S-ar putea să vă placă și
- Donnelly Chute BrochureDocument8 paginiDonnelly Chute BrochureTung Bui ThanhÎncă nu există evaluări
- GFCP P&F 1.4.2 Submittal CH 02 - Flanges & Stub EndsDocument12 paginiGFCP P&F 1.4.2 Submittal CH 02 - Flanges & Stub EndsJose BustosÎncă nu există evaluări
- Comparision Between Longitudinal Circular StockpileDocument2 paginiComparision Between Longitudinal Circular Stockpileayaskant751001Încă nu există evaluări
- Selection of Bucket Elevator Style and Design Based On Conveyed Material Chapter Lead: Jeff GerhartDocument7 paginiSelection of Bucket Elevator Style and Design Based On Conveyed Material Chapter Lead: Jeff GerhartEduardo D. MenteÎncă nu există evaluări
- Minutes Bucket Elevator Teleconference October 5 2012Document4 paginiMinutes Bucket Elevator Teleconference October 5 2012MohsenÎncă nu există evaluări
- Chapt 06 PDFDocument3 paginiChapt 06 PDFindocodeÎncă nu există evaluări
- Symetro Gear UnitDocument8 paginiSymetro Gear UnitYaser AsmaniÎncă nu există evaluări
- Mollier Hs Diagram Full Scale A3 FreeDocument1 paginăMollier Hs Diagram Full Scale A3 FreeResa WaskitaÎncă nu există evaluări
- 2007 Dias, Efficient Cooling of Fermentation Vats in Ethanol Production - Part 1Document8 pagini2007 Dias, Efficient Cooling of Fermentation Vats in Ethanol Production - Part 1roger_shÎncă nu există evaluări
- Sulzer TB Seal: Installation, Operation and Maintenance InstructionsDocument6 paginiSulzer TB Seal: Installation, Operation and Maintenance InstructionsHazem HasanÎncă nu există evaluări
- Cane ShredderDocument5 paginiCane Shredderamarnath jagirdarÎncă nu există evaluări
- FEECO Handbook Section4Document62 paginiFEECO Handbook Section4hashem62100% (2)
- Martin Sprocket CalculationDocument3 paginiMartin Sprocket CalculationKiran Kumar K T100% (1)
- Gardner Denver Nash CL Serien BroschyrDocument8 paginiGardner Denver Nash CL Serien BroschyrjorgekichiÎncă nu există evaluări
- Mill HousingDocument10 paginiMill HousingOmar Ahmed Elkhalil100% (1)
- Inquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteDocument5 paginiInquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteCik MinnÎncă nu există evaluări
- Java Method Mill SettingsDocument1 paginăJava Method Mill SettingsZahid MirzaÎncă nu există evaluări
- NUTDocument1 paginăNUTAnonymous 8CHsfYRÎncă nu există evaluări
- Movitec B (50Hz) PDFDocument62 paginiMovitec B (50Hz) PDFTurbo Snail RÎncă nu există evaluări
- Analysis of LimeDocument5 paginiAnalysis of LimeToni VilayÎncă nu există evaluări
- Moor 1994 Cane ShreddingDocument4 paginiMoor 1994 Cane Shreddingamarnath jagirdar100% (1)
- Steam Trap TesterDocument4 paginiSteam Trap TesterISMAEL RAMIREZÎncă nu există evaluări
- EC 2017 Bulk Conveyor Safety Committee Agenda SetDocument51 paginiEC 2017 Bulk Conveyor Safety Committee Agenda Setmbakhshi2Încă nu există evaluări
- 1964 - Van Hengel - Suggestions For The SettingsDocument4 pagini1964 - Van Hengel - Suggestions For The SettingsCecilio Valderrama100% (1)
- Bucket ConveyorsDocument9 paginiBucket ConveyorsAirom Lee PenuliarÎncă nu există evaluări
- 1986 Anand A Self-Setting Mill - A Simple But Cost Effective InnovationDocument9 pagini1986 Anand A Self-Setting Mill - A Simple But Cost Effective Innovationamarnath jagirdarÎncă nu există evaluări
- Vacuum System ParametersDocument7 paginiVacuum System ParametersOmar Ahmed ElkhalilÎncă nu există evaluări
- Catalogo de Bombas de Caudal VariableDocument29 paginiCatalogo de Bombas de Caudal VariableRaul Rivera100% (1)
- SCC Screw Lift 289B LDocument12 paginiSCC Screw Lift 289B LJuan Carlos RÎncă nu există evaluări
- M.tech. Sugar TechnologyDocument25 paginiM.tech. Sugar TechnologyrrameshsmitÎncă nu există evaluări
- Ribbon BlenderDocument2 paginiRibbon Blenderkinley dorjeeÎncă nu există evaluări
- Properties and Operating Experience With Bagasse As A Boiler FuelDocument6 paginiProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarÎncă nu există evaluări
- Pulp and PaperDocument8 paginiPulp and PaperDevanshGoenkaÎncă nu există evaluări
- Gauge Accessories - Syphons TypeDocument2 paginiGauge Accessories - Syphons Typecasio662Încă nu există evaluări
- Powder Cooler - BrochureDocument4 paginiPowder Cooler - BrochureAnonymous Cxriyx9HIX100% (1)
- Impeller Design For Mixing of SuspensionsDocument16 paginiImpeller Design For Mixing of SuspensionsFaycel OuerdienÎncă nu există evaluări
- Gear Coupling SelectionDocument3 paginiGear Coupling SelectionPriyam NandwanaÎncă nu există evaluări
- BIWDocument62 paginiBIWingpochoÎncă nu există evaluări
- Vessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailDocument1 paginăVessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailTan Chee MingÎncă nu există evaluări
- Falling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFDocument5 paginiFalling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFFajar KurniawanÎncă nu există evaluări
- Optimisation of Fibriser Hub ProfileDocument4 paginiOptimisation of Fibriser Hub Profileamarnath jagirdarÎncă nu există evaluări
- SKF BRGDocument316 paginiSKF BRGMaheshÎncă nu există evaluări
- (1918) Louden Hay Unloading Tools (Catalogue)Document52 pagini(1918) Louden Hay Unloading Tools (Catalogue)Herbert Hillary Booker 2nd100% (1)
- Renold Conveyor Section4 0508Document41 paginiRenold Conveyor Section4 0508deep200Încă nu există evaluări
- Altronic Iii: Ignition System For Industrial EnginesDocument4 paginiAltronic Iii: Ignition System For Industrial EnginesClever NegreteÎncă nu există evaluări
- Design Calculations of Pitch Blade TurbineDocument6 paginiDesign Calculations of Pitch Blade TurbineAyaz_HasanjiÎncă nu există evaluări
- AGMA Fatores de ServiçoDocument4 paginiAGMA Fatores de Serviçochu42Încă nu există evaluări
- Centrifuge Design For Raw SugarDocument6 paginiCentrifuge Design For Raw SugarAira DiolataÎncă nu există evaluări
- A Technical Reference Manual For Plate Heat Exchangers in Refrigeration & Air Conditioning ApplicationsDocument176 paginiA Technical Reference Manual For Plate Heat Exchangers in Refrigeration & Air Conditioning Applicationsmdalt9180Încă nu există evaluări
- Linear Screen SizingDocument4 paginiLinear Screen SizingHARIPRASADÎncă nu există evaluări
- Rovalve PDFDocument4 paginiRovalve PDFWilliam ValenciaÎncă nu există evaluări
- Gear Reference PDFDocument15 paginiGear Reference PDFXuan Phuong HuynhÎncă nu există evaluări
- M&E SPC 4 PS-RDocument12 paginiM&E SPC 4 PS-Ramirul8686Încă nu există evaluări
- Innomag TBmag Sales GuideDocument65 paginiInnomag TBmag Sales Guideganesan 0011Încă nu există evaluări
- Bombas Gorman RuppDocument12 paginiBombas Gorman RuppRafael Hernández RcrewÎncă nu există evaluări
- XL2000 Technical SpecificationDocument3 paginiXL2000 Technical SpecificationLeonardo SilvaÎncă nu există evaluări
- Ariel JGK and JGT CompressorsDocument5 paginiAriel JGK and JGT CompressorsPablo GutierrezÎncă nu există evaluări
- KSB Centrifugal PumpsDocument12 paginiKSB Centrifugal Pumpswoodywheel100% (1)
- Basic Engine: Systems OperationDocument3 paginiBasic Engine: Systems OperationTri WahyuningsihÎncă nu există evaluări
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- CableDocument1 paginăCableuksrajÎncă nu există evaluări
- 3Document1 pagină3uksrajÎncă nu există evaluări
- CableDocument1 paginăCableuksrajÎncă nu există evaluări
- Detailed SoP - Birsa Sinchai Koop SanvardhanDocument62 paginiDetailed SoP - Birsa Sinchai Koop Sanvardhanuksraj0% (1)
- Control CableDocument1 paginăControl CableuksrajÎncă nu există evaluări
- CH 11Document5 paginiCH 11anil.gelra5140Încă nu există evaluări
- Drip Irrigation Pipe: Profile No.: 33 NIC Code: 24311Document8 paginiDrip Irrigation Pipe: Profile No.: 33 NIC Code: 24311uksrajÎncă nu există evaluări
- ASCI - Agriculture Skill Council of India QPDocument6 paginiASCI - Agriculture Skill Council of India QPuksrajÎncă nu există evaluări
- Control CableDocument1 paginăControl CableuksrajÎncă nu există evaluări
- 2018the World This YearDocument16 pagini2018the World This YearuksrajÎncă nu există evaluări
- Advance Tax CalculatorDocument5 paginiAdvance Tax CalculatoruksrajÎncă nu există evaluări
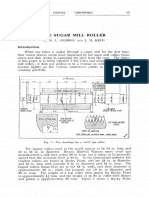
- The Sugar Mill Roller: BV R. I,. Geokge MDocument9 paginiThe Sugar Mill Roller: BV R. I,. Geokge MuksrajÎncă nu există evaluări
- Solved 2017 SSC CGL 17 Aug Shift-1 Paper With SolutionsDocument40 paginiSolved 2017 SSC CGL 17 Aug Shift-1 Paper With SolutionsuksrajÎncă nu există evaluări
- MUDRA - Loan ApplicationDocument5 paginiMUDRA - Loan ApplicationuksrajÎncă nu există evaluări
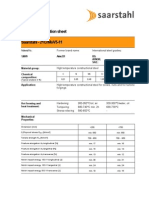
- 1.2311 40crmnnimo8-6-4 MCM: Chemical CompositionDocument3 pagini1.2311 40crmnnimo8-6-4 MCM: Chemical CompositionuksrajÎncă nu există evaluări
- 5001 Yarn OpenerDocument19 pagini5001 Yarn OpeneruksrajÎncă nu există evaluări
- 5201 Designer SketcherDocument20 pagini5201 Designer SketcheruksrajÎncă nu există evaluări
- Busan To Kolkata: Vessel Name VOY Doc C/Time Cgo C/TimeDocument1 paginăBusan To Kolkata: Vessel Name VOY Doc C/Time Cgo C/TimeuksrajÎncă nu există evaluări
- Burner Block SuppDocument1 paginăBurner Block SuppuksrajÎncă nu există evaluări
- Forging Members DirectoryDocument11 paginiForging Members Directoryuksraj33% (3)
- Item Mat GRP Quantity Unit Last PO / Rate Vendor Consumption (Last 6 Months) Current StockDocument6 paginiItem Mat GRP Quantity Unit Last PO / Rate Vendor Consumption (Last 6 Months) Current StockuksrajÎncă nu există evaluări
- 21 CR Mo V511Document1 pagină21 CR Mo V511uksrajÎncă nu există evaluări
- 1.2311 40crmnnimo8-6-4 MCM: Chemical CompositionDocument3 pagini1.2311 40crmnnimo8-6-4 MCM: Chemical CompositionuksrajÎncă nu există evaluări
- Convergence & Common NormsDocument12 paginiConvergence & Common NormsuksrajÎncă nu există evaluări
- AtoZ Alloys Pvt. LTDDocument1 paginăAtoZ Alloys Pvt. LTDuksrajÎncă nu există evaluări
- Confined SpaceDocument17 paginiConfined SpaceuksrajÎncă nu există evaluări
- Air Calculation TheroreticalDocument6 paginiAir Calculation TheroreticaluksrajÎncă nu există evaluări
- Welcome To India in BusinessDocument6 paginiWelcome To India in BusinessuksrajÎncă nu există evaluări
- A2FO710 CatalogueDocument28 paginiA2FO710 CatalogueuksrajÎncă nu există evaluări
- Data Network Unit 6 - UCDocument15 paginiData Network Unit 6 - UCANISHA DONDEÎncă nu există evaluări
- IQAc 04-05Document10 paginiIQAc 04-05ymcacollegewebsiteÎncă nu există evaluări
- Low Speed Aerators PDFDocument13 paginiLow Speed Aerators PDFDgk RajuÎncă nu există evaluări
- Principles of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions ManualDocument36 paginiPrinciples of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions Manualoutlying.pedantry.85yc100% (28)
- Lesson 1: Composition: Parts of An EggDocument22 paginiLesson 1: Composition: Parts of An Eggjohn michael pagalaÎncă nu există evaluări
- Computer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Document19 paginiComputer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Carl John GomezÎncă nu există evaluări
- Introduction To Password Cracking Part 1Document8 paginiIntroduction To Password Cracking Part 1Tibyan MuhammedÎncă nu există evaluări
- Sanskrit Subhashit CollectionDocument110 paginiSanskrit Subhashit Collectionavinash312590% (72)
- Play ClawDocument2 paginiPlay ClawFrenda SeivelunÎncă nu există evaluări
- Sales Forecast Template DownloadDocument9 paginiSales Forecast Template DownloadAshokÎncă nu există evaluări
- Stonehell Dungeon 1 Down Night Haunted Halls (LL)Document138 paginiStonehell Dungeon 1 Down Night Haunted Halls (LL)some dude100% (9)
- DAA UNIT 1 - FinalDocument38 paginiDAA UNIT 1 - FinalkarthickamsecÎncă nu există evaluări
- Guided-Discovery Learning Strategy and Senior School Students Performance in Mathematics in Ejigbo, NigeriaDocument9 paginiGuided-Discovery Learning Strategy and Senior School Students Performance in Mathematics in Ejigbo, NigeriaAlexander DeckerÎncă nu există evaluări
- CRISTIAN COLCERIU - PERSONALITATI CLUJENE Prof - Dr.ing - POMPILIU MANEADocument21 paginiCRISTIAN COLCERIU - PERSONALITATI CLUJENE Prof - Dr.ing - POMPILIU MANEAcristian colceriu100% (2)
- Spare Part PhilosophyDocument27 paginiSpare Part Philosophyavaisharma50% (2)
- Positive Psychology in The WorkplaceDocument12 paginiPositive Psychology in The Workplacemlenita264Încă nu există evaluări
- ET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsDocument5 paginiET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsMichael LeungÎncă nu există evaluări
- Backwards Design - Jessica W Maddison CDocument20 paginiBackwards Design - Jessica W Maddison Capi-451306299100% (1)
- Outline Calculus3Document20 paginiOutline Calculus3Joel CurtisÎncă nu există evaluări
- Pedagogy MCQS 03Document54 paginiPedagogy MCQS 03Nawab Ali MalikÎncă nu există evaluări
- Amritsar Police StationDocument5 paginiAmritsar Police StationRashmi KbÎncă nu există evaluări
- Bench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)Document5 paginiBench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)varadjoshi41Încă nu există evaluări
- Mathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XDocument32 paginiMathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XHarish HandÎncă nu există evaluări
- Jpedal ManualDocument20 paginiJpedal ManualDamián DávilaÎncă nu există evaluări
- Bgrim 1q2022Document56 paginiBgrim 1q2022Dianne SabadoÎncă nu există evaluări
- Benefits and Limitations of BEPDocument2 paginiBenefits and Limitations of BEPAnishaAppuÎncă nu există evaluări
- EQ JOURNAL 2 - AsioDocument3 paginiEQ JOURNAL 2 - AsioemanÎncă nu există evaluări
- SAFE RC Design ForDocument425 paginiSAFE RC Design ForMarlon Braggian Burgos FloresÎncă nu există evaluări
- 1.co - Deb4113 - Industrial ManagementDocument10 pagini1.co - Deb4113 - Industrial ManagementrohaizadÎncă nu există evaluări
- Stucor Qp-Ec8095Document16 paginiStucor Qp-Ec8095JohnsondassÎncă nu există evaluări