S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Basics of Automobiles: EmmisionDocument76 paginiBasics of Automobiles: EmmisionRavindra Joshi100% (1)
- MIP Thickener DesignDocument3 paginiMIP Thickener DesignHatem SalahÎncă nu există evaluări
- Nike Case StudyDocument6 paginiNike Case Studyapi-361156846100% (1)
- Kiln Thruster LogicDocument3 paginiKiln Thruster LogicSameer kumar GOGOI0% (1)
- Cassette y Piso-Techo InverterDocument186 paginiCassette y Piso-Techo InverterDarwin Samir Silva Bautista0% (1)
- Science8 q1 Mod3 Potential-And-kinetic-Energy v2Document23 paginiScience8 q1 Mod3 Potential-And-kinetic-Energy v2Keith Genesis Ruiz AglubaÎncă nu există evaluări
- School Calendar: Queensland State SchoolsDocument1 paginăSchool Calendar: Queensland State Schoolsibnu.asad984Încă nu există evaluări
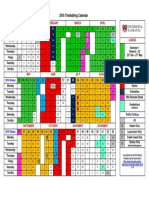
- 2016 Timetabling CalendarDocument1 pagină2016 Timetabling Calendaribnu.asad984Încă nu există evaluări
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pagini2016 Liturgical Calendar: Liturgy Officeibnu.asad984Încă nu există evaluări
- Recomm2015 2016Document2 paginiRecomm2015 2016ibnu.asad984Încă nu există evaluări
- 2016 Monthly CalendarDocument12 pagini2016 Monthly Calendaribnu.asad984Încă nu există evaluări
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pagini2016 Liturgical Calendar: Liturgy Officeibnu.asad984Încă nu există evaluări
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pagini1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Încă nu există evaluări
- 13 BridgeDocument25 pagini13 Bridgeibnu.asad984Încă nu există evaluări
- February 2016: Sun Mon Tue Wed Thu Fri SatDocument1 paginăFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraÎncă nu există evaluări
- Welded Excutive SummDocument36 paginiWelded Excutive Summibnu.asad984Încă nu există evaluări
- Welding Application Spring 2016Document10 paginiWelding Application Spring 2016ibnu.asad984Încă nu există evaluări
- Competitive Programs For CanadaDocument41 paginiCompetitive Programs For Canadaferoz_bilalÎncă nu există evaluări
- Fab-Welding Supervisors and Inspector Dates and InformationDocument2 paginiFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984Încă nu există evaluări
- WeldDocument2 paginiWeldibnu.asad984Încă nu există evaluări
- Tws School CatalogDocument76 paginiTws School Catalogibnu.asad984Încă nu există evaluări
- p24 Course Description Welding Technology Courseplan 2016Document3 paginip24 Course Description Welding Technology Courseplan 2016ibnu.asad984Încă nu există evaluări
- 2016 Training Materials CatalogDocument24 pagini2016 Training Materials Catalogibnu.asad984Încă nu există evaluări
- Highly Competitive Programs Chart 2015-2016Document3 paginiHighly Competitive Programs Chart 2015-2016ibnu.asad984Încă nu există evaluări
- MC2034 Weld Rods - v4Document2 paginiMC2034 Weld Rods - v4ibnu.asad984Încă nu există evaluări
- 2015 Programs Book List PricesDocument13 pagini2015 Programs Book List Pricesibnu.asad984Încă nu există evaluări
- MC2034 Weld Rods - v4Document2 paginiMC2034 Weld Rods - v4ibnu.asad984Încă nu există evaluări
- CCC 2015 2016 Fee ChartDocument5 paginiCCC 2015 2016 Fee Chartibnu.asad984Încă nu există evaluări
- WeldingDocument4 paginiWeldingibnu.asad984Încă nu există evaluări
- 16 17 Dept Flow Charts v2 0Document17 pagini16 17 Dept Flow Charts v2 0ibnu.asad984Încă nu există evaluări
- AWS Weld Symbol ChartDocument1 paginăAWS Weld Symbol ChartExsan OthmanÎncă nu există evaluări
- New Technologies 112515Document29 paginiNew Technologies 112515ibnu.asad984Încă nu există evaluări
- FIEA Events 2016 One Page FlyerDocument1 paginăFIEA Events 2016 One Page Flyeribnu.asad984Încă nu există evaluări
- h2020 wp1617 Fet - enDocument41 paginih2020 wp1617 Fet - enibnu.asad984Încă nu există evaluări
- Gs 16 1 Distributed Ledger TechnologyDocument88 paginiGs 16 1 Distributed Ledger Technologyibnu.asad984Încă nu există evaluări
- Motion in A Plane PDFDocument38 paginiMotion in A Plane PDFaman btechÎncă nu există evaluări
- Data Acquisition TechniquesDocument25 paginiData Acquisition TechniquesZarWinÎncă nu există evaluări
- Article Review CSR 7Document2 paginiArticle Review CSR 7Gwendoline BoucherÎncă nu există evaluări
- Lecture 2Document17 paginiLecture 2Physicist91Încă nu există evaluări
- JEE ChemistryDocument4 paginiJEE Chemistryrjpatil19Încă nu există evaluări
- Samsung LPC 247sm-06sDocument2 paginiSamsung LPC 247sm-06saboalghadbÎncă nu există evaluări
- Model C-30Hdz: Operations & Parts ManualDocument106 paginiModel C-30Hdz: Operations & Parts ManualGerardo MedinaÎncă nu există evaluări
- KSG 5K DMDocument2 paginiKSG 5K DMGirasolar solarÎncă nu există evaluări
- 5.4.1 INV5.4.1HessLawLab - Sem2 2017-HaleemMohamedAli EditDocument7 pagini5.4.1 INV5.4.1HessLawLab - Sem2 2017-HaleemMohamedAli EditHaleem MohamedÎncă nu există evaluări
- Casio Forester 5170Document1 paginăCasio Forester 5170embarerÎncă nu există evaluări
- Split Phase LV5048Document1 paginăSplit Phase LV5048A CermenoÎncă nu există evaluări
- VLSI Design Unit-2 Mosfet TransistorDocument5 paginiVLSI Design Unit-2 Mosfet Transistorselvi0412Încă nu există evaluări
- CIE IGCSE Forces Hookes Law OnlyDocument22 paginiCIE IGCSE Forces Hookes Law Onlyh aÎncă nu există evaluări
- Omnicomm LLS 4 Fuel Level Sensors: User Manual 18.12.2018Document20 paginiOmnicomm LLS 4 Fuel Level Sensors: User Manual 18.12.2018Giovanni QuinteroÎncă nu există evaluări
- Chapter8 PDFDocument54 paginiChapter8 PDFJoseph Constantino T. Fagel JrÎncă nu există evaluări
- SerieAK-2020 GBDocument120 paginiSerieAK-2020 GBAndré SilvaÎncă nu există evaluări
- Chemcad FeaturesDocument39 paginiChemcad FeaturesMOHAMED ESSALHIÎncă nu există evaluări
- The Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineDocument6 paginiThe Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineVinay GowdaÎncă nu există evaluări
- M Arch (LA) PDFDocument27 paginiM Arch (LA) PDFmonsÎncă nu există evaluări
- Pages From 0625 - s16 - QP - 43-10Document2 paginiPages From 0625 - s16 - QP - 43-10lelon ongÎncă nu există evaluări
- Climatronic 1.6 ltr.-74 KW Simos, Engine Code AEH, 1.6 ltr.-74 KW Simos, Engine Code AKL PDFDocument8 paginiClimatronic 1.6 ltr.-74 KW Simos, Engine Code AEH, 1.6 ltr.-74 KW Simos, Engine Code AKL PDFAlex SinatoviciÎncă nu există evaluări
- DS CatalogueDocument6 paginiDS CatalogueDMA ASIAÎncă nu există evaluări
- Our Technology Background Framo Cargo Pumping SystemDocument199 paginiOur Technology Background Framo Cargo Pumping SystemSorescu Radu VasileÎncă nu există evaluări
- Mechanical EngineeringDocument1 paginăMechanical EngineeringManjunatha EikilaÎncă nu există evaluări