S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- India's Sponge Iron Industry and the Scope for Clean TechnologyDocument38 paginiIndia's Sponge Iron Industry and the Scope for Clean TechnologydekanitaesriepaksiÎncă nu există evaluări
- Modern Steelmaking TechnologyDocument8 paginiModern Steelmaking Technologylakon 22Încă nu există evaluări
- Steam ReformersDocument95 paginiSteam Reformersassadeq100% (2)
- 5af6bf5d-5390 ZA Emex 70 en-ZADocument12 pagini5af6bf5d-5390 ZA Emex 70 en-ZAKudakwashe ZvayiÎncă nu există evaluări
- FinalDocument17 paginiFinalMatt Pribadi100% (1)
- Volume3 Icho41 45 PDFDocument291 paginiVolume3 Icho41 45 PDFPhan NguyễnÎncă nu există evaluări
- Process for Producing Ammonium Nitrate from Ammonia OxidationDocument20 paginiProcess for Producing Ammonium Nitrate from Ammonia OxidationGracia ManurungÎncă nu există evaluări
- Biomolecules Activity 1.1Document1 paginăBiomolecules Activity 1.1Kimberly Ann Castro VitugÎncă nu există evaluări
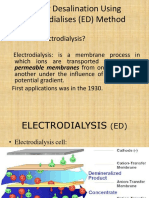
- Water Desalination Using Electrodialysis (EDDocument18 paginiWater Desalination Using Electrodialysis (EDibrahimawad06Încă nu există evaluări
- VitrosDocument3 paginiVitrosmezuniga1Încă nu există evaluări
- 4th Question Experimental TechniquesDocument10 pagini4th Question Experimental TechniquesHayaa KhanÎncă nu există evaluări
- CK MB Fs Reagent r2 en GB 7Document8 paginiCK MB Fs Reagent r2 en GB 7Az'End D'free LoveÎncă nu există evaluări
- Potassium Determination in Bananas by Atomic AbsorptionDocument9 paginiPotassium Determination in Bananas by Atomic AbsorptionŞerban VeronicaÎncă nu există evaluări
- Orgchem Module Edit 2Document74 paginiOrgchem Module Edit 2Nur-aine HajijulÎncă nu există evaluări
- Degreasers Program Eng 0 PDFDocument8 paginiDegreasers Program Eng 0 PDFtopguitarÎncă nu există evaluări
- GHB SynthDocument4 paginiGHB SynthhastedÎncă nu există evaluări
- SA-765/SA-765M SA-350/SA-350M: Melting Process Melting ProcessDocument2 paginiSA-765/SA-765M SA-350/SA-350M: Melting Process Melting ProcessHobinca MarianÎncă nu există evaluări
- Science Form 1 Chapter 5Document76 paginiScience Form 1 Chapter 5mayakefli89% (36)
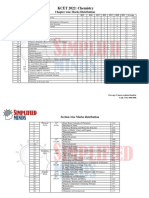
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocument3 paginiKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarÎncă nu există evaluări
- 10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsDocument5 pagini10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsarslanÎncă nu există evaluări
- Chapter 3 - Concept of Acid-Base NeutralisationDocument58 paginiChapter 3 - Concept of Acid-Base NeutralisationIkmal FikriÎncă nu există evaluări
- Polymer Chemistry: Structure and Properties of PolyethyleneDocument19 paginiPolymer Chemistry: Structure and Properties of PolyethyleneSumedha ThakurÎncă nu există evaluări
- UNIT 2 Organic, Energetics, Kinetics and Equilibrium Part 1Document7 paginiUNIT 2 Organic, Energetics, Kinetics and Equilibrium Part 1Rameez Mazhar SiddiqiÎncă nu există evaluări
- AsflkjshfkljasdbflashdbflkasjDocument4 paginiAsflkjshfkljasdbflashdbflkasjLeader Larry LagamayoÎncă nu există evaluări
- Chapter2-Campuran Pada Tingkat MolekulerDocument73 paginiChapter2-Campuran Pada Tingkat MolekulerAnnisah MardiyyahÎncă nu există evaluări
- Major Emergency Advice Booklet - Saltend Chemicals ParkDocument8 paginiMajor Emergency Advice Booklet - Saltend Chemicals ParkRayDuffÎncă nu există evaluări
- Pranav ChemicalsDocument5 paginiPranav ChemicalsPranav ChemicalsÎncă nu există evaluări
- Science 8 3RD Quater Exam ReviewerDocument6 paginiScience 8 3RD Quater Exam ReviewerCrafter CaptsÎncă nu există evaluări
- Science Reviewer Grade 7Document6 paginiScience Reviewer Grade 7Mei-Myrtle Dela VegaÎncă nu există evaluări
- Flashcards - Topic 18 Organic Chemistry - Arenes - Edexcel IAL Chemistry A-LevelDocument27 paginiFlashcards - Topic 18 Organic Chemistry - Arenes - Edexcel IAL Chemistry A-LevelzuveriaÎncă nu există evaluări