipeline SystemNapidduÎncă nu există evaluări
- 570 Examination Sample ItemsDocument3 pagini570 Examination Sample ItemsMaria_Victoria_5742Încă nu există evaluări
- Material GradesDocument2 paginiMaterial Gradespankaj_pawar89Încă nu există evaluări
- Glacier Bay Shower Faucet PDFDocument34 paginiGlacier Bay Shower Faucet PDFyingwenÎncă nu există evaluări
- Kingspan Multi Multi Brochure Commercial Building Low en Us v2Document4 paginiKingspan Multi Multi Brochure Commercial Building Low en Us v2NoorudheenEVÎncă nu există evaluări
- Guide To Steel Pipes For Vessels - Wide Flange Beams ExcelDocument195 paginiGuide To Steel Pipes For Vessels - Wide Flange Beams ExcelAlmario SagunÎncă nu există evaluări
- Modulating Float ValvesDocument4 paginiModulating Float ValvesJayakrishnan RadhakrishnanÎncă nu există evaluări
- SKF Materials For Bearing Rings and Rolling ElementsDocument2 paginiSKF Materials For Bearing Rings and Rolling ElementsKamolwan WeerachatsakulÎncă nu există evaluări
- Alloy: C97300: Typical UsesDocument2 paginiAlloy: C97300: Typical UsesalextentwentyÎncă nu există evaluări
- Sensitization of AISI 304 and Reversing of Corrosion 2012Document13 paginiSensitization of AISI 304 and Reversing of Corrosion 2012Adnan SaadiÎncă nu există evaluări
- Your Guide To Shaker Furniture: 3 Classic ProjectsDocument25 paginiYour Guide To Shaker Furniture: 3 Classic Projectsjpl.guedes6842100% (1)
- Uni MechDocument2 paginiUni MechSAMPATHUÎncă nu există evaluări
- Emb MC 2021 12 - Metal IndustriesDocument4 paginiEmb MC 2021 12 - Metal IndustriesBROADFIELD ENGINEERINGÎncă nu există evaluări
- PPR Pipe SizingDocument1 paginăPPR Pipe SizingTAREQÎncă nu există evaluări
- Bunnings CatalogDocument21 paginiBunnings CatalogStratos Tsiavis100% (1)
- ASME B18.31.4M Threaded Rod MetricDocument4 paginiASME B18.31.4M Threaded Rod MetricJEff MÎncă nu există evaluări
- 419 TDS LataskimDocument3 pagini419 TDS LataskimTomtom YabayabÎncă nu există evaluări
- Question CE 415 RepairedDocument15 paginiQuestion CE 415 RepairedRabbani Rxg100% (1)
- Hardness Conversion Table - EN PDFDocument1 paginăHardness Conversion Table - EN PDFHesti WijayantiÎncă nu există evaluări
- 2.1 Ficha Técnica Aluminio CorrugadoDocument3 pagini2.1 Ficha Técnica Aluminio CorrugadogercubÎncă nu există evaluări
- Tandard: Figure 5.12-Flush-Type Cleanout Fittings (See Tables 5.9a, 5.9b, 5.10a, 5.10b, 5.11a, and 5.11b)Document2 paginiTandard: Figure 5.12-Flush-Type Cleanout Fittings (See Tables 5.9a, 5.9b, 5.10a, 5.10b, 5.11a, and 5.11b)dedenÎncă nu există evaluări
- Laporan - Mingguan - Repair Asphalt - M1Document10 paginiLaporan - Mingguan - Repair Asphalt - M1Adri Anggriawan100% (1)
- Rociadores - FT - GFS-100B - GL SeriesDocument2 paginiRociadores - FT - GFS-100B - GL SeriesJimmy FernándezÎncă nu există evaluări
- Bruchure Metal SolutionDocument10 paginiBruchure Metal Solutionanibal rey brito lopezÎncă nu există evaluări
- Mil I 24768 - Supplement 1Document3 paginiMil I 24768 - Supplement 1Russell ShacklefordÎncă nu există evaluări
- E-Bill PHED, Madhyapur1Document6 paginiE-Bill PHED, Madhyapur1Bhargov PeguÎncă nu există evaluări
- Cabcode PDFDocument3 paginiCabcode PDFSunil SinghÎncă nu există evaluări
- Main Villa GF Arc Window Schedule 02Document1 paginăMain Villa GF Arc Window Schedule 02MiteshSuneriyaÎncă nu există evaluări
- ALUMERO - Alloys EN AW 6060 AlMgSi0 - WebDocument1 paginăALUMERO - Alloys EN AW 6060 AlMgSi0 - WebemilasanovskiÎncă nu există evaluări