S-ar putea să vă placă și
- IQ347 300 EL CHL 00003 Cable Ladder Tray Systems InstallationDocument1 paginăIQ347 300 EL CHL 00003 Cable Ladder Tray Systems InstallationkamilÎncă nu există evaluări
- Right Factorz Projects PVT LTD Checklist For Cable InstallationDocument9 paginiRight Factorz Projects PVT LTD Checklist For Cable InstallationRajesh RaghunathanÎncă nu există evaluări
- Saudi Aramco Test ReportDocument5 paginiSaudi Aramco Test ReportzhangÎncă nu există evaluări
- Inspection Test Plan For Fabrication PDF FreeDocument4 paginiInspection Test Plan For Fabrication PDF Freesam paulÎncă nu există evaluări
- IQ347 300 EL CHL 00014 UPS and Batteries InstallationDocument2 paginiIQ347 300 EL CHL 00014 UPS and Batteries InstallationkamilÎncă nu există evaluări
- Interview Questions Answers GuideDocument11 paginiInterview Questions Answers GuideEhab AhmedÎncă nu există evaluări
- SAT of MV Cables (GEN)Document1 paginăSAT of MV Cables (GEN)Anandu AshokanÎncă nu există evaluări
- Instrument Installation ChecklistDocument1 paginăInstrument Installation ChecklistAli AkbarÎncă nu există evaluări
- Draft QPADocument3 paginiDraft QPASams Romantiz S'bontothlzÎncă nu există evaluări
- Air Cooled Condensing Unit Checklist: Mr. Aden LiuDocument45 paginiAir Cooled Condensing Unit Checklist: Mr. Aden LiuADEN LIUÎncă nu există evaluări
- MST - Earthing and BondingDocument4 paginiMST - Earthing and BondingMusthafa Shaik100% (1)
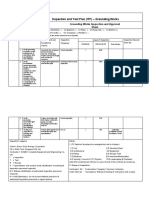
- Inspection and Test Plan (ITP) - Grounding WorksDocument2 paginiInspection and Test Plan (ITP) - Grounding WorksElisco Pher SalmasanÎncă nu există evaluări
- MS-006 - MS For Electrical Works - Rev.1 PDFDocument1 paginăMS-006 - MS For Electrical Works - Rev.1 PDFJohn Rey PerlasÎncă nu există evaluări
- Inspected by QCP Approval 1-APC 1-Employer APC 2 - DAR 2-Engineer DAR 3 - Contractor NEGEMCO 4 - Vendor 5 - Third PartyDocument2 paginiInspected by QCP Approval 1-APC 1-Employer APC 2 - DAR 2-Engineer DAR 3 - Contractor NEGEMCO 4 - Vendor 5 - Third PartyAhmad DagamsehÎncă nu există evaluări
- IQ347-300-EL-CHL-00007 LV Cable Drum Test Report SheetDocument1 paginăIQ347-300-EL-CHL-00007 LV Cable Drum Test Report SheetkamilÎncă nu există evaluări
- QC Example Resume.01Document4 paginiQC Example Resume.01Guru SankarÎncă nu există evaluări
- T&C Chilled Water BalancingDocument1 paginăT&C Chilled Water BalancingAzwan SunlineÎncă nu există evaluări
- DOD-RGX-F427 - FIBRE OPTIC CABLE Splice Termination Test ReportDocument2 paginiDOD-RGX-F427 - FIBRE OPTIC CABLE Splice Termination Test ReportBharathiÎncă nu există evaluări
- ITP Work DownDocument5 paginiITP Work DownMuralimohan Pandian100% (1)
- 16950s01 HV Testing ProceduresDocument1 pagină16950s01 HV Testing ProceduresVICTOR JOSE VILORIAÎncă nu există evaluări
- Testing and Commissioning Procedure: 2012 EDITIONDocument104 paginiTesting and Commissioning Procedure: 2012 EDITIONAndres ZuñigaÎncă nu există evaluări
- MOS-Construction of OHTL From SS 8768 Layla PVDocument45 paginiMOS-Construction of OHTL From SS 8768 Layla PVEngr Muhammad Azam ThaheemÎncă nu există evaluări
- MEP Site Construction FlowchartDocument5 paginiMEP Site Construction FlowchartAlaa AnwerÎncă nu există evaluări
- Saudi Aramco Pre-Commissioning Form: Uninterruptible Power Supply SystemDocument2 paginiSaudi Aramco Pre-Commissioning Form: Uninterruptible Power Supply SystemHaleem Ur Rashid BangashÎncă nu există evaluări
- ACMV Inspeciton Check ListDocument22 paginiACMV Inspeciton Check ListNaing Win TunÎncă nu există evaluări
- Electrical Inspection and Test PlanDocument1 paginăElectrical Inspection and Test PlanJames Pol JumarangÎncă nu există evaluări
- Inspection & Test Plan For Control Valve: Project: PP Pe Pilot PlantDocument3 paginiInspection & Test Plan For Control Valve: Project: PP Pe Pilot PlantzsmithÎncă nu există evaluări
- Saudi Aramco Test Report: DC Cable Holiday Testing 24-Jul-18 CP-SATR-X-3201Document3 paginiSaudi Aramco Test Report: DC Cable Holiday Testing 24-Jul-18 CP-SATR-X-3201nadeem shaikhÎncă nu există evaluări
- Erection Methodoly Electrical 50 MWPDocument21 paginiErection Methodoly Electrical 50 MWPInaam Ullah MughalÎncă nu există evaluări
- Electrical Method Statement GN 8Document5 paginiElectrical Method Statement GN 8Chandree BoonzaaierÎncă nu există evaluări
- 5 Formwork ChecklistDocument81 pagini5 Formwork ChecklistAlphaÎncă nu există evaluări
- Engine Generator Set Inspection Checklist: Section A - Customer DataDocument2 paginiEngine Generator Set Inspection Checklist: Section A - Customer Datasri_lntÎncă nu există evaluări
- Devappa E&I QCDocument4 paginiDevappa E&I QCIbrahim KhanÎncă nu există evaluări
- F01 Rev.1 Inspection Checklist 1Document1 paginăF01 Rev.1 Inspection Checklist 1kamilÎncă nu există evaluări
- ITP Transformer Testing and CommissioningDocument1 paginăITP Transformer Testing and CommissioningguspriyÎncă nu există evaluări
- Iwp Cable Tray Installation Checklist: Appendix - 9Document3 paginiIwp Cable Tray Installation Checklist: Appendix - 9dennykvg0% (1)
- Material Approval ChecklistDocument2 paginiMaterial Approval ChecklistROYCE1983Încă nu există evaluări
- Xyz Company: PurposeDocument5 paginiXyz Company: PurposeAnonymous 3eHGEDbxÎncă nu există evaluări
- Quality Control Inspection Checklist: Gamuda BerhadDocument2 paginiQuality Control Inspection Checklist: Gamuda BerhadSyerifaizal Hj. MustaphaÎncă nu există evaluări
- Function Checks Is Not Applicable For This Panel: Switchgear Functional TestDocument3 paginiFunction Checks Is Not Applicable For This Panel: Switchgear Functional Testeswaran005Încă nu există evaluări
- 16139-Cable TraysDocument4 pagini16139-Cable TraysNATHANÎncă nu există evaluări
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152Document12 paginiAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152ZaidiÎncă nu există evaluări
- Checklist For UPS & Accessories InstallationDocument1 paginăChecklist For UPS & Accessories InstallationguspriyÎncă nu există evaluări
- H.M.C. MOHIDEEN (Bsc. Eng.) : Personal InformationsDocument7 paginiH.M.C. MOHIDEEN (Bsc. Eng.) : Personal InformationsmohideenÎncă nu există evaluări
- CHECKLIST For Installation of MICC CableDocument2 paginiCHECKLIST For Installation of MICC CableTHEOPHILUS ATO FLETCHERÎncă nu există evaluări
- QM Plan ProcedureDocument13 paginiQM Plan ProcedureHans JonesÎncă nu există evaluări
- Inspection Requisition / ReportDocument2 paginiInspection Requisition / ReportHanuman RaoÎncă nu există evaluări
- Civil Works Inspection - QA - QC-Construction LTDDocument1 paginăCivil Works Inspection - QA - QC-Construction LTDNashrul KarimÎncă nu există evaluări
- Check List of Lightning Protection ErectionDocument1 paginăCheck List of Lightning Protection ErectionUtku Can KılıçÎncă nu există evaluări
- Sa P 030Document4 paginiSa P 030Haleem Ur Rashid BangashÎncă nu există evaluări
- 04-2-TS vOL-II, Sec-IV, FQP R1 PDFDocument20 pagini04-2-TS vOL-II, Sec-IV, FQP R1 PDFsanjeevchhabraÎncă nu există evaluări
- Dokgoro K1785 Method StatementDocument6 paginiDokgoro K1785 Method StatementJackie van SchalkwykÎncă nu există evaluări
- SATR-J-6911Rev 0 PDFDocument6 paginiSATR-J-6911Rev 0 PDFAdel KlkÎncă nu există evaluări
- MS For The Audio Intercom SystemDocument11 paginiMS For The Audio Intercom Systemwaaji snapÎncă nu există evaluări
- Commissioning Service Department Commissioning Standard Test Formats Description: Function Test - AccsDocument11 paginiCommissioning Service Department Commissioning Standard Test Formats Description: Function Test - AccsDinesh PitchaivelÎncă nu există evaluări
- MQP of PanelDocument1 paginăMQP of Panelrahulchitrakoot123Încă nu există evaluări
- Water Tank ItpDocument5 paginiWater Tank Itptuan mai vanÎncă nu există evaluări
- Method of Statement For MotorsDocument14 paginiMethod of Statement For Motorskamil100% (4)
- OTG 05 - Temporary Equipment (Jan2007) - tcm4-460304 PDFDocument34 paginiOTG 05 - Temporary Equipment (Jan2007) - tcm4-460304 PDFqwerty_qwerty_2009Încă nu există evaluări
- Catalyst Loading by Sock Method Single Bed Reactor Normal AtmosphereDocument5 paginiCatalyst Loading by Sock Method Single Bed Reactor Normal Atmospherevishal bailurÎncă nu există evaluări
- Iq347-300-El-chl-00022 Earth Rodbed Test Record SheetDocument1 paginăIq347-300-El-chl-00022 Earth Rodbed Test Record SheetkamilÎncă nu există evaluări
- F01 Rev.1 Inspection Checklist 1Document1 paginăF01 Rev.1 Inspection Checklist 1kamilÎncă nu există evaluări
- Iq347-300-El-chl-00022 Earth Rodbed Test Record SheetDocument1 paginăIq347-300-El-chl-00022 Earth Rodbed Test Record SheetkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00024 HV Cable Testing On The DrumsDocument1 paginăIQ347-300-EL-CHL-00024 HV Cable Testing On The DrumskamilÎncă nu există evaluări
- IQ347 300 EL CHL 00023 Heat Trace Circuit VerficationDocument1 paginăIQ347 300 EL CHL 00023 Heat Trace Circuit VerficationkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00030 Generator InstallationDocument1 paginăIQ347 300 EL CHL 00030 Generator InstallationkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00013 LV Electrical Equipment and PanelDocument1 paginăIQ347-300-EL-CHL-00013 LV Electrical Equipment and PanelkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00018 Heat Trace Installation After CladdingDocument1 paginăIQ347-300-EL-CHL-00018 Heat Trace Installation After CladdingkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00021 HV Cable IR Test Record SheetDocument1 paginăIQ347-300-EL-CHL-00021 HV Cable IR Test Record SheetkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00015 HV Electrical Equipment and PanelDocument1 paginăIQ347-300-EL-CHL-00015 HV Electrical Equipment and PanelkamilÎncă nu există evaluări
- Iq347 300 El CHL 00016 LVHV Ac MotorsDocument1 paginăIq347 300 El CHL 00016 LVHV Ac MotorskamilÎncă nu există evaluări
- Power and Control Cable Installation ITPDocument1 paginăPower and Control Cable Installation ITPkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00020 LV Cable IR Test Record SheetDocument1 paginăIQ347-300-EL-CHL-00020 LV Cable IR Test Record SheetkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00004 LV Power and Control Cable InstallationTerminationDocument1 paginăIQ347-300-EL-CHL-00004 LV Power and Control Cable InstallationTerminationkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00010 Lighting CircuitDocument1 paginăIQ347 300 EL CHL 00010 Lighting CircuitkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00012 Power Distribution BoardDocument1 paginăIQ347 300 EL CHL 00012 Power Distribution BoardkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00006 LV Cable Testing On The DrumsDocument1 paginăIQ347-300-EL-CHL-00006 LV Cable Testing On The DrumskamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00007 LV Cable Drum Test Report SheetDocument1 paginăIQ347-300-EL-CHL-00007 LV Cable Drum Test Report SheetkamilÎncă nu există evaluări
- IQ347-300-EL-CHL-00008 Power, Control and Instrument Cable PullingDocument1 paginăIQ347-300-EL-CHL-00008 Power, Control and Instrument Cable PullingkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00002 Ground RodGround Bed InstallationDocument1 paginăIQ347 300 EL CHL 00002 Ground RodGround Bed InstallationkamilÎncă nu există evaluări
- IQ347 300 EL CHL 000XX Electrical PVC Pipe InstallationDocument1 paginăIQ347 300 EL CHL 000XX Electrical PVC Pipe InstallationkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00009 Small Power CircuitDocument1 paginăIQ347 300 EL CHL 00009 Small Power CircuitkamilÎncă nu există evaluări
- IQ347 300 EL CHL 00005 Cable Conduits InstallationDocument1 paginăIQ347 300 EL CHL 00005 Cable Conduits InstallationkamilÎncă nu există evaluări
- Method Statement For GCBDocument6 paginiMethod Statement For GCBkamil0% (1)
- GCB Cover Page ItpDocument3 paginiGCB Cover Page ItpkamilÎncă nu există evaluări
- Method Statement SwitchgearsDocument6 paginiMethod Statement SwitchgearskamilÎncă nu există evaluări
- Method Statement IPBsDocument7 paginiMethod Statement IPBskamilÎncă nu există evaluări
- Risk AssessmentDocument3 paginiRisk Assessmentkamil100% (1)
- PLP AU Insulator 2013Document8 paginiPLP AU Insulator 2013Aie EnkhusairiÎncă nu există evaluări
- Gravity Analog Dissolved Oxygen Sensor SKU SEN0237 DFRobot Electronic Product Wiki and Tutorial Arduino and Robot WikiDocument8 paginiGravity Analog Dissolved Oxygen Sensor SKU SEN0237 DFRobot Electronic Product Wiki and Tutorial Arduino and Robot WikihipolitoÎncă nu există evaluări
- Scoring Rubrics1Document2 paginiScoring Rubrics1ChonaMarieEstellina100% (1)
- Fluorescence Activated Cell SortingDocument6 paginiFluorescence Activated Cell SortingAjit YadavÎncă nu există evaluări
- DIAGRAMA - 2007 - NEW YarisDocument1 paginăDIAGRAMA - 2007 - NEW YarisLuis M. Valenzuela Arias50% (2)
- Following Is The List Wherein Maharashtra PollutionDocument18 paginiFollowing Is The List Wherein Maharashtra PollutionMld OnnetÎncă nu există evaluări
- NISSOS NIKOURIA - KYKLADES MARITIME - SpecsDocument2 paginiNISSOS NIKOURIA - KYKLADES MARITIME - SpecsEkvazis TarsachÎncă nu există evaluări
- Manual ILC 151Document132 paginiManual ILC 151Cristian PisitelloÎncă nu există evaluări
- New Horizons and Opportunities of Modular Constructions and Their TechnologyDocument9 paginiNew Horizons and Opportunities of Modular Constructions and Their TechnologyPhD. Arch. Klodjan XhexhiÎncă nu există evaluări
- Yamaha A-S2000 PDFDocument90 paginiYamaha A-S2000 PDFpeti5_1Încă nu există evaluări
- Astm f1554Document3 paginiAstm f1554ingsabrinaÎncă nu există evaluări
- Finite State Machine Based Vending Machine Controller With Auto-Billing FeaturesDocument5 paginiFinite State Machine Based Vending Machine Controller With Auto-Billing FeaturesSubbuNaiduÎncă nu există evaluări
- Admissions".: Nern Arm, VS, Ae.Document4 paginiAdmissions".: Nern Arm, VS, Ae.Srishti GaurÎncă nu există evaluări
- Environmental Life Cycle AssessmentDocument1 paginăEnvironmental Life Cycle Assessmentkayyappan1957Încă nu există evaluări
- FL FX 1961 1976 Parts Book Harley Davidson OPTDocument239 paginiFL FX 1961 1976 Parts Book Harley Davidson OPTbron nonnamakerÎncă nu există evaluări
- Hemi Spherical Vs Ellipsoidal Vs Tori SphericalDocument5 paginiHemi Spherical Vs Ellipsoidal Vs Tori SphericalkingstonÎncă nu există evaluări
- Print Master ProjectDocument62 paginiPrint Master ProjectVipin PouloseÎncă nu există evaluări
- Seagoing Tug "Mhan Aung-3": Ministry of TransportDocument2 paginiSeagoing Tug "Mhan Aung-3": Ministry of TransportnyaungzinÎncă nu există evaluări
- 13.2.2.13 Lab - Incident HandlingDocument3 pagini13.2.2.13 Lab - Incident Handlingc583706Încă nu există evaluări
- Fin Fan Cooler MotorDocument1 paginăFin Fan Cooler MotorOm EliasÎncă nu există evaluări
- Fine Focus 450Document70 paginiFine Focus 450Guilherme Altenbernd100% (3)
- Influence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickDocument19 paginiInfluence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickamnajamÎncă nu există evaluări
- Move All Database Objects From One Tablespace To AnotherDocument2 paginiMove All Database Objects From One Tablespace To AnotherJabras GuppiesÎncă nu există evaluări
- Tapered Hub Guidelines Rev3-28-03 PDFDocument4 paginiTapered Hub Guidelines Rev3-28-03 PDFPedro RiveraÎncă nu există evaluări
- SUPER Final ImportDocument41 paginiSUPER Final ImportronaldÎncă nu există evaluări
- User Manual: Touch Control LED LampDocument1 paginăUser Manual: Touch Control LED LampHector LuisÎncă nu există evaluări
- ANSI - Ahri Standard 550-590 (I-P) With Addendum 3Document109 paginiANSI - Ahri Standard 550-590 (I-P) With Addendum 3Afzal KhanÎncă nu există evaluări
- BulldogDocument20 paginiBulldogFlorinÎncă nu există evaluări
- Acti 9 & Compact NSX/NS: Short Form Selection Chart - 2011Document1 paginăActi 9 & Compact NSX/NS: Short Form Selection Chart - 2011Pierre-Jac VenterÎncă nu există evaluări
- Hotel Cleaning Equipment Used byDocument9 paginiHotel Cleaning Equipment Used byLeonardo ViridisÎncă nu există evaluări