S-ar putea să vă placă și
- Dyeing Unit 3Document69 paginiDyeing Unit 3HAMSA LEKHAÎncă nu există evaluări
- Vat Dye, Sulphur Dye, and Azoic Dyeing Process.Document29 paginiVat Dye, Sulphur Dye, and Azoic Dyeing Process.Farhan AriyanÎncă nu există evaluări
- Textile Dyeing and Printing-IIDocument99 paginiTextile Dyeing and Printing-IIKeshav Dhawan100% (1)
- Recommended Exhaust Dyeing Process For EcoFRESH Yarn V3 00-2015 12 (En)Document5 paginiRecommended Exhaust Dyeing Process For EcoFRESH Yarn V3 00-2015 12 (En)Saidur Rahman SajibÎncă nu există evaluări
- Ultratex UHS Hydrophilic Softener: Technical Data SheetDocument5 paginiUltratex UHS Hydrophilic Softener: Technical Data SheetSon NguyenÎncă nu există evaluări
- Standardization of Recipe For DyeingDocument7 paginiStandardization of Recipe For DyeingfreakishroseÎncă nu există evaluări
- Filling Valve Manual & Need To Make It Automatic 2. Rubber of Unloading Reel Is Damaged. Rub Mark Appear For ThatDocument2 paginiFilling Valve Manual & Need To Make It Automatic 2. Rubber of Unloading Reel Is Damaged. Rub Mark Appear For ThatDyeing DyeingÎncă nu există evaluări
- Toxicology of Textile DyesDocument31 paginiToxicology of Textile DyesWilson Anandaraj100% (5)
- Textile ProcessingDocument13 paginiTextile ProcessingSivaraj PadmanabanÎncă nu există evaluări
- Calculate knitting machine productionDocument4 paginiCalculate knitting machine productionGustavo G. Garcia OchoaÎncă nu există evaluări
- Basic Tool of TQMDocument29 paginiBasic Tool of TQMNakib Ibna BasharÎncă nu există evaluări
- Mechanical FinishingDocument43 paginiMechanical FinishingUjwala Jain100% (1)
- 02.4 Dyeing Machinery Presentation PDFDocument34 pagini02.4 Dyeing Machinery Presentation PDFMD JAHID HASAN RAJÎncă nu există evaluări
- Wpt-2 AssingmentDocument21 paginiWpt-2 AssingmentNakib Ibna BasharÎncă nu există evaluări
- Blind DyeingDocument6 paginiBlind Dyeingprabhulean14Încă nu există evaluări
- Vat DyeDocument13 paginiVat DyeTanmoy AntuÎncă nu există evaluări
- Fabric Dyeing ProcessDocument6 paginiFabric Dyeing ProcessSURUCHI KUMARIÎncă nu există evaluări
- Denim FadingDocument8 paginiDenim FadingDelwar HossainÎncă nu există evaluări
- Efficiency and Value For Denim TreatmentDocument3 paginiEfficiency and Value For Denim TreatmentsagarÎncă nu există evaluări
- Pigment Printing Dominates Textile IndustryDocument1 paginăPigment Printing Dominates Textile IndustryAveshÎncă nu există evaluări
- Industrial Attachment Report On Micro Fibre GroupDocument125 paginiIndustrial Attachment Report On Micro Fibre GroupDigonto Das50% (2)
- Finish EbookDocument534 paginiFinish EbookNess DarkÎncă nu există evaluări
- Internship Document BVMDocument48 paginiInternship Document BVMShivangi BhargavaÎncă nu există evaluări
- Wet Processing Technology .Industrial Re PDFDocument153 paginiWet Processing Technology .Industrial Re PDFaauÎncă nu există evaluări
- ADVISE ON WASHING/DRYING - Before Using The Garments!Document1 paginăADVISE ON WASHING/DRYING - Before Using The Garments!arkcgemÎncă nu există evaluări
- Denim Finishing Technologies For A More Sustainable FutureDocument46 paginiDenim Finishing Technologies For A More Sustainable FutureSohaib Imran AnwarÎncă nu există evaluări
- (Woodhead Publishing India in Textiles) Agrawal, Sweety A. - Shaikh, Tasnim N - Engineering Cotton Yarns With Artificial Neural Networking (ANN) - Woodhead Publishing India PVT LTD (2017)Document269 pagini(Woodhead Publishing India in Textiles) Agrawal, Sweety A. - Shaikh, Tasnim N - Engineering Cotton Yarns With Artificial Neural Networking (ANN) - Woodhead Publishing India PVT LTD (2017)Muhammad ImranÎncă nu există evaluări
- Estimation of Scouring ProcessDocument7 paginiEstimation of Scouring ProcessMd. Sazzadul IslamÎncă nu există evaluări
- Sewing Post Dyed GarmentsDocument4 paginiSewing Post Dyed GarmentsAshraf AliÎncă nu există evaluări
- Printingmethodsstylesetc 160507081424Document32 paginiPrintingmethodsstylesetc 160507081424Pratham JainÎncă nu există evaluări
- A LECTURE NOTE ON PREPARATORY PROCESSES FOR WOOL AND SILKDocument26 paginiA LECTURE NOTE ON PREPARATORY PROCESSES FOR WOOL AND SILKKassahun TadeleÎncă nu există evaluări
- Enzymes For TextileDocument31 paginiEnzymes For TextileSuyash ManmohanÎncă nu există evaluări
- Pretreatment of Fabrics That Contain SpandexDocument8 paginiPretreatment of Fabrics That Contain SpandexaymanÎncă nu există evaluări
- Test For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestDocument21 paginiTest For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestGaurav DhawanÎncă nu există evaluări
- Carrier Dyeing Method for Disperse DyesDocument2 paginiCarrier Dyeing Method for Disperse DyesrashidtexÎncă nu există evaluări
- Selected Garments WashingDocument35 paginiSelected Garments WashingTanmoy AntuÎncă nu există evaluări
- Disperse Dyes ExplainedDocument3 paginiDisperse Dyes ExplainedMD saifu lislamÎncă nu există evaluări
- Dyeing Cotton with Azoic Dyes: Process & RecipeDocument3 paginiDyeing Cotton with Azoic Dyes: Process & RecipeMohammed Atiqul Hoque ChowdhuryÎncă nu există evaluări
- Tubifast As 5087 Ff-EnDocument4 paginiTubifast As 5087 Ff-EnrajasajjadÎncă nu există evaluări
- Introduction to Dyeing Textiles: Processes, Methods & TheoryDocument13 paginiIntroduction to Dyeing Textiles: Processes, Methods & TheoryImran100% (1)
- Right First Time Dyeing: RFT PrinciplesDocument8 paginiRight First Time Dyeing: RFT PrinciplesAnu MehtaÎncă nu există evaluări
- Stone WashDocument3 paginiStone WashMuhammad MustahsinÎncă nu există evaluări
- Textile Warp SizingDocument19 paginiTextile Warp SizingAmir YasinÎncă nu există evaluări
- Chemical Finishing of Textiles PDFDocument286 paginiChemical Finishing of Textiles PDFdineshv7450% (2)
- 9 After Print Washing Printing Training 1&2Document55 pagini9 After Print Washing Printing Training 1&2yadi haryadiÎncă nu există evaluări
- Cotton Fabric Vat Dyes Exhaoust Method JiggerDocument2 paginiCotton Fabric Vat Dyes Exhaoust Method JiggerMohammed Atiqul Hoque ChowdhuryÎncă nu există evaluări
- Pre Treatment For Fabrics Before DyeingDocument16 paginiPre Treatment For Fabrics Before DyeingNayomi Rathnaweera0% (1)
- Heat B SettingDocument18 paginiHeat B SettingharisÎncă nu există evaluări
- Textile Dyeing and Printing: AssignmentDocument8 paginiTextile Dyeing and Printing: AssignmentshailajaÎncă nu există evaluări
- Color Fastness TestingDocument68 paginiColor Fastness TestingDinesh VermaÎncă nu există evaluări
- MercerizationDocument3 paginiMercerizationsyed asim najamÎncă nu există evaluări
- Garments FinishingDocument18 paginiGarments FinishingJames_45Încă nu există evaluări
- Batch to Batch Reproducibility and how to avoid creases, spots and stainsDocument32 paginiBatch to Batch Reproducibility and how to avoid creases, spots and stainsJohn VasilonikolosÎncă nu există evaluări
- DesizingDocument40 paginiDesizingaqsa imranÎncă nu există evaluări
- Pad Steam MachineDocument27 paginiPad Steam MachineJuan CubasÎncă nu există evaluări
- Colour Matching TriangleDocument3 paginiColour Matching TriangleArun KumarÎncă nu există evaluări
- Textile Finishing TechniquesDocument40 paginiTextile Finishing TechniquesMujahid MehdiÎncă nu există evaluări
- The preparation, dyeing and finishing of cotton knit goodsDocument67 paginiThe preparation, dyeing and finishing of cotton knit goods郭哲宏100% (1)
- The Identification of Vat Dyes on Cellulosic MaterialsDe la EverandThe Identification of Vat Dyes on Cellulosic MaterialsÎncă nu există evaluări
- Techniques of Producing Denim Fabrics. 80Document84 paginiTechniques of Producing Denim Fabrics. 80Ashraful HimelÎncă nu există evaluări
- Pre-Feasibility Study for Fabric Dyeing & Finishing UnitDocument27 paginiPre-Feasibility Study for Fabric Dyeing & Finishing UnitAshraful HimelÎncă nu există evaluări
- FARVD08 07150dpiDocument1 paginăFARVD08 07150dpiAshiq_khan_seu13Încă nu există evaluări
- Weft Yarn Path Diagram (Airjet)Document1 paginăWeft Yarn Path Diagram (Airjet)Ashraful HimelÎncă nu există evaluări
- Building A BrandDocument15 paginiBuilding A Brandbhopu123321Încă nu există evaluări
- Loop TransferDocument3 paginiLoop TransferAshraful Himel100% (1)
- WEAVING ParameterDocument5 paginiWEAVING ParameterAshraful Himel33% (3)
- Textile Machineries MaintenanceDocument13 paginiTextile Machineries Maintenancerkhan9392100% (1)
- Tappet ShapeDocument5 paginiTappet ShapeAshraful HimelÎncă nu există evaluări
- Functon of Parts in Air JetDocument2 paginiFuncton of Parts in Air JetAl Amin100% (6)
- Ceramic FibresDocument27 paginiCeramic FibresVikas SinghÎncă nu există evaluări
- Stitch ClassificationDocument27 paginiStitch Classificationrgvarma123Încă nu există evaluări
- WEAVING ParameterDocument5 paginiWEAVING ParameterAshraful Himel33% (3)
- Garment Costing: Variable FunctionDocument15 paginiGarment Costing: Variable Functionfjaman31396% (26)
- All Trimmings Are Accessories But All Accessories Are Not TrimmingsDocument10 paginiAll Trimmings Are Accessories But All Accessories Are Not TrimmingsAshraful Himel100% (1)
- Saddamhossain 140Document11 paginiSaddamhossain 140Ashraful HimelÎncă nu există evaluări
- Garments CostingDocument5 paginiGarments CostingAshraful HimelÎncă nu există evaluări
- Garment Costing: Variable FunctionDocument15 paginiGarment Costing: Variable Functionfjaman31396% (26)
- RTOS VxWorksDocument8 paginiRTOS VxWorksAshraful HimelÎncă nu există evaluări
- TE-04043 Introduction To Knitting Technology (Sample Answer)Document7 paginiTE-04043 Introduction To Knitting Technology (Sample Answer)Ashraful HimelÎncă nu există evaluări
- Vat DyeDocument11 paginiVat DyeAshraful HimelÎncă nu există evaluări
- Concept of DyeingDocument3 paginiConcept of DyeingAshraful HimelÎncă nu există evaluări
- Cloth GeometryDocument15 paginiCloth GeometryAshraful Himel67% (3)
- Southeast University: School of Science and Engineering, Department of Textile EngineeringDocument27 paginiSoutheast University: School of Science and Engineering, Department of Textile EngineeringAshraful HimelÎncă nu există evaluări
- GinningDocument10 paginiGinningAshraful HimelÎncă nu există evaluări
- Short Bussiness ProposalDocument12 paginiShort Bussiness ProposalAshraful HimelÎncă nu există evaluări
- Testing Fabric Properties ReDocument3 paginiTesting Fabric Properties ReAshraful HimelÎncă nu există evaluări
- Tensile StrengthDocument19 paginiTensile StrengthAshraful Himel100% (2)
- Tensile StrengthDocument19 paginiTensile StrengthAshraful Himel100% (2)
- In Emi Substrate Flex 0808Document19 paginiIn Emi Substrate Flex 0808satheeshÎncă nu există evaluări
- Turf Reinforcement MatDocument10 paginiTurf Reinforcement MatGTYTÎncă nu există evaluări
- Tearing Strength On Nonwoven Fabrics by The Tongue (Single Rip) Procedure (Constant-Rate-of-Extension Tensile Testing Machine)Document5 paginiTearing Strength On Nonwoven Fabrics by The Tongue (Single Rip) Procedure (Constant-Rate-of-Extension Tensile Testing Machine)JuanÎncă nu există evaluări
- Welspun Subham Burnwal IE 48Document34 paginiWelspun Subham Burnwal IE 48ASHISH JAINÎncă nu există evaluări
- Non Woven FabricDocument5 paginiNon Woven FabricK.s. RameshÎncă nu există evaluări
- Chemical BondingDocument22 paginiChemical BondingKunal Kumar100% (2)
- Chemical BondingDocument21 paginiChemical BondingParth ParmarÎncă nu există evaluări
- Raw Materials of Technical TextilesDocument31 paginiRaw Materials of Technical TextilesTanmoy ChoudhuryÎncă nu există evaluări
- Nonwoven Technolog1Document30 paginiNonwoven Technolog1Subburaj KarthickÎncă nu există evaluări
- P15reihe Ds 02 CC 085 en LowDocument2 paginiP15reihe Ds 02 CC 085 en LowphlxuÎncă nu există evaluări
- N080 Nonwoven Geotextile Technical Data SheetDocument1 paginăN080 Nonwoven Geotextile Technical Data SheetRVNLPKG6B VBL-GTLMÎncă nu există evaluări
- Meltblown TechnologyDocument7 paginiMeltblown TechnologyRonik J100% (1)
- Subsoils Drainage and GeotextileDocument13 paginiSubsoils Drainage and Geotextileahmad_suhaili_20% (1)
- Mixed Outlook For Synthetic Polymers inDocument4 paginiMixed Outlook For Synthetic Polymers indr tamerÎncă nu există evaluări
- 2011 - Hornsey Etal - Geotextile Sand Container Shoreline Protection Systems Design and ApplicationDocument15 pagini2011 - Hornsey Etal - Geotextile Sand Container Shoreline Protection Systems Design and ApplicationPaula T. LimaÎncă nu există evaluări
- China Hot Sale Non Woven Bag Making Machine Manual - NGRDocument4 paginiChina Hot Sale Non Woven Bag Making Machine Manual - NGRmoon_mohi0% (1)
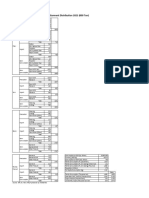
- Textiles Distribution 2021Document1 paginăTextiles Distribution 2021Jakariya NugrahaÎncă nu există evaluări
- Nonwoven TextilesDocument3 paginiNonwoven Textilesgedrich14Încă nu există evaluări
- TTi2020-03 AutumnDocument52 paginiTTi2020-03 AutumnHodÎncă nu există evaluări
- Baseline Survey PDFDocument882 paginiBaseline Survey PDFomkar100% (1)
- Medical Fibers and BiotextilesDocument27 paginiMedical Fibers and BiotextilesLopez Cons Ivana ValeriaÎncă nu există evaluări
- Techgeo Nonwoven Geotextiles Technical Data SheetDocument1 paginăTechgeo Nonwoven Geotextiles Technical Data SheetakkieuapÎncă nu există evaluări
- BIDAFINALREVISIONSept23ForSubmission PDFDocument69 paginiBIDAFINALREVISIONSept23ForSubmission PDFKian BalatbatÎncă nu există evaluări
- Materials Class 01 Non WovenDocument3 paginiMaterials Class 01 Non WovenMasudur RahmanÎncă nu există evaluări
- Fibre Science and TechnologyDocument142 paginiFibre Science and TechnologyPARAMASIVAM SÎncă nu există evaluări
- Tds Hydrodrain 2016Document4 paginiTds Hydrodrain 2016ugurÎncă nu există evaluări
- Vistamaxx Processing Guidlines Spunbond Fabrics PDFDocument2 paginiVistamaxx Processing Guidlines Spunbond Fabrics PDFA MahmoodÎncă nu există evaluări
- Fabric Filter Gas Separation GuideDocument2 paginiFabric Filter Gas Separation GuideAhmadLuqmanÎncă nu există evaluări
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument21 paginiFM Global Property Loss Prevention Data Sheets: List of FiguresnavaronefraÎncă nu există evaluări
- ITCC in Riyadh Residential Complex J10-13300 07500-1 RoofingDocument8 paginiITCC in Riyadh Residential Complex J10-13300 07500-1 RoofinguddinnadeemÎncă nu există evaluări