S-ar putea să vă placă și
- Specification LPG ServicesDocument12 paginiSpecification LPG ServicesDak SerikÎncă nu există evaluări
- LPG Design Guiudliines DubaiDocument15 paginiLPG Design Guiudliines Dubairiyas100% (3)
- LPG Installation TipsDocument3 paginiLPG Installation TipsShyBokx100% (1)
- LPG Piping SizeDocument13 paginiLPG Piping SizeSopi LabuÎncă nu există evaluări
- Layout Plans For Installation of LPG Autogas StationsDocument15 paginiLayout Plans For Installation of LPG Autogas StationsEjaz Ahmed RanaÎncă nu există evaluări
- Technical Specifications - Gas Pipeline WorkDocument18 paginiTechnical Specifications - Gas Pipeline WorkdheerajdorlikarÎncă nu există evaluări
- Full Thesis PDFDocument109 paginiFull Thesis PDFTanjib Rahman NiloyÎncă nu există evaluări
- LPG Pipe SystemDocument10 paginiLPG Pipe SystemHansika RajapakshaÎncă nu există evaluări
- LPG cylinder manifold system components and accessoriesDocument12 paginiLPG cylinder manifold system components and accessoriesShaaban Noaman100% (1)
- LPG Pipe Sizing ChartDocument1 paginăLPG Pipe Sizing ChartJohnt1260% (5)
- Central Gas Consumption Calculation (SNG / NG) : Company LogoDocument4 paginiCentral Gas Consumption Calculation (SNG / NG) : Company Logoshameelpt66Încă nu există evaluări
- Mobile LPG Cylinder Filling PlantsDocument13 paginiMobile LPG Cylinder Filling PlantsASKOKOÎncă nu există evaluări
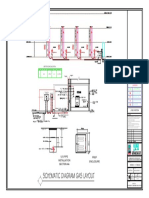
- LPG 106 Schematic Diagram Gas Layout PDFDocument1 paginăLPG 106 Schematic Diagram Gas Layout PDFkhawaldeh jamal100% (1)
- LPG Tank SizingDocument1 paginăLPG Tank Sizinganas shehabiÎncă nu există evaluări
- Water Spray System PresentationDocument15 paginiWater Spray System PresentationBasil Oguaka100% (1)
- Disinfect PipelinesDocument11 paginiDisinfect PipelinesgunsakÎncă nu există evaluări
- Equipment ListDocument8 paginiEquipment ListLakshman RaoÎncă nu există evaluări
- LPG Pipe SizingDocument2 paginiLPG Pipe Sizingimtiyaz94Încă nu există evaluări
- Flammable Liquid Storage Codes & Registration RulesDocument3 paginiFlammable Liquid Storage Codes & Registration RulesYodit TesfayÎncă nu există evaluări
- Designing a 2 Ton Fire Tube BoilerDocument7 paginiDesigning a 2 Ton Fire Tube BoilerMohit JagtapÎncă nu există evaluări
- Gas Pipeline HydraulicsDocument64 paginiGas Pipeline HydraulicsDonald Oseghale OkohÎncă nu există evaluări
- Gas Installation PDFDocument31 paginiGas Installation PDFNelson VargasÎncă nu există evaluări
- Specification-for-S-714v2020-09 Diesel Generator PackageDocument76 paginiSpecification-for-S-714v2020-09 Diesel Generator PackageSerge RINAUDOÎncă nu există evaluări
- 5000m3 LPG Tank FarmDocument2 pagini5000m3 LPG Tank FarmLpgTankFarmÎncă nu există evaluări
- LPG Project 3Document13 paginiLPG Project 3Jehirul IslamÎncă nu există evaluări
- Statutory LPG standardsDocument4 paginiStatutory LPG standardsalwacsÎncă nu există evaluări
- Boiler Design Sterilization Humidification: What Are The Basic Steps in Boiler DesignDocument5 paginiBoiler Design Sterilization Humidification: What Are The Basic Steps in Boiler Designryan suhanditaÎncă nu există evaluări
- LPG Calculations for 3 RestaurantsDocument3 paginiLPG Calculations for 3 RestaurantsKrishna PATELÎncă nu există evaluări
- A Project Work: Study of Carbon Emission in Transportation ProblemDocument37 paginiA Project Work: Study of Carbon Emission in Transportation ProblemGaurav BajpaiÎncă nu există evaluări
- Performance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangDocument1 paginăPerformance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangKanthan Devan100% (2)
- LPG Storage TankDocument5 paginiLPG Storage TankDimas PratamaÎncă nu există evaluări
- Technical Specification - Fire and JockeyDocument2 paginiTechnical Specification - Fire and JockeyKenneth CastroÎncă nu există evaluări
- Fuel Oil Handling System Design Optimization for Thermal Power PlantsDocument3 paginiFuel Oil Handling System Design Optimization for Thermal Power PlantsPaulrajÎncă nu există evaluări
- Insulation Thickness Calculation for PipesDocument5 paginiInsulation Thickness Calculation for PipesVasanth Kumar100% (1)
- Gas Pipe SizingDocument17 paginiGas Pipe Sizingcentaury2013100% (2)
- GBS and LNG Tank Design for Adriatic LNG TerminalDocument29 paginiGBS and LNG Tank Design for Adriatic LNG TerminalthawdarÎncă nu există evaluări
- Auto LPG Dispensing Station SpecificationDocument5 paginiAuto LPG Dispensing Station SpecificationShyBokxÎncă nu există evaluări
- Info Gas StationsDocument70 paginiInfo Gas StationsGuillermo CorderoÎncă nu există evaluări
- Power Plant DesignDocument17 paginiPower Plant DesignSherwin AdolfoÎncă nu există evaluări
- LPG SpecificationDocument4 paginiLPG SpecificationAdeniyi Alese50% (2)
- PDIL LPG Bullet PDFDocument1.033 paginiPDIL LPG Bullet PDFNilesh Pathare100% (3)
- LPGDocument67 paginiLPGraritylim100% (3)
- En HeatTracingSpecification ES H57428Document15 paginiEn HeatTracingSpecification ES H57428Richard GriffithÎncă nu există evaluări
- LNG Terminal Dump Line Simulation of Precooling BOGDocument10 paginiLNG Terminal Dump Line Simulation of Precooling BOGihllhmÎncă nu există evaluări
- Heat Loss From An Insulated Pipe CalculationsDocument2 paginiHeat Loss From An Insulated Pipe CalculationsalvinchuanÎncă nu există evaluări
- Energy Consumption of Tanks & VatsDocument12 paginiEnergy Consumption of Tanks & Vatsamechmar5935Încă nu există evaluări
- LPG Gas Cylinder DesignDocument1 paginăLPG Gas Cylinder DesignRavi AgarwalÎncă nu există evaluări
- Sichuan Air SeparationDocument25 paginiSichuan Air SeparationFarshad Asgari0% (1)
- Fire Fighting System PDFDocument34 paginiFire Fighting System PDFTabah Godha WÎncă nu există evaluări
- Day 04 Maintenance of LPG SystemDocument11 paginiDay 04 Maintenance of LPG Systemkmas1612Încă nu există evaluări
- Lus-Cpall-Maq-Spe-Ut-00006 - Gas Distribution System Design Guidelines For Pressure Reducing Station (Primary Customer Meter) - Rev. 04Document20 paginiLus-Cpall-Maq-Spe-Ut-00006 - Gas Distribution System Design Guidelines For Pressure Reducing Station (Primary Customer Meter) - Rev. 04RamiAl-fuqahaÎncă nu există evaluări
- Vol 4 SNG and LPG Systems OverviewDocument57 paginiVol 4 SNG and LPG Systems OverviewHenry Suarez100% (3)
- Canute - Fire Sprinkler Hydraulic CalculationsDocument3 paginiCanute - Fire Sprinkler Hydraulic CalculationsEdgardo EscobarÎncă nu există evaluări
- CP41 British LPG StandardDocument86 paginiCP41 British LPG Standardavd28Încă nu există evaluări
- Pabco Aluminium CladdingDocument1 paginăPabco Aluminium CladdingJj OredinaÎncă nu există evaluări
- Airport Pipe Underdrain SpecificationsDocument8 paginiAirport Pipe Underdrain SpecificationsDevrim GürselÎncă nu există evaluări
- GS 115Document7 paginiGS 115patriciosantanaÎncă nu există evaluări
- GRP Duct Material For Irrigation Works-ADM SpecificationDocument5 paginiGRP Duct Material For Irrigation Works-ADM Specificationbuddy1971Încă nu există evaluări
- Electrical Metallic Tubing (EMT)Document36 paginiElectrical Metallic Tubing (EMT)Jama CasayÎncă nu există evaluări
- Conductive FRP Piping Systems Field Installation and Testing Procedures Detailed Instructions - Conductivity Measurements Updated Nov-18-2013Document6 paginiConductive FRP Piping Systems Field Installation and Testing Procedures Detailed Instructions - Conductivity Measurements Updated Nov-18-2013monik_atabaresÎncă nu există evaluări
- Commerical Healthcare FacilitiesDocument4 paginiCommerical Healthcare FacilitiesAtef MohamedenÎncă nu există evaluări
- Pumping Station Design GuidelinesDocument47 paginiPumping Station Design Guidelinesrotciv132709Încă nu există evaluări
- Base de Datos PDFDocument31 paginiBase de Datos PDFstalin vÎncă nu există evaluări
- Culligan Side Mount (CSM) Heavy Duty Commercial FilterDocument17 paginiCulligan Side Mount (CSM) Heavy Duty Commercial FilterAtef MohamedenÎncă nu există evaluări
- Engineer Manual 1110-2-3105 Changes 1 and 2 Pumping Stations GuideDocument171 paginiEngineer Manual 1110-2-3105 Changes 1 and 2 Pumping Stations GuideMuhammad Irfan AwanÎncă nu există evaluări
- Commerical Healthcare FacilitiesDocument4 paginiCommerical Healthcare FacilitiesAtef MohamedenÎncă nu există evaluări
- Commercial LaundryDocument4 paginiCommercial LaundryAtef MohamedenÎncă nu există evaluări
- Commercial LaundryDocument4 paginiCommercial LaundryAtef MohamedenÎncă nu există evaluări
- Commerical Healthcare FacilitiesDocument4 paginiCommerical Healthcare FacilitiesAtef MohamedenÎncă nu există evaluări
- Commercial LaundryDocument4 paginiCommercial LaundryAtef MohamedenÎncă nu există evaluări
- CSM Softener PDFDocument12 paginiCSM Softener PDFAtef MohamedenÎncă nu există evaluări
- Standard Storm Sewer Calculation Spreadsheet - 0Document4 paginiStandard Storm Sewer Calculation Spreadsheet - 0RalucaÎncă nu există evaluări
- Culligan Commercial Catalog PDFDocument31 paginiCulligan Commercial Catalog PDFAtef MohamedenÎncă nu există evaluări
- Culligan Side Mount (CSM) Heavy Duty Commercial FilterDocument17 paginiCulligan Side Mount (CSM) Heavy Duty Commercial FilterAtef MohamedenÎncă nu există evaluări
- Calculation of Water Flow Rates For Different Pipe Sizes - US UnitsDocument4 paginiCalculation of Water Flow Rates For Different Pipe Sizes - US UnitsRyan KaneÎncă nu există evaluări
- C05B83 - Calculation of Design Rainfall Intensiy - Si UnitsDocument2 paginiC05B83 - Calculation of Design Rainfall Intensiy - Si Unitssoma_sharad8507Încă nu există evaluări
- Design Guidelines For Hospitals and Day Procedure CentresDocument142 paginiDesign Guidelines For Hospitals and Day Procedure CentresmthgroupÎncă nu există evaluări
- M9L11 PDFDocument13 paginiM9L11 PDFshahqazwsxÎncă nu există evaluări
- Hydraulics: The Basics of Pump/Filter SizingDocument3 paginiHydraulics: The Basics of Pump/Filter SizingAtef MohamedenÎncă nu există evaluări
- Metric Measure Chemical Dosage ChartsDocument1 paginăMetric Measure Chemical Dosage ChartsAtef MohamedenÎncă nu există evaluări
- Car Park Ventilation Design SheetDocument2 paginiCar Park Ventilation Design SheetprinceÎncă nu există evaluări
- Kitchen Exhaust&MakeupDocument3 paginiKitchen Exhaust&MakeupAtef MohamedenÎncă nu există evaluări
- Spa Jets Catalog LowResDocument66 paginiSpa Jets Catalog LowResAtef MohamedenÎncă nu există evaluări
- Guide of Swimming Pool HeatingDocument55 paginiGuide of Swimming Pool HeatingAtef MohamedenÎncă nu există evaluări
- Sprinkler TypesDocument2 paginiSprinkler TypesAtef MohamedenÎncă nu există evaluări
- Coates PHSHeater ManualDocument16 paginiCoates PHSHeater ManualAtef MohamedenÎncă nu există evaluări
- Car Park VentilationDocument2 paginiCar Park VentilationAtef MohamedenÎncă nu există evaluări
- Tunnels Drainage System Rev.00Document16 paginiTunnels Drainage System Rev.00Atef MohamedenÎncă nu există evaluări
- General Engineering DataDocument50 paginiGeneral Engineering DatanoxleekÎncă nu există evaluări
- Plan, design, and install plumbing drainage system in 40 hours or lessDocument2 paginiPlan, design, and install plumbing drainage system in 40 hours or lessAtef MohamedenÎncă nu există evaluări
- VT2009B Eng 02 953680Document2 paginiVT2009B Eng 02 953680gabrieltracto100% (1)
- 10.8 Special Polar GraphsDocument16 pagini10.8 Special Polar GraphsIlias NihaÎncă nu există evaluări
- DBMS Queries OverviewDocument98 paginiDBMS Queries OverviewAbhinay YadavÎncă nu există evaluări
- LIFTING PERFORMANCE OF THE SY215C EXCAVATORDocument4 paginiLIFTING PERFORMANCE OF THE SY215C EXCAVATORAkhmad SebehÎncă nu există evaluări
- LSE MA100 Background CheckDocument5 paginiLSE MA100 Background CheckAlternative EgoÎncă nu există evaluări
- Modern Scoring BRASS Manual1Document25 paginiModern Scoring BRASS Manual1Pepe ChorrasÎncă nu există evaluări
- Total Quality Management (TQM) ToolsDocument7 paginiTotal Quality Management (TQM) ToolsLaks_AsgÎncă nu există evaluări
- Abstract Load Balancing 1Document3 paginiAbstract Load Balancing 1Naveen AbhiÎncă nu există evaluări
- Leviton ManualDocument82 paginiLeviton ManualRobby Larson100% (1)
- Basic Chromatography Notes 1Document27 paginiBasic Chromatography Notes 1Aufa InsyirahÎncă nu există evaluări
- Vasu Chourasia Sde-01 ResumeDocument1 paginăVasu Chourasia Sde-01 ResumeDhaval MailÎncă nu există evaluări
- GU - Cabine MT BT (EN) - 1VCP000591 1511Document88 paginiGU - Cabine MT BT (EN) - 1VCP000591 1511Fatmir JashariÎncă nu există evaluări
- House of CardsDocument2 paginiHouse of CardsHello misterÎncă nu există evaluări
- Ultra-Low-Power Wireless Systems - Energy-Efficient Radios For The Internet of Things PDFDocument11 paginiUltra-Low-Power Wireless Systems - Energy-Efficient Radios For The Internet of Things PDFnhatvpÎncă nu există evaluări
- Name: Fatema Saeed Grade Level:: Lesson Plan TemplateDocument3 paginiName: Fatema Saeed Grade Level:: Lesson Plan Templateapi-340688378Încă nu există evaluări
- Powtech Pt100 ManualDocument112 paginiPowtech Pt100 ManualNisar AhmedÎncă nu există evaluări
- Lee Et Al-1998-AIChE JournalDocument10 paginiLee Et Al-1998-AIChE JournalNoUrElhOdaÎncă nu există evaluări
- Datasheet PDFDocument16 paginiDatasheet PDFSergio Daniel BarretoÎncă nu există evaluări
- Measuring AssignmentDocument3 paginiMeasuring AssignmentArnab BhattacharyaÎncă nu există evaluări
- Transformer X - R CalculationDocument2 paginiTransformer X - R CalculationTharindu WimalasekaraÎncă nu există evaluări
- Q1 - Answer KeyDocument2 paginiQ1 - Answer KeyJustine AligangaÎncă nu există evaluări
- J Gen Physiol-1952-Hershey-39-56Document18 paginiJ Gen Physiol-1952-Hershey-39-56api-277839406Încă nu există evaluări
- Hibbeler D14 e CH 12 P 23Document2 paginiHibbeler D14 e CH 12 P 23Mona fabrigarÎncă nu există evaluări
- Add Nordic Semiconductor DFU To SDK Example: Bluetooth Low EnergyDocument32 paginiAdd Nordic Semiconductor DFU To SDK Example: Bluetooth Low EnergyDaniel Ernesto EspitiaÎncă nu există evaluări
- KN Yb 1000Document13 paginiKN Yb 1000taharÎncă nu există evaluări
- Introduction To Music Theory: Inversions of ChordsDocument3 paginiIntroduction To Music Theory: Inversions of Chordsnaveenmanuel8879Încă nu există evaluări
- Think Aloud Strategy Effective for Teaching Narrative Text ComprehensionDocument8 paginiThink Aloud Strategy Effective for Teaching Narrative Text ComprehensionOxtapianus TawarikÎncă nu există evaluări
- Doubble EncriptionDocument60 paginiDoubble Encriptiondeepak kumarÎncă nu există evaluări
- HistoryDocument87 paginiHistoryMatthew MathewsÎncă nu există evaluări