S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- WEF Making Affordable Housing A Reality in Cities ReportDocument60 paginiWEF Making Affordable Housing A Reality in Cities ReportAnonymous XUFoDm6dÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Process ValidationDocument30 paginiProcess ValidationIrfan A. Ahanger100% (2)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
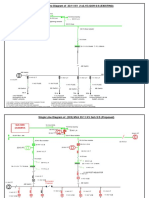
- 33 11KV Substation SLDDocument3 pagini33 11KV Substation SLDRajeshYadav100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Handbook For Cell Culture Basics (Gibco)Document62 paginiHandbook For Cell Culture Basics (Gibco)Cesar PuentesÎncă nu există evaluări
- Dynamic Balancing Machines Measure and Correct UnbalanceDocument9 paginiDynamic Balancing Machines Measure and Correct UnbalanceAmmar Al-Aghbari100% (1)
- Guidances (Drugs) - Drug Master Files - GuidelinesDocument14 paginiGuidances (Drugs) - Drug Master Files - GuidelinesIrfan A. AhangerÎncă nu există evaluări
- KD Engine Specs and Systems GuideDocument72 paginiKD Engine Specs and Systems Guidemoises valenzuela janampaÎncă nu există evaluări
- He - 02 - 2020 PDFDocument92 paginiHe - 02 - 2020 PDFMarco Antonio Guevara MartínezÎncă nu există evaluări
- PAUT Course Material PDFDocument189 paginiPAUT Course Material PDFYassine Koot100% (3)
- 13 - Piping Sample ReportDocument5 pagini13 - Piping Sample ReportS Surya Dharma100% (3)
- The Entrepreneur's Guide To A Biotech StartupDocument98 paginiThe Entrepreneur's Guide To A Biotech StartupGreg HowardÎncă nu există evaluări
- Physics: OxfordDocument224 paginiPhysics: OxfordMusic Life100% (1)
- Building Services AssignmentDocument19 paginiBuilding Services AssignmentRoushell KhanÎncă nu există evaluări
- Irfan CVDocument2 paginiIrfan CVIrfan A. AhangerÎncă nu există evaluări
- Whitepaper What Is ISO 9001 enDocument16 paginiWhitepaper What Is ISO 9001 enIrfan A. AhangerÎncă nu există evaluări
- 1225Document1 pagină1225Irfan A. AhangerÎncă nu există evaluări
- MacConkey AgarDocument3 paginiMacConkey AgarIrfan A. AhangerÎncă nu există evaluări
- DPDocument6 paginiDPIrfan A. AhangerÎncă nu există evaluări
- H NMR LongDocument6 paginiH NMR LongBeauponte Pouky MezonlinÎncă nu există evaluări
- Huawei PI OverviewDocument15 paginiHuawei PI OverviewHdz EdilÎncă nu există evaluări
- Smoke Control: Section 4/chapter 12Document12 paginiSmoke Control: Section 4/chapter 12Ramyaa LakshmiÎncă nu există evaluări
- Compressed Gas Systems: Ee-527: MicrofabricationDocument34 paginiCompressed Gas Systems: Ee-527: MicrofabricationsambasivammeÎncă nu există evaluări
- Kingsmill - Earthing and Lightning Protection 2014 CatalogueDocument96 paginiKingsmill - Earthing and Lightning Protection 2014 CataloguePalma HéctorÎncă nu există evaluări
- Produktkatalog 2019 WebDocument280 paginiProduktkatalog 2019 WebbagastcÎncă nu există evaluări
- Alabama Power Plant The Right Tree in The Right PlaceDocument4 paginiAlabama Power Plant The Right Tree in The Right PlaceAna GoodÎncă nu există evaluări
- CT Essential Products EN PDFDocument159 paginiCT Essential Products EN PDFXavier DomenechÎncă nu există evaluări
- GM ST 382B 85 1985 Light Duty Truck CKGP Series Service Manual 1984 Revision PagesDocument55 paginiGM ST 382B 85 1985 Light Duty Truck CKGP Series Service Manual 1984 Revision PagesBrian NormanÎncă nu există evaluări
- OZM-Katalog 2016Document23 paginiOZM-Katalog 2016Chonk LeeÎncă nu există evaluări
- Atomic Emission SpectrometryDocument21 paginiAtomic Emission SpectrometryArslan Muhammad EjazÎncă nu există evaluări
- CHEMIST LICENSURE EXAM TABLEDocument8 paginiCHEMIST LICENSURE EXAM TABLEJasmin NewÎncă nu există evaluări
- Label Odner BantexDocument4 paginiLabel Odner Bantexdana setiawanÎncă nu există evaluări
- Compare Energy Sources & Their Environmental EffectsDocument2 paginiCompare Energy Sources & Their Environmental Effectsamit shuklaÎncă nu există evaluări
- 10 STD Specifications - Building - 2018 (A1)Document902 pagini10 STD Specifications - Building - 2018 (A1)Logan LiÎncă nu există evaluări
- Bahrain World Trade Center Integrated Wind TurbinesDocument73 paginiBahrain World Trade Center Integrated Wind TurbinesMaisie SuyatÎncă nu există evaluări
- HVTS-70/50: Portable High-Voltage Test SystemDocument2 paginiHVTS-70/50: Portable High-Voltage Test SystemvhendrayawanÎncă nu există evaluări
- Rr312003 Turbo MachineryDocument8 paginiRr312003 Turbo MachinerySrinivasa Rao GÎncă nu există evaluări
- Plastic Road 35pageDocument35 paginiPlastic Road 35pageME A 04 AvisekÎncă nu există evaluări
- Engineer's and Contractor's Sticker DetailsDocument4 paginiEngineer's and Contractor's Sticker DetailssartajÎncă nu există evaluări
- Vietnamese Olympiad English exam passageDocument6 paginiVietnamese Olympiad English exam passageLê Thanh ThảoÎncă nu există evaluări
- An overview of common vehicle indicatorsDocument9 paginiAn overview of common vehicle indicatorsNikhitaÎncă nu există evaluări