S-ar putea să vă placă și
- Torno CNC - Romi Comando MachDocument37 paginiTorno CNC - Romi Comando Machjosezumino100% (1)
- Ciclos de Torneamento CNC emDocument13 paginiCiclos de Torneamento CNC emAlessandro CaetanoÎncă nu există evaluări
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocument44 paginiProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroÎncă nu există evaluări
- Aula7 - Programação CNC - TorneamentoDocument28 paginiAula7 - Programação CNC - TorneamentoAdriano MenegonÎncă nu există evaluări
- Instruções G para Usinagem de SuperfíciesDocument14 paginiInstruções G para Usinagem de SuperfíciesPaulo RobertoÎncă nu există evaluări
- Aula sobre ciclos de torneamentoDocument50 paginiAula sobre ciclos de torneamentoEduardo ReisÎncă nu există evaluări
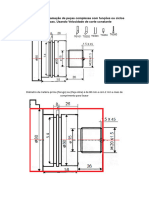
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocument3 paginiExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaÎncă nu există evaluări
- Programacao - 4 Eixos PDFDocument12 paginiProgramacao - 4 Eixos PDFDarli RodriguesÎncă nu există evaluări
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Document26 pagini03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisÎncă nu există evaluări
- GUIA DE PROGRAMAÇÃO CNC PARA TORNEAMENTO FANUC OI MATE-TCDocument87 paginiGUIA DE PROGRAMAÇÃO CNC PARA TORNEAMENTO FANUC OI MATE-TCzanon02Încă nu există evaluări
- Programação CNCDocument12 paginiProgramação CNCJunior GuedesÎncă nu există evaluări
- p2 FeiDocument4 paginip2 FeiGabriel MarianoÎncă nu există evaluări
- Programa - o Do Comando Mach 9Document15 paginiPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- FANUCDocument29 paginiFANUCJorgeKovacsÎncă nu există evaluări
- G66 Ciclo DesbasteDocument11 paginiG66 Ciclo DesbasteLuis OmenaÎncă nu există evaluări
- Exemplos de Programas em CNCDocument26 paginiExemplos de Programas em CNCDeon CruzÎncă nu există evaluări
- Exemplo de Programação CNC Mach9Document4 paginiExemplo de Programação CNC Mach9Pedro HenriqueÎncă nu există evaluări
- CNC: Funções preparatórias e auxiliaresDocument7 paginiCNC: Funções preparatórias e auxiliaresGPTS-UNINTER A gestão na dinâmica do 3 setorÎncă nu există evaluări
- Ciclos CNC para desbaste e acabamentoDocument47 paginiCiclos CNC para desbaste e acabamentoAmérico CostaÎncă nu există evaluări
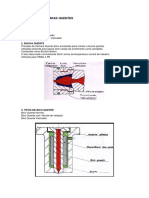
- Moldes MatrizesDocument5 paginiMoldes MatrizesMatheus ArrudaÎncă nu există evaluări
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocument5 paginiAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesÎncă nu există evaluări
- Manual Fanuc Series Oi TornoDocument50 paginiManual Fanuc Series Oi Tornodeisonlrf94% (17)
- Manual Gl3e16Document20 paginiManual Gl3e16Alcival FerreiraÎncă nu există evaluări
- Programação CNCDocument12 paginiProgramação CNCÍtalo CaetanoÎncă nu există evaluări
- Aula Remota 10 - Ciclos de Roscamento - TorneamentoDocument4 paginiAula Remota 10 - Ciclos de Roscamento - TorneamentoJunior GuedesÎncă nu există evaluări
- Apostila de Treinamento SIEMENSDocument36 paginiApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- 02 - Caderno de Exercicios MACH 9Document77 pagini02 - Caderno de Exercicios MACH 9Luiz NogueiraÎncă nu există evaluări
- Programação CNC Princípios BásicosDocument5 paginiProgramação CNC Princípios BásicosNicolly MartinsÎncă nu există evaluări
- Aula 3 - 4 Programação CNCDocument51 paginiAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaÎncă nu există evaluări
- EJERCICIO ROSCADODocument6 paginiEJERCICIO ROSCADOFelo OnofaÎncă nu există evaluări
- Desbaste peças com furaçãoDocument5 paginiDesbaste peças com furaçãoRafael MaronezÎncă nu există evaluări
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocument17 paginiTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- Manual Orion 3E GcodeDocument20 paginiManual Orion 3E GcodeAlcival FerreiraÎncă nu există evaluări
- 3 - Pro - Siemens 828 DDocument59 pagini3 - Pro - Siemens 828 DGuilherme MartendalÎncă nu există evaluări
- Máquinas Com CNC - Introdução À Tecnologia (2022)Document19 paginiMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoÎncă nu există evaluări
- Manual de Programação FANUC 0i-TDDocument82 paginiManual de Programação FANUC 0i-TDVal XPSÎncă nu există evaluări
- Pieza 1Document4 paginiPieza 1Ata RaxiaÎncă nu există evaluări
- Manual de Programação Ray FengDocument36 paginiManual de Programação Ray FengThiago SantosÎncă nu există evaluări
- Linguagem ISO para programação CNCDocument12 paginiLinguagem ISO para programação CNCRafael StangeÎncă nu există evaluări
- Funções de torneamento e roscamentoDocument96 paginiFunções de torneamento e roscamentoKleyphide Pereira da SilvaÎncă nu există evaluări
- Exercícios de Torno CNC Mach 9Document8 paginiExercícios de Torno CNC Mach 9Rogerio Medeiros da SilvaÎncă nu există evaluări
- Fanuc 18 - MC - 9972 - 7 - IACCDocument2 paginiFanuc 18 - MC - 9972 - 7 - IACCCicero MelloÎncă nu există evaluări
- Tecnologia de Controle Numérico Programação CNCDocument74 paginiTecnologia de Controle Numérico Programação CNCEnoque ReisÎncă nu există evaluări
- Programação CNC: estrutura, linguagens e sequênciaDocument17 paginiProgramação CNC: estrutura, linguagens e sequênciaRobertodeOLiveira100% (1)
- Torno Romi Mach 9 PDFDocument222 paginiTorno Romi Mach 9 PDFMilton Poma CabasÎncă nu există evaluări
- Fresamento CNC exercícios programaçãoDocument13 paginiFresamento CNC exercícios programaçãoAnonymous KuhiFcRKi100% (1)
- CNC - Bem ExplicadoDocument12 paginiCNC - Bem ExplicadoLilian Couto CoutoÎncă nu există evaluări
- Implementando Um Soft-starter No Stm32f103c8 Programado No ArduinoDe la EverandImplementando Um Soft-starter No Stm32f103c8 Programado No ArduinoÎncă nu există evaluări
- Lendo Um Encoder Para Controle De Velocidade De Motor Dc Com Base No Xc8 E Pic18f2520De la EverandLendo Um Encoder Para Controle De Velocidade De Motor Dc Com Base No Xc8 E Pic18f2520Încă nu există evaluări
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicDe la EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicÎncă nu există evaluări
- Soldagem 1Document139 paginiSoldagem 1csauraÎncă nu există evaluări
- Pratica OgwDocument9 paginiPratica OgwandrefragosotstÎncă nu există evaluări
- Desvios geométricos e tolerânciasDocument44 paginiDesvios geométricos e tolerânciasFelipe Roma100% (1)
- As 8 Grandes Perdas do Processo ContínuoDocument71 paginiAs 8 Grandes Perdas do Processo ContínuoGeison BarrosoÎncă nu există evaluări
- Book de Defeitos Causas e SoluçõesDocument8 paginiBook de Defeitos Causas e SoluçõesGeison BarrosoÎncă nu există evaluări
- UFRN DESENHO MECÂNICO CORTE E HACHURADocument38 paginiUFRN DESENHO MECÂNICO CORTE E HACHURAjohnrimesÎncă nu există evaluări
- Placa controladora CNC 5 eixosDocument11 paginiPlaca controladora CNC 5 eixosStanlei FernandaÎncă nu există evaluări
- Midimaster VektorDocument27 paginiMidimaster VektoreduÎncă nu există evaluări
- CATALOGO PEÇAScatalogodepeastormax35a 150321164518 Conversion Gate01Document26 paginiCATALOGO PEÇAScatalogodepeastormax35a 150321164518 Conversion Gate01Geison BarrosoÎncă nu există evaluări
- Motion Control USB Card ConfiguraçãoDocument33 paginiMotion Control USB Card ConfiguraçãoGeison Barroso100% (1)
- Catálogo Torno CNCDocument20 paginiCatálogo Torno CNCGeison BarrosoÎncă nu există evaluări
- Met Cer PolDocument18 paginiMet Cer PolRandy LeeÎncă nu există evaluări
- Catalogo Guias LinearesDocument148 paginiCatalogo Guias LinearescostelaeciaÎncă nu există evaluări
- ExercicioDocument1 paginăExercicioGeison BarrosoÎncă nu există evaluări
- Apostila de Instrumentação Industrial - Senai TubarãoDocument125 paginiApostila de Instrumentação Industrial - Senai TubarãoDaewdaewdaewdaew100% (2)
- Telecurso 2000 - Elementos de Maquinas - Volume 1 e 2Document414 paginiTelecurso 2000 - Elementos de Maquinas - Volume 1 e 2rodrigofgui75% (4)
- Sistemas de câmaras quentes para injeção de plásticosDocument12 paginiSistemas de câmaras quentes para injeção de plásticosGeison BarrosoÎncă nu există evaluări
- Apostila de Pneumatica PDFDocument134 paginiApostila de Pneumatica PDFMN NTÎncă nu există evaluări
- Calculo Tecnico Aula5Document6 paginiCalculo Tecnico Aula5Profissional SENAIÎncă nu există evaluări
- Servomotor PDFDocument11 paginiServomotor PDFGeison BarrosoÎncă nu există evaluări
- Metrologia EletronicaDocument24 paginiMetrologia EletronicaGeison BarrosoÎncă nu există evaluări
- Centro de Formação Profissional Pedro Martins Guerra - Eletrônica GeralDocument63 paginiCentro de Formação Profissional Pedro Martins Guerra - Eletrônica GeralWil WiltmarÎncă nu există evaluări
- Formação de Auditores Internos do SGQDocument43 paginiFormação de Auditores Internos do SGQGeison BarrosoÎncă nu există evaluări
- IndiceA15 - Manuseio Dos RolamentosDocument8 paginiIndiceA15 - Manuseio Dos Rolamentosantonio_negraoÎncă nu există evaluări
- Tecnologia dos Materiais: Propriedades e AplicaçõesDocument118 paginiTecnologia dos Materiais: Propriedades e AplicaçõesAnderson SantosÎncă nu există evaluări
- Tratamento TérmicoDocument14 paginiTratamento TérmicoGeison BarrosoÎncă nu există evaluări
- Tecnologia Dos Materiais - Complementar PDFDocument97 paginiTecnologia Dos Materiais - Complementar PDFdiego_lcsouzaÎncă nu există evaluări
- Tratamentos Térmicos de AçosDocument51 paginiTratamentos Térmicos de AçosCleberFernandoÎncă nu există evaluări
- Curso Técnico em Mecânica Módulo I Controle DimensionalDocument170 paginiCurso Técnico em Mecânica Módulo I Controle DimensionalGeison BarrosoÎncă nu există evaluări
- 3 Parte Apostila CAD BASICO 2008Document63 pagini3 Parte Apostila CAD BASICO 2008Geison BarrosoÎncă nu există evaluări
- Terapia Cognitivo-ComportamentalDocument9 paginiTerapia Cognitivo-ComportamentalfelipemagalhaeslemosÎncă nu există evaluări
- Velocidade de queda de objetos lançados verticalmente para baixoDocument3 paginiVelocidade de queda de objetos lançados verticalmente para baixoKaka UPÎncă nu există evaluări
- Avaliação Parcial 4º PeriodoDocument12 paginiAvaliação Parcial 4º Periodosandra100% (1)
- Transferência de Calor em Sistemas TérmicosDocument25 paginiTransferência de Calor em Sistemas TérmicosAuro MarcolanÎncă nu există evaluări
- Termodinâmica - Lista de Problemas com Cálculos de Densidade, Temperatura, Volume e MassaDocument2 paginiTermodinâmica - Lista de Problemas com Cálculos de Densidade, Temperatura, Volume e MassaLucas SousaÎncă nu există evaluări
- CHARAUDEAUDocument16 paginiCHARAUDEAUAline de JesusÎncă nu există evaluări
- RadiciaçãoDocument4 paginiRadiciaçãomary5stela5camillatoÎncă nu există evaluări
- Avaliação de Vibração, Iluminância e Mapa de RiscosDocument2 paginiAvaliação de Vibração, Iluminância e Mapa de RiscosMotohaole ,67% (3)
- Ficha de Reforço - Geometria Analitica - PlanoDocument6 paginiFicha de Reforço - Geometria Analitica - PlanoQuiduxaÎncă nu există evaluări
- Semântica Da LibrasDocument15 paginiSemântica Da Librasnosgmb2100% (1)
- Dimensionamento de placa de orifício para medição de vazão de águaDocument7 paginiDimensionamento de placa de orifício para medição de vazão de águaFelipe Matheus0% (1)
- PUC-MG: Probabilidade, Estatística e Testes de HipótesesDocument4 paginiPUC-MG: Probabilidade, Estatística e Testes de Hipótesesromeiroli33% (3)
- Notação científica e raízesDocument5 paginiNotação científica e raízesNelsonÎncă nu există evaluări
- Perspectiva Isométrica do CírculoDocument43 paginiPerspectiva Isométrica do CírculoLuiz Claudio VenturaÎncă nu există evaluări
- AQAL Teoria Integral - Ken WilberDocument25 paginiAQAL Teoria Integral - Ken WilberVânia MedeirosÎncă nu există evaluări
- L1-Relações e Operações InternasDocument2 paginiL1-Relações e Operações InternasGilson Ricardo SilvaÎncă nu există evaluări
- DinâmicaDocument54 paginiDinâmicaLuanaÎncă nu există evaluări
- Proporcionalidade na Câmara EscuraDocument11 paginiProporcionalidade na Câmara EscuraPedro P. Santos FerreiraÎncă nu există evaluări
- A Classificação Dos Arquivos Pessoais e FamiliaresDocument18 paginiA Classificação Dos Arquivos Pessoais e FamiliaresGustavo TanusÎncă nu există evaluări
- Jogo do NIM - estratégias para vencerDocument9 paginiJogo do NIM - estratégias para vencerjeanne_passosÎncă nu există evaluări
- Engrenagem TCCDocument8 paginiEngrenagem TCCvictoooaraujoÎncă nu există evaluări
- Lista de MU e MUVDocument4 paginiLista de MU e MUVLuh caetanoÎncă nu există evaluări
- 4752-Texto Do Artigo-14859-1-10-20170401Document16 pagini4752-Texto Do Artigo-14859-1-10-20170401Leonel CavalcantiÎncă nu există evaluări
- Unidade1 Metodologia CientíficaDocument48 paginiUnidade1 Metodologia CientíficaLivio Sousa100% (1)
- NBR 12655/06: Requisitos para preparo, controle e recebimento de concretoDocument4 paginiNBR 12655/06: Requisitos para preparo, controle e recebimento de concretoRicardo BrandãoÎncă nu există evaluări
- Teorema de Pitágoras e suas aplicações no cotidianoDocument4 paginiTeorema de Pitágoras e suas aplicações no cotidianoIsabela BelchiolÎncă nu există evaluări
- Prism ADocument59 paginiPrism AffbenicioÎncă nu există evaluări
- Marie-Louise Von Franz - Adivinha o e Sincronicidade - Psicologia Da Probabilidade Significativa PDFDocument146 paginiMarie-Louise Von Franz - Adivinha o e Sincronicidade - Psicologia Da Probabilidade Significativa PDFLucyana Rosa100% (11)
- Funções No Excel para Entrevista de Emprego - Ninja Do ExcelDocument29 paginiFunções No Excel para Entrevista de Emprego - Ninja Do ExcelAndré SenaÎncă nu există evaluări
- Introdução à Programação FuncionalDocument180 paginiIntrodução à Programação FuncionalManuel Rodrigues MonameoÎncă nu există evaluări