S-ar putea să vă placă și
- Structural Behaviour of Self Compacting Reinforced Concrete Beams Based On Various Transverse Reinforcement RatioDocument1 paginăStructural Behaviour of Self Compacting Reinforced Concrete Beams Based On Various Transverse Reinforcement RatioantonytechnoÎncă nu există evaluări
- Big Data and The Internet of ThingsDocument1 paginăBig Data and The Internet of ThingsantonytechnoÎncă nu există evaluări
- Book Royal Orchid Central BengaluruDocument2 paginiBook Royal Orchid Central BengaluruantonytechnoÎncă nu există evaluări
- Siaa 2018Document2 paginiSiaa 2018antonytechnoÎncă nu există evaluări
- Unit Commitment With Lagrange Relaxation Using Particle Swarm OptimizationDocument1 paginăUnit Commitment With Lagrange Relaxation Using Particle Swarm OptimizationantonytechnoÎncă nu există evaluări
- A Study On Bituminous Mix Properties Using Waste PolyethyleneDocument1 paginăA Study On Bituminous Mix Properties Using Waste PolyethyleneantonytechnoÎncă nu există evaluări
- Calculation and Comparison of Circuit Breaker Parameters For 132kv Bus Model SubstationDocument1 paginăCalculation and Comparison of Circuit Breaker Parameters For 132kv Bus Model SubstationantonytechnoÎncă nu există evaluări
- Experimental Investigation On Recon Fibre Reinforced Concrete in Addition With Pozzolanic MaterialsDocument1 paginăExperimental Investigation On Recon Fibre Reinforced Concrete in Addition With Pozzolanic MaterialsantonytechnoÎncă nu există evaluări
- A Survey On Clustering Concepts in Data MiningDocument1 paginăA Survey On Clustering Concepts in Data MiningantonytechnoÎncă nu există evaluări
- Transient Lightning and Switching Over Voltages Mitigation in Indian Gas Insulated Substations Case StudyDocument1 paginăTransient Lightning and Switching Over Voltages Mitigation in Indian Gas Insulated Substations Case StudyantonytechnoÎncă nu există evaluări
- Optimized Algorithm For Hiding Digital Text in A Colour Image Using FPGADocument1 paginăOptimized Algorithm For Hiding Digital Text in A Colour Image Using FPGAantonytechnoÎncă nu există evaluări
- Robust Image Transmission Technique On Data Hiding and Secure Transmission Using Secret Fragment Visible Mosaic Image CreationDocument1 paginăRobust Image Transmission Technique On Data Hiding and Secure Transmission Using Secret Fragment Visible Mosaic Image CreationantonytechnoÎncă nu există evaluări
- Computer Networks Salvations and Defilements On WSN, Exasperate ContentionsDocument1 paginăComputer Networks Salvations and Defilements On WSN, Exasperate ContentionsantonytechnoÎncă nu există evaluări
- Big Data Analytics in Cloud Computing EnvironmentDocument1 paginăBig Data Analytics in Cloud Computing EnvironmentantonytechnoÎncă nu există evaluări
- Power Quality Improvement of Electrified Transportation by Using Fuzzy ControlDocument1 paginăPower Quality Improvement of Electrified Transportation by Using Fuzzy ControlantonytechnoÎncă nu există evaluări
- Multi Frequency Method of Fault Diagnosis Technique in Ana Log Circuit To Avoid Ambiguity Set in Integer Coded DictionaryDocument1 paginăMulti Frequency Method of Fault Diagnosis Technique in Ana Log Circuit To Avoid Ambiguity Set in Integer Coded DictionaryantonytechnoÎncă nu există evaluări
- Case Study On Indian Power Transformer Down Time Calculations and Oil Sample Testing With Furan AnalysisDocument1 paginăCase Study On Indian Power Transformer Down Time Calculations and Oil Sample Testing With Furan AnalysisantonytechnoÎncă nu există evaluări
- Power Transfer Improvement Without Any Alteration in Existing EHV AC Line With Parallel Composite AC-DC TransmissionDocument1 paginăPower Transfer Improvement Without Any Alteration in Existing EHV AC Line With Parallel Composite AC-DC TransmissionantonytechnoÎncă nu există evaluări
- High Resolutions of Medical Images Using Enhancement TechniqueDocument1 paginăHigh Resolutions of Medical Images Using Enhancement TechniqueantonytechnoÎncă nu există evaluări
- Survey On IOT Using Big DataDocument1 paginăSurvey On IOT Using Big DataantonytechnoÎncă nu există evaluări
- A New Approach To Video Compression Using 3D-DCTDocument1 paginăA New Approach To Video Compression Using 3D-DCTantonytechnoÎncă nu există evaluări
- Hybrid Wind Generator PS Coordination and ControlDocument1 paginăHybrid Wind Generator PS Coordination and ControlantonytechnoÎncă nu există evaluări
- QoS (Quality of Service) Analysis of On-Demand Routing Protocols Under Multiple Black Hole NodesDocument1 paginăQoS (Quality of Service) Analysis of On-Demand Routing Protocols Under Multiple Black Hole NodesantonytechnoÎncă nu există evaluări
- Adaptive DC Link Voltage For CPI Voltage Variations Using Adaptive MethodsDocument1 paginăAdaptive DC Link Voltage For CPI Voltage Variations Using Adaptive MethodsantonytechnoÎncă nu există evaluări
- A Novel Approach On Research Challenges in Green ComputingDocument1 paginăA Novel Approach On Research Challenges in Green ComputingantonytechnoÎncă nu există evaluări
- Optimization of Time-Cost Analysis by Fast Track MethodDocument1 paginăOptimization of Time-Cost Analysis by Fast Track MethodantonytechnoÎncă nu există evaluări
- An Intelligent Threat Recognition For Electronic Warfare Counter MeasuresDocument1 paginăAn Intelligent Threat Recognition For Electronic Warfare Counter MeasuresantonytechnoÎncă nu există evaluări
- Wind Energy Based Adaptive Pi Controlled Statcom For Voltage RegulationDocument1 paginăWind Energy Based Adaptive Pi Controlled Statcom For Voltage RegulationantonytechnoÎncă nu există evaluări
- Skills Landscape of India: Initiatives and IssuesDocument1 paginăSkills Landscape of India: Initiatives and IssuesantonytechnoÎncă nu există evaluări
- Audio Water Marking Using DCT & EMDDocument1 paginăAudio Water Marking Using DCT & EMDantonytechnoÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Differential Scanning Calorimetry: G.W. H. Höhne, W. Hemminger, H.-J. FlammersheimDocument4 paginiDifferential Scanning Calorimetry: G.W. H. Höhne, W. Hemminger, H.-J. FlammersheimMiguel Angel Magaña FuentesÎncă nu există evaluări
- Sushant School of Art and ArchitectureDocument6 paginiSushant School of Art and Architectureankushsingla.barch21Încă nu există evaluări
- Im Mckxa McquayDocument64 paginiIm Mckxa Mcquaydom007thyÎncă nu există evaluări
- Lecture6 PDFDocument9 paginiLecture6 PDFsantanuÎncă nu există evaluări
- Type of Vaults Used: Rectangular Large Span Vault 15m X 8m Resting On Four CornersDocument2 paginiType of Vaults Used: Rectangular Large Span Vault 15m X 8m Resting On Four CornersHarshali PatilÎncă nu există evaluări
- Homemade Air ConditionerDocument10 paginiHomemade Air ConditionerpanchoganchoÎncă nu există evaluări
- Hands-On Workshop Manual On Etabs: BY4 D DesignDocument18 paginiHands-On Workshop Manual On Etabs: BY4 D DesignEr Prakhar Pagaria JainÎncă nu există evaluări
- IRC-78-2014 Standard Specifications and Code of Practice For Road Bridges, Section VII - Foundations and Substructure (Revised Edition)Document100 paginiIRC-78-2014 Standard Specifications and Code of Practice For Road Bridges, Section VII - Foundations and Substructure (Revised Edition)Saroon Afshan76% (29)
- Shell Balances in Fluid Mechanics PDFDocument12 paginiShell Balances in Fluid Mechanics PDFgoogley71Încă nu există evaluări
- JEE Physics AalneDocument1 paginăJEE Physics AalneJUBIÎncă nu există evaluări
- L (73) 25 Unit Type 'G' Typical Kitchen Elevation (Option 02)Document1 paginăL (73) 25 Unit Type 'G' Typical Kitchen Elevation (Option 02)Jeremiah MangeniÎncă nu există evaluări
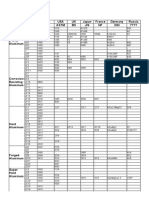
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Document2 paginiChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111Încă nu există evaluări
- U 12 CatDocument1 paginăU 12 CatNicolas AguilarÎncă nu există evaluări
- Act.6, Heat and MassDocument13 paginiAct.6, Heat and Massyessa gamuedaÎncă nu există evaluări
- What Is A Slab? 2. Two Types of SlabDocument18 paginiWhat Is A Slab? 2. Two Types of SlabCian ChanÎncă nu există evaluări
- Simple Connections in Steel StructuresDocument13 paginiSimple Connections in Steel StructuresSetup ComputerÎncă nu există evaluări
- Lab ManualDocument10 paginiLab ManualKen MakÎncă nu există evaluări
- Pipe Friction ExperimentDocument4 paginiPipe Friction ExperimentRufus ChengÎncă nu există evaluări
- Lecture 02-Design of Singly Reinforced Beam in FlexureDocument34 paginiLecture 02-Design of Singly Reinforced Beam in FlexureOsamaZaid100% (2)
- Pressure Testing Procedures for Refinery EquipmentDocument8 paginiPressure Testing Procedures for Refinery EquipmentsajiÎncă nu există evaluări
- BOMA BESt Questionnaire Light IndustrialDocument43 paginiBOMA BESt Questionnaire Light IndustrialJulio RicardoÎncă nu există evaluări
- FE 3300 The Use of Fans in Pneumatic ConveyingDocument4 paginiFE 3300 The Use of Fans in Pneumatic ConveyingAvery OppegardÎncă nu există evaluări
- Optimal Design of Pole For Solar Wind Hybrid Energy System: Abdur Rafai, Noor Rahman, Syed Atif IqrarDocument15 paginiOptimal Design of Pole For Solar Wind Hybrid Energy System: Abdur Rafai, Noor Rahman, Syed Atif IqrarAnandÎncă nu există evaluări
- UBC ASHRAE Competition Report PDFDocument34 paginiUBC ASHRAE Competition Report PDFmech118100% (1)
- Rolling (Bulk Deformation Process)Document27 paginiRolling (Bulk Deformation Process)Kazal ArefinÎncă nu există evaluări
- Resolve VP ApacDocument20 paginiResolve VP ApacHoang-Vu BuiÎncă nu există evaluări
- ASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsDocument80 paginiASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsJohn Henry Ramos SantosÎncă nu există evaluări
- Chapter 9 - Buckling of ColumnsDocument8 paginiChapter 9 - Buckling of ColumnswinzÎncă nu există evaluări
- Astm F836M-16Document7 paginiAstm F836M-16arcadioscoÎncă nu există evaluări
- PlasticDocument20 paginiPlasticspiraldaoÎncă nu există evaluări