S-ar putea să vă placă și
- Federal - Mogul Global Aftermarket MéxicoDocument82 paginiFederal - Mogul Global Aftermarket MéxicoCameron RiosÎncă nu există evaluări
- BrochureDocument20 paginiBrochureEZEÎncă nu există evaluări
- Manual de Generadores de Gas SolarDocument49 paginiManual de Generadores de Gas SolarJuvenal Segundo Chavez Acosta100% (7)
- Titan 250 Perfomance DataDocument2 paginiTitan 250 Perfomance DatasrikarmallampatiÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Especificacion Tecnica Tanques FRP CANATUREDocument3 paginiEspecificacion Tecnica Tanques FRP CANATURETomasae1980Încă nu există evaluări
- Fluid Mechanics Basics for ECW 211Document53 paginiFluid Mechanics Basics for ECW 211dixn__Încă nu există evaluări
- Alternative-Refrigerants R22 GBDocument12 paginiAlternative-Refrigerants R22 GBMon PerezÎncă nu există evaluări
- Astm 2Document5 paginiAstm 2carlos salinasÎncă nu există evaluări
- Organic Chemistry: Basic Principles & TechniquesDocument4 paginiOrganic Chemistry: Basic Principles & TechniquesHasan shaikhÎncă nu există evaluări
- 1400 10MDocument5 pagini1400 10MAngelia WileyÎncă nu există evaluări
- Recovery and Purification of Lactic Acid From Fermentation BrothDocument185 paginiRecovery and Purification of Lactic Acid From Fermentation BrothBilli CostanÎncă nu există evaluări
- Dowtherm Vent CondenserDocument1 paginăDowtherm Vent Condensersushant_jhawerÎncă nu există evaluări
- Tool Makers MicroscopeDocument13 paginiTool Makers MicroscopeLokesh LokiÎncă nu există evaluări
- Aerospace Standard: (R) Fittings, Straight Threaded Boss or Flanged, Fluid ConnectionDocument16 paginiAerospace Standard: (R) Fittings, Straight Threaded Boss or Flanged, Fluid ConnectionAlberto De La CruzÎncă nu există evaluări
- Culverts DesignDocument21 paginiCulverts DesignNani CherryÎncă nu există evaluări
- Carbon Steel Flanges - Pressure and Temperature Ratings - Group 1.1 - Carbon SteelDocument7 paginiCarbon Steel Flanges - Pressure and Temperature Ratings - Group 1.1 - Carbon Steelnoha azamaliÎncă nu există evaluări
- Glassware Cleaning ProcedureDocument3 paginiGlassware Cleaning ProcedureMukta TalukderÎncă nu există evaluări
- Water Steam Chemistry OptimizationDocument4 paginiWater Steam Chemistry OptimizationAshish ParasharÎncă nu există evaluări
- CapacitorsDocument25 paginiCapacitorsAlbert Rosete0% (1)
- LL0220AA Linear Low Density Polyethylene Film PropertiesDocument1 paginăLL0220AA Linear Low Density Polyethylene Film PropertiesXuân Giang NguyễnÎncă nu există evaluări
- International Chemical Control Toolkit: Draft GuidelinesDocument15 paginiInternational Chemical Control Toolkit: Draft GuidelinesGuilherme BoscolliÎncă nu există evaluări
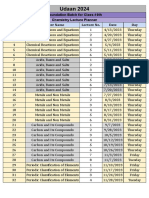
- Lecture Planner - Chemistry PDF OnlyDocument1 paginăLecture Planner - Chemistry PDF OnlyJai ChandÎncă nu există evaluări
- Quinine Hydrochloride 0018eDocument2 paginiQuinine Hydrochloride 0018eMark GoldbergÎncă nu există evaluări
- Water Flooding: Buckely-Leverett TheoryDocument23 paginiWater Flooding: Buckely-Leverett Theoryبشير الزامليÎncă nu există evaluări
- Industrial Visit Report LatestDocument11 paginiIndustrial Visit Report Latesthanif100% (2)
- Molar Mass, Moles, and Avogadro's Number ExplainedDocument5 paginiMolar Mass, Moles, and Avogadro's Number ExplainedMegan CabahugÎncă nu există evaluări
- Normas GTX Rock TestingDocument2 paginiNormas GTX Rock TestingOWEMÎncă nu există evaluări
- Vapor-Phase Hydrogen Peroxide Resistance of Environmental IsolatesDocument5 paginiVapor-Phase Hydrogen Peroxide Resistance of Environmental IsolatesMohamed FetouhÎncă nu există evaluări
- Polyaldo PolyglycerolEsters SLSDocument8 paginiPolyaldo PolyglycerolEsters SLSSantos GarciaÎncă nu există evaluări
- Certificate of Analysis: Reference Material - Primary StandardDocument8 paginiCertificate of Analysis: Reference Material - Primary StandardWidya Dwi AriniÎncă nu există evaluări
- MSDS Lasco Underbody CoatDocument5 paginiMSDS Lasco Underbody CoatMarshall TerreceÎncă nu există evaluări
- Lighting Techniques TVDocument29 paginiLighting Techniques TVMireya FernandezÎncă nu există evaluări
- Factors of Safety for Cuttings in Normally Consolidated ClaysDocument5 paginiFactors of Safety for Cuttings in Normally Consolidated ClaysAnonymous GnfGTwÎncă nu există evaluări