S-ar putea să vă placă și
- Asean Process Validation GuidelineDocument6 paginiAsean Process Validation GuidelineWilliam Chandra100% (1)
- 2-4 ProcessValidationDocument37 pagini2-4 ProcessValidationlouish9175841100% (2)
- Process Validation Sample ProtocolDocument5 paginiProcess Validation Sample ProtocolBilal Masood0% (1)
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersDe la EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersÎncă nu există evaluări
- GMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsDe la EverandGMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsEvaluare: 5 din 5 stele5/5 (2)
- Laboratory Quality Agreement TamplateDocument10 paginiLaboratory Quality Agreement TamplateMina Maher MikhailÎncă nu există evaluări
- Cold Chain Validation ProtocolDocument12 paginiCold Chain Validation ProtocolJAGADISH PHARMACEUTICALS100% (3)
- ISO Stability Study Guidance Protocol RDI-731-031Document49 paginiISO Stability Study Guidance Protocol RDI-731-031Amir Toma100% (2)
- Prosses Validation Protocol For Ivermectin InjectionDocument25 paginiProsses Validation Protocol For Ivermectin Injectionمحمد عطاÎncă nu există evaluări
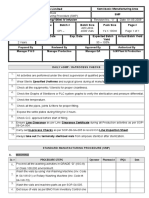
- Sop For Annual Product ReviewDocument1 paginăSop For Annual Product ReviewPrince Moni100% (1)
- RM-Method Validation ProtocolDocument12 paginiRM-Method Validation ProtocolShagorShagorÎncă nu există evaluări
- Process Validation GuidanceDocument11 paginiProcess Validation GuidancedutoitlouwÎncă nu există evaluări
- Settle AIr Plate TechniqueDocument10 paginiSettle AIr Plate Techniquehoookooo100% (3)
- Oos-Out of SpecificationDocument12 paginiOos-Out of Specificationasit_m50% (2)
- Process Validation Protocol For Ketofast 10 TabletDocument26 paginiProcess Validation Protocol For Ketofast 10 TabletShagorShagor100% (6)
- Ongoing Stability Testing Requirements, Solutions and Potential PitfallsDocument3 paginiOngoing Stability Testing Requirements, Solutions and Potential PitfallssamxuÎncă nu există evaluări
- SOP For Bioburden TestDocument2 paginiSOP For Bioburden TestBejoy KarimÎncă nu există evaluări
- Prosses Validation Protocol For Albendazole SuspensionDocument25 paginiProsses Validation Protocol For Albendazole Suspensionمحمد عطاÎncă nu există evaluări
- PERFORMANCE QUALIFICATION FinalDocument5 paginiPERFORMANCE QUALIFICATION Finalkrishna murthyÎncă nu există evaluări
- SOP Stability Finished ProductsDocument5 paginiSOP Stability Finished ProductsYousifÎncă nu există evaluări
- Analytical Methods Validation FINALDocument10 paginiAnalytical Methods Validation FINALVassant KudchadkarÎncă nu există evaluări
- Method Validation SopDocument3 paginiMethod Validation SopAqeel Ahmed60% (5)
- Annual Product Quality Review Data Summary and TrendsDocument1 paginăAnnual Product Quality Review Data Summary and Trendsnasreen anjumÎncă nu există evaluări
- Jo8uuBtr\l yO 3$ ';e8uuul{ .}ssv ht/Ao/al lecggg 3Document9 paginiJo8uuBtr\l yO 3$ ';e8uuul{ .}ssv ht/Ao/al lecggg 3ShagorShagorÎncă nu există evaluări
- Cleaning ValidationDocument17 paginiCleaning ValidationMollidain SandeepÎncă nu există evaluări
- Annual Product Review Developing An SOPDocument26 paginiAnnual Product Review Developing An SOPanants2567% (3)
- Hold Time Study ProtocolDocument9 paginiHold Time Study ProtocolMubarak Patel100% (1)
- SOP For Handling of Out of Specification Results in Microbiological Testing - Pharmaceutical GuidelinesDocument4 paginiSOP For Handling of Out of Specification Results in Microbiological Testing - Pharmaceutical Guidelinesalnzeer omerÎncă nu există evaluări
- Stability Sop PDFDocument6 paginiStability Sop PDFmjamil0995Încă nu există evaluări
- Annual Product Quality ReviewDocument3 paginiAnnual Product Quality ReviewMITON CHOWDHURY100% (2)
- Process ValidationDocument36 paginiProcess ValidationRaghu Raj100% (1)
- Ointment Process Validation-OriginalDocument26 paginiOintment Process Validation-Originalasit_m100% (1)
- Procedure For Environmental Monitoring by Settle Plate MethodDocument2 paginiProcedure For Environmental Monitoring by Settle Plate Methodejazmaqsood100% (1)
- Modi sugar Mills retrospective validation reportDocument7 paginiModi sugar Mills retrospective validation report9889187549100% (2)
- Annual Product ReviewDocument25 paginiAnnual Product ReviewBhupendra Tomar100% (2)
- ASEAN Guideline On Process Validation - Q& ADocument3 paginiASEAN Guideline On Process Validation - Q& AMuqeet KazmiÎncă nu există evaluări
- Aphrin Pfs BPR p1 v-1Document13 paginiAphrin Pfs BPR p1 v-1ShagorShagorÎncă nu există evaluări
- SMP 200mgDocument7 paginiSMP 200mgTahir IbrahimÎncă nu există evaluări
- In Process Quality Control Tests (IPQC) For Solid Dosage FromDocument28 paginiIn Process Quality Control Tests (IPQC) For Solid Dosage FromSagar kishor savale75% (8)
- Analytical Method ValidationDocument14 paginiAnalytical Method Validationyashpandya01100% (1)
- SOPs - Pharma PathwayDocument7 paginiSOPs - Pharma PathwayDeepakÎncă nu există evaluări
- Validation of Coating Equipment (Ketik Ulang)Document6 paginiValidation of Coating Equipment (Ketik Ulang)Dedhieaja0% (1)
- QCD-036-01 Good Chromatography PracticesDocument12 paginiQCD-036-01 Good Chromatography Practicesarnab rayÎncă nu există evaluări
- SOP For Handling of Out of Specification Results-1Document54 paginiSOP For Handling of Out of Specification Results-1osamatqm9Încă nu există evaluări
- Validation-An Important Tool of GMP: About Authors: Karmveer TomarDocument4 paginiValidation-An Important Tool of GMP: About Authors: Karmveer TomarShiv KumarÎncă nu există evaluări
- Ema Process ValidationDocument15 paginiEma Process Validationdrs_mdu48100% (1)
- Iqoqpq RMG PDFDocument11 paginiIqoqpq RMG PDFsrinivas rÎncă nu există evaluări
- Pharma 462 ValidationDocument57 paginiPharma 462 ValidationlimereiÎncă nu există evaluări
- Documentation Pharmaceutical IndustryDocument102 paginiDocumentation Pharmaceutical IndustryRagulÎncă nu există evaluări
- SOP On Calculation of YieldsDocument2 paginiSOP On Calculation of YieldsYousif100% (1)
- Cleaning Validation of Sampling ToolsDocument13 paginiCleaning Validation of Sampling Toolsnagendra100% (1)
- Bulk Holding Time Study ReportDocument8 paginiBulk Holding Time Study ReportFaress RabiÎncă nu există evaluări
- Pegasus Farmaco India Raw Material Requisition SlipDocument1 paginăPegasus Farmaco India Raw Material Requisition Slipasit_mÎncă nu există evaluări
- QC Assay ValidationDocument102 paginiQC Assay Validation0921pyÎncă nu există evaluări
- IQ-PQ-EQ Documents For FDC - IRN75Document12 paginiIQ-PQ-EQ Documents For FDC - IRN75Doan Chi ThienÎncă nu există evaluări
- Validation of Residual Solvents Method for EzetimibeDocument16 paginiValidation of Residual Solvents Method for EzetimibeDany RockÎncă nu există evaluări
- Vendor QualificationDocument2 paginiVendor QualificationDharmesh PatelÎncă nu există evaluări
- Analytical Method ValidationDocument12 paginiAnalytical Method ValidationRamling Patrakar100% (3)
- QCG - 001-2 SOP Handling OOS and OOT ResultsDocument8 paginiQCG - 001-2 SOP Handling OOS and OOT ResultsAftab S. Mirza100% (1)
- 007 Out of SpecificationDocument12 pagini007 Out of Specificationmarkandey gupta100% (2)
- Warfarin, Insulin and Digoxin Are The Most Dangerous Drugs in The Elderly. Do We Believe That?Document32 paginiWarfarin, Insulin and Digoxin Are The Most Dangerous Drugs in The Elderly. Do We Believe That?Zarish IftikharÎncă nu există evaluări
- Sedative and HypnoticsDocument26 paginiSedative and HypnoticsZarish IftikharÎncă nu există evaluări
- Chemistry - Organic Chemistry MechanismsDocument2 paginiChemistry - Organic Chemistry Mechanismshelixate100% (3)
- Essential DrugsDocument10 paginiEssential DrugsZarish IftikharÎncă nu există evaluări
- Clinical Pharmacology of Anti-cancer AgentsDocument29 paginiClinical Pharmacology of Anti-cancer AgentsZarish IftikharÎncă nu există evaluări
- Preventive Maintainence PlanDocument2 paginiPreventive Maintainence PlanZarish IftikharÎncă nu există evaluări
- Pharmaceutical Dosage FormDocument30 paginiPharmaceutical Dosage FormZarish IftikharÎncă nu există evaluări
- Immunisation AwarenessDocument2 paginiImmunisation AwarenessZarish IftikharÎncă nu există evaluări
- Theories of ChromatographyDocument13 paginiTheories of ChromatographyZarish Iftikhar100% (1)
- AlligationDocument22 paginiAlligationPalvit GargÎncă nu există evaluări
- Profound Knowledge & Seven Thinking LevelsDocument31 paginiProfound Knowledge & Seven Thinking Levelsscparco100% (1)
- Basic Skin Histology: Mark Berryman, Dept. of Biomedical Sciences Ohio University College of Osteopathic Medicine, AthensDocument24 paginiBasic Skin Histology: Mark Berryman, Dept. of Biomedical Sciences Ohio University College of Osteopathic Medicine, Athenswazo100Încă nu există evaluări
- Antiepileptic Drugs: Mechanisms of Action and Treatment OptionsDocument65 paginiAntiepileptic Drugs: Mechanisms of Action and Treatment OptionsZarish IftikharÎncă nu există evaluări
- Physical and Chemical IncompatibilitiesDocument23 paginiPhysical and Chemical Incompatibilitiessamiveni81% (48)
- AntipsychoticsDocument41 paginiAntipsychoticsZarish IftikharÎncă nu există evaluări
- Kech103.Periodic TableDocument26 paginiKech103.Periodic TableZarish IftikharÎncă nu există evaluări
- Child Vacci FinalDocument32 paginiChild Vacci FinalZarish IftikharÎncă nu există evaluări
- Human PhysiologyDocument41 paginiHuman Physiologyapi-3823549Încă nu există evaluări
- Islamic PersonalitiesDocument20 paginiIslamic PersonalitiesZarish IftikharÎncă nu există evaluări
- 2187 Chemistry and MedicinesDocument12 pagini2187 Chemistry and MedicinesJaskaran PadamÎncă nu există evaluări
- Powders & Granules TextDocument12 paginiPowders & Granules Textabdullah2020Încă nu există evaluări
- Power of The QurDocument2 paginiPower of The QurZarish IftikharÎncă nu există evaluări
- Harvard GuideDocument7 paginiHarvard GuideKidLeader93Încă nu există evaluări
- Mla Sample PaperDocument11 paginiMla Sample Paperapi-246856658Încă nu există evaluări
- Book ReviewDocument4 paginiBook ReviewṬhanuama BiateÎncă nu există evaluări
- خصائص زحف السبيكة الثلاثية PDFDocument17 paginiخصائص زحف السبيكة الثلاثية PDFEidelsayedÎncă nu există evaluări
- Operation and Analysis of The Three Phase Fully Controlled Bridge ConverterDocument24 paginiOperation and Analysis of The Three Phase Fully Controlled Bridge Convertermohammed aliÎncă nu există evaluări
- Estimation of The ProjectDocument89 paginiEstimation of The ProjectNaga PrasanthÎncă nu există evaluări
- Cast in Situ Pile Design by MurthyDocument3 paginiCast in Situ Pile Design by MurthyQuazi ShammasÎncă nu există evaluări
- Modelacion UreaDocument20 paginiModelacion UreaJesus Enrique Alfonzo RiveroÎncă nu există evaluări
- Adime NoteDocument2 paginiAdime Noteapi-384503305100% (1)
- BNC Lesson 1-4Document34 paginiBNC Lesson 1-4Alyssa LoisÎncă nu există evaluări
- Cardiovascular SystemDocument40 paginiCardiovascular SystemDouglas Jacques100% (1)
- SP 1129Document25 paginiSP 1129Selva NizanthÎncă nu există evaluări
- Atomic Structure WorksheetsDocument21 paginiAtomic Structure Worksheetssantoshkumarsir7706100% (1)
- MetabolismDocument21 paginiMetabolismNagendra NayakÎncă nu există evaluări
- Anemia Defisiensi Besi Pada Pasien Dengan Ulkus Peptikum: Laporan KasusDocument4 paginiAnemia Defisiensi Besi Pada Pasien Dengan Ulkus Peptikum: Laporan KasusAzura SyahadatiÎncă nu există evaluări
- Bagan Pembelian Obat BundaDocument57 paginiBagan Pembelian Obat BundaBunga HerlinaÎncă nu există evaluări
- Computation of Area of A Closed TraversedDocument3 paginiComputation of Area of A Closed TraversedDaryl Ballesteros100% (1)
- Volvo A30e2 PDFDocument28 paginiVolvo A30e2 PDFsafdey100% (1)
- Assignment On Uber: Going Global From Day One: Course Name: International Business Course Code: BUS 606 Section: ADocument5 paginiAssignment On Uber: Going Global From Day One: Course Name: International Business Course Code: BUS 606 Section: AIqbal JoyÎncă nu există evaluări
- 10TH Gseb PaperDocument10 pagini10TH Gseb Paperkhushboo guptaÎncă nu există evaluări
- Mango ratnagiri reportDocument4 paginiMango ratnagiri reportHarsh BhattÎncă nu există evaluări
- First Periodical Mapeh 9Document5 paginiFirst Periodical Mapeh 9Juvy Singian100% (1)
- Practicing Oil AnalysisDocument62 paginiPracticing Oil AnalysisCristian SÎncă nu există evaluări
- Outrider Character SheetDocument6 paginiOutrider Character SheetColin ZachauÎncă nu există evaluări
- K.P.Mondal & Sons: Quality Assurance PlanDocument1 paginăK.P.Mondal & Sons: Quality Assurance PlanTanmoy DuttaÎncă nu există evaluări
- Matrix Analysis of Networks: J. R. LucasDocument63 paginiMatrix Analysis of Networks: J. R. LucasNethmini SamarawickramaÎncă nu există evaluări
- Chapter 14: Understanding Clutches and Their Operating PrinciplesDocument39 paginiChapter 14: Understanding Clutches and Their Operating PrinciplespapipapiiÎncă nu există evaluări
- Donna's Score During The Third Quarter ExaminationDocument7 paginiDonna's Score During The Third Quarter ExaminationGeraldine Valdez CacabilosÎncă nu există evaluări
- Experiment No.8Document5 paginiExperiment No.8Osama RashaydaÎncă nu există evaluări
- ASTM A193-A193M-04cDocument12 paginiASTM A193-A193M-04cNadhiraÎncă nu există evaluări
- Theories and philosophies that shaped early childhood educationDocument3 paginiTheories and philosophies that shaped early childhood educationJamille Aira PascuaÎncă nu există evaluări
- SPE 18184 OPUS: An Expert Advisor For Artificial LiftDocument8 paginiSPE 18184 OPUS: An Expert Advisor For Artificial Liftlepro brunelÎncă nu există evaluări