S-ar putea să vă placă și
- High Speed Intelligent Classifier of Tomatoes by Colour, Size and WeightDocument12 paginiHigh Speed Intelligent Classifier of Tomatoes by Colour, Size and Weightjakalae5263Încă nu există evaluări
- Applsci 10 05887 v2Document21 paginiApplsci 10 05887 v2Jose LuisÎncă nu există evaluări
- Evaluation of The Wholesale Market System For Fresh Fruits and Vegetables in Turkey A Case Study From Antalya Metropolitan MunicipalityDocument12 paginiEvaluation of The Wholesale Market System For Fresh Fruits and Vegetables in Turkey A Case Study From Antalya Metropolitan MunicipalityDharshanÎncă nu există evaluări
- Name-WPS OfficeDocument4 paginiName-WPS OfficekomalÎncă nu există evaluări
- Lab Exercise No. 3-WPS OfficeDocument6 paginiLab Exercise No. 3-WPS OfficeDiether DavidÎncă nu există evaluări
- Application of Image Processing in AgricultureDocument10 paginiApplication of Image Processing in AgricultureDamini Jitendra KhachaneÎncă nu există evaluări
- 9.size Classification of Tomato Fruit Using Thresholding, Machine Learning and Deep Learning TechniquesDocument11 pagini9.size Classification of Tomato Fruit Using Thresholding, Machine Learning and Deep Learning TechniquesGodGun ControlÎncă nu există evaluări
- Effect of Edible Coatings, Storage Time and Maturity Stage On Overall Quality of Tomato FruitsDocument11 paginiEffect of Edible Coatings, Storage Time and Maturity Stage On Overall Quality of Tomato FruitsAgus RahmantoÎncă nu există evaluări
- Sensors 18 01333 CompressedDocument16 paginiSensors 18 01333 CompressedJorge Ivan Soto SernaÎncă nu există evaluări
- Crop Report FinalDocument33 paginiCrop Report FinalHimanshu Kaushik100% (2)
- Recommendation System For Improvement in Post Harvesting of Horticulture CropsDocument8 paginiRecommendation System For Improvement in Post Harvesting of Horticulture CropsShivaÎncă nu există evaluări
- Inteligencia ArtificialDocument19 paginiInteligencia ArtificialSebastián Vallejo RangelÎncă nu există evaluări
- Bach Che 2015Document29 paginiBach Che 2015alagar krishna kumarÎncă nu există evaluări
- Computers in Food ProcesingDocument6 paginiComputers in Food ProcesingihtashamÎncă nu există evaluări
- 1final ReportDocument23 pagini1final Reportvinaysy163Încă nu există evaluări
- Advances in Machine Vision Applications For Automatic Inspection and Quality Evaluation of Fruits and VegetablesDocument18 paginiAdvances in Machine Vision Applications For Automatic Inspection and Quality Evaluation of Fruits and VegetablesEdgar RoaÎncă nu există evaluări
- Summary Report of Every Chapter of PLANT DESIGN FOR THE PRODUCTION OF 1800 TONNES OF TOMATO PASTE PER DAY FROM FRESH TOMATOESDocument15 paginiSummary Report of Every Chapter of PLANT DESIGN FOR THE PRODUCTION OF 1800 TONNES OF TOMATO PASTE PER DAY FROM FRESH TOMATOESramesh pokhrelÎncă nu există evaluări
- 1 Haruna Et AlDocument8 pagini1 Haruna Et AlAhmad ZulfaniÎncă nu există evaluări
- Chapter 1Document7 paginiChapter 1marfcelisÎncă nu există evaluări
- Revisão: Visão Computacional Aplicada À Inspeção e Ao Controle Da Qualidade de Frutas e VerdurasDocument19 paginiRevisão: Visão Computacional Aplicada À Inspeção e Ao Controle Da Qualidade de Frutas e VerdurasMichael Pmforever SpÎncă nu există evaluări
- Measurement Automation Strategy Key To Bio-Ethanol Refinery EfficiencyDocument9 paginiMeasurement Automation Strategy Key To Bio-Ethanol Refinery EfficiencykaicyemÎncă nu există evaluări
- Name Netid Group Number: Website Link: Tutorial Details Time Spent On AssignmentDocument11 paginiName Netid Group Number: Website Link: Tutorial Details Time Spent On AssignmentomunomÎncă nu există evaluări
- 1article Azojete Vol 9 1-7Document7 pagini1article Azojete Vol 9 1-7Oyeniyi Samuel KehindeÎncă nu există evaluări
- A, B A C B A D eDocument26 paginiA, B A C B A D eJeffrey YaoÎncă nu există evaluări
- Review of Fruit Grading SystemDocument10 paginiReview of Fruit Grading SystemTanya WilkersonÎncă nu există evaluări
- Crop Recommendation System Using ML Algorithms Final-2Document9 paginiCrop Recommendation System Using ML Algorithms Final-2Dnyaneshwari SalveÎncă nu există evaluări
- Reserch Methodology - 2 PDFDocument14 paginiReserch Methodology - 2 PDFShariful islamÎncă nu există evaluări
- International Journal of Engineering Research and Development (IJERD)Document8 paginiInternational Journal of Engineering Research and Development (IJERD)IJERDÎncă nu există evaluări
- Onion Sorting Machine-ReportDocument43 paginiOnion Sorting Machine-ReportAnonymous qh5UUGT75% (4)
- Ahumada-Villalobos2011 Article ATacticalModelForPlanningThePrDocument20 paginiAhumada-Villalobos2011 Article ATacticalModelForPlanningThePrmaria teresa barriosÎncă nu există evaluări
- SPM Report 16Document5 paginiSPM Report 16Adil AhmadÎncă nu există evaluări
- Case Study - High-Tech FarmingDocument15 paginiCase Study - High-Tech FarmingvaishnaviÎncă nu există evaluări
- Post-Harvest Handling of OrangeDocument9 paginiPost-Harvest Handling of OrangeChu BagunuÎncă nu există evaluări
- Development of A Low Cost Machine Vision System For Sorting of TomatoesDocument8 paginiDevelopment of A Low Cost Machine Vision System For Sorting of TomatoesPhạm QuangÎncă nu există evaluări
- Onions Growth and Development Monitoring System Final PaperDocument29 paginiOnions Growth and Development Monitoring System Final PaperJustine JoyÎncă nu există evaluări
- Iraji 2018Document15 paginiIraji 2018Jose LuisÎncă nu există evaluări
- 2017 Purshase and Storage ModelDocument16 pagini2017 Purshase and Storage ModelMichelle RuizÎncă nu există evaluări
- Miniproject 6Document33 paginiMiniproject 6Bollam Pragnya 518Încă nu există evaluări
- Term PaperDocument10 paginiTerm PaperJerico MagnoÎncă nu există evaluări
- 21A21F0032Document44 pagini21A21F0032Balasatyaappaji99 KurellaÎncă nu există evaluări
- Agricola 2Document5 paginiAgricola 2Mary BolañosÎncă nu există evaluări
- Assessment of 112 Tomato (Solanum Lycopersicum L.) CultivarsDocument9 paginiAssessment of 112 Tomato (Solanum Lycopersicum L.) Cultivarsandrea CamachoÎncă nu există evaluări
- An Optimization Approach For Scheduling Wine Grape HarvestDocument17 paginiAn Optimization Approach For Scheduling Wine Grape Harvestmileva_lukicÎncă nu există evaluări
- 4.1 A Future View of Precision FarmingDocument15 pagini4.1 A Future View of Precision FarmingQiu AnÎncă nu există evaluări
- Crop Recommendation System by Artificial Neural NeDocument18 paginiCrop Recommendation System by Artificial Neural Nesyed21ad067Încă nu există evaluări
- Determinants of Technical Efficiency of Rose Cut-Flower Industries in Oromia Region, EthiopiaDocument8 paginiDeterminants of Technical Efficiency of Rose Cut-Flower Industries in Oromia Region, EthiopiaiisteÎncă nu există evaluări
- Automated Image Capturing System For Deep Learning-Based Tomato Plant Leaf Disease Detection and RecognitionDocument6 paginiAutomated Image Capturing System For Deep Learning-Based Tomato Plant Leaf Disease Detection and RecognitionEdgar AguirreÎncă nu există evaluări
- By-Atul Kumar Singh (27) Nishanth GDocument28 paginiBy-Atul Kumar Singh (27) Nishanth GAtul SinghÎncă nu există evaluări
- Literature Review: Submitted byDocument9 paginiLiterature Review: Submitted bytHe tecHniquEsÎncă nu există evaluări
- Detrmination of Acceptable Firmnes An Color Values of TomatoesDocument5 paginiDetrmination of Acceptable Firmnes An Color Values of TomatoesCatalina Moreno GuarinÎncă nu există evaluări
- Fruit & Vegetable Cleaning, Grading - 10LDocument14 paginiFruit & Vegetable Cleaning, Grading - 10LRENUSREE ENTERPRISESÎncă nu există evaluări
- 21a21f0032 BBDocument47 pagini21a21f0032 BBBalasatyaappaji99 KurellaÎncă nu există evaluări
- Soil Data AnalysisDocument6 paginiSoil Data Analysis20C134-SRIKRISHNA MÎncă nu există evaluări
- Appropriate Technology For Tomato Powder ProductionDocument6 paginiAppropriate Technology For Tomato Powder ProductionInternational Journal of Engineering Inventions (IJEI)Încă nu există evaluări
- 1318 3473 1 PBDocument25 pagini1318 3473 1 PBElysa OktrinaÎncă nu există evaluări
- Career Planning and Management1111Document6 paginiCareer Planning and Management1111David Fluky FlukyÎncă nu există evaluări
- Informacion Del Modelo SIMBA-POPDocument12 paginiInformacion Del Modelo SIMBA-POPJenniffer FloresÎncă nu există evaluări
- Greenhouse Mechanization - State of The Art and Future PerspectiveDocument16 paginiGreenhouse Mechanization - State of The Art and Future PerspectiveamandasilvaamandaÎncă nu există evaluări
- Isaac - Prunning Vs Seed Production - GR1Document4 paginiIsaac - Prunning Vs Seed Production - GR1ADAM ISAACÎncă nu există evaluări
- Certificado de Calidad PernoDocument1 paginăCertificado de Calidad PernoJosé Carlos Camino GonzálezÎncă nu există evaluări
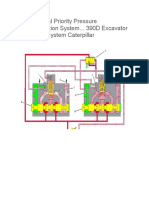
- PPPC Excavator 390d CatDocument4 paginiPPPC Excavator 390d CatJosé Carlos Camino GonzálezÎncă nu există evaluări
- MID 116 - CID 1230 - FMI 03... 793F and 797FDocument1 paginăMID 116 - CID 1230 - FMI 03... 793F and 797FJosé Carlos Camino GonzálezÎncă nu există evaluări
- Design and Development of Waste Sorting MachineDocument5 paginiDesign and Development of Waste Sorting MachineJosé Carlos Camino GonzálezÎncă nu există evaluări
- Pieza Tuberia - SLDPRT Coeficiente de Convección (3) (Re 10, E 0, DT 50 (2) )Document3 paginiPieza Tuberia - SLDPRT Coeficiente de Convección (3) (Re 10, E 0, DT 50 (2) )José Carlos Camino GonzálezÎncă nu există evaluări
- Pieza Tuberia - SLDPRT Coeficiente de Convección (5) (Re 10, E 100, DT 10)Document4 paginiPieza Tuberia - SLDPRT Coeficiente de Convección (5) (Re 10, E 100, DT 10)José Carlos Camino GonzálezÎncă nu există evaluări
- Pd1067 PrimerDocument18 paginiPd1067 PrimerRobert RamirezÎncă nu există evaluări
- Karl Kautsky - Ultra-ImperialismDocument7 paginiKarl Kautsky - Ultra-ImperialismCarlos Serrano FerreiraÎncă nu există evaluări
- Nishant Srivastav IPR Full PaperDocument16 paginiNishant Srivastav IPR Full PaperDIVYANSHI PHOTO STATEÎncă nu există evaluări
- Fish Value ChainDocument79 paginiFish Value Chainziyadh4192Încă nu există evaluări
- Biotech ReportDocument17 paginiBiotech ReportsrushtiÎncă nu există evaluări
- It Depends Upon Type of Tunnel. If Tunnel Is:: - Low - WalkinDocument15 paginiIt Depends Upon Type of Tunnel. If Tunnel Is:: - Low - WalkinHassan KazmiÎncă nu există evaluări
- Case Study Wie PDFDocument13 paginiCase Study Wie PDFVasu AgarwalÎncă nu există evaluări
- Aroma Chemicals, Raw Perfume Materials, Aroma Accords, Perfume IngredientsDocument4 paginiAroma Chemicals, Raw Perfume Materials, Aroma Accords, Perfume Ingredients989849592733% (3)
- China Economy PDFDocument42 paginiChina Economy PDFAbhinav PandeyÎncă nu există evaluări
- 10 Tips For Mowing Your Lawn PerfectlyDocument2 pagini10 Tips For Mowing Your Lawn PerfectlyLifestyle LawnsÎncă nu există evaluări
- Republic Act No. 3844 - Official Gazette of The Republic of The PhilippinesDocument77 paginiRepublic Act No. 3844 - Official Gazette of The Republic of The PhilippinesDarren RuelanÎncă nu există evaluări
- Dan KovichDocument21 paginiDan KovichNational Academies of Science, Engineering, and MedicineÎncă nu există evaluări
- Micro-Scale Vegetable Production and The Rise of MicrogreensDocument14 paginiMicro-Scale Vegetable Production and The Rise of MicrogreensGeorgina539Încă nu există evaluări
- Tle DLLDocument30 paginiTle DLLSherylene Rubi100% (2)
- Agriculture and Chemical CompaniesDocument8 paginiAgriculture and Chemical CompaniesRajiv RanjanÎncă nu există evaluări
- Oil Seed Production in India PDFDocument215 paginiOil Seed Production in India PDFjuliet hatohoÎncă nu există evaluări
- TephritidaeDocument86 paginiTephritidaePABLO FIGUEROA CARDENASÎncă nu există evaluări
- Role of State in The Progress of Indian Cooperative MovementDocument23 paginiRole of State in The Progress of Indian Cooperative MovementNaseem AhmadÎncă nu există evaluări
- Blockchain - Adoption in Agri-Food Industry PDFDocument107 paginiBlockchain - Adoption in Agri-Food Industry PDFSaurabh Jain100% (2)
- Highway Drainage - Lecture Version 073Document179 paginiHighway Drainage - Lecture Version 073Rajesh Khadka67% (3)
- 1 Proposed Settlement Pattern of SimraungadhDocument7 pagini1 Proposed Settlement Pattern of SimraungadhSrijana ShresthaÎncă nu există evaluări
- Land Record Manual 2013Document321 paginiLand Record Manual 2013Paramvir Singh75% (16)
- DocumentDocument7 paginiDocumentJessica Anne SapnoÎncă nu există evaluări
- MECA News Winter 2022Document8 paginiMECA News Winter 2022Middle East Children's AllianceÎncă nu există evaluări
- Caste and Census 1891Document340 paginiCaste and Census 1891रिजु भारतीयन0% (1)
- Conquest Robert - The Harvest of SorrowDocument427 paginiConquest Robert - The Harvest of SorrowBård Brenden83% (6)
- CalabashDocument1 paginăCalabashEli KlouviÎncă nu există evaluări
- Guide To Fair Trade - Green AmericaDocument32 paginiGuide To Fair Trade - Green AmericaSara SmtihÎncă nu există evaluări
- Soneri Bank Internship ReportDocument71 paginiSoneri Bank Internship Reportrumzu100% (1)
- Slavic MagicDocument35 paginiSlavic MagicВладица ВучетићÎncă nu există evaluări