S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
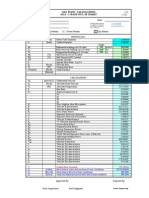
- Gas Flow Calculation Aga - 3 Base On L-10 Chart: U U U C NDocument1 paginăGas Flow Calculation Aga - 3 Base On L-10 Chart: U U U C NDio Masera0% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- ROBOTICS QUESTION BANK Unit I II III& IV BY MAHENDRABABU MEKALA, PBRVITS KAVALIDocument5 paginiROBOTICS QUESTION BANK Unit I II III& IV BY MAHENDRABABU MEKALA, PBRVITS KAVALIMahendra Babu Mekala61% (23)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 18 The Lax Wendroff TechniqueDocument13 pagini18 The Lax Wendroff TechniqueSnehit Sanagar100% (1)
- Thermal ShockDocument6 paginiThermal ShockAndrea CalderaÎncă nu există evaluări
- Failure AnalysisDocument8 paginiFailure AnalysisAndrea CalderaÎncă nu există evaluări
- CrackArrestonBrittleFilm PDFDocument10 paginiCrackArrestonBrittleFilm PDFAndrea CalderaÎncă nu există evaluări
- Engineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderDocument18 paginiEngineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderAndrea CalderaÎncă nu există evaluări
- A Method For Root Cause Analysis With A Bayesian Belief Network and Fuzzy Cognitive Map PDFDocument20 paginiA Method For Root Cause Analysis With A Bayesian Belief Network and Fuzzy Cognitive Map PDFAndrea CalderaÎncă nu există evaluări
- Synthesis, Characterization and Antifungal Activity of Chemically and Fungal Produced Silver NanoparticlesDocument26 paginiSynthesis, Characterization and Antifungal Activity of Chemically and Fungal Produced Silver NanoparticlesAndrea CalderaÎncă nu există evaluări
- EmbritSteamTurbineRotor 1 s2.0Document9 paginiEmbritSteamTurbineRotor 1 s2.0Andrea CalderaÎncă nu există evaluări
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDocument12 paginiFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaÎncă nu există evaluări
- Correlationsbt Charpy Tand Crack Init JintegralconceptsDocument7 paginiCorrelationsbt Charpy Tand Crack Init JintegralconceptsAndrea CalderaÎncă nu există evaluări
- Ductile Brittle TransitionDocument7 paginiDuctile Brittle TransitionAndrea CalderaÎncă nu există evaluări
- Ferrite Morphology and Variations inDocument9 paginiFerrite Morphology and Variations inAndrea CalderaÎncă nu există evaluări
- Degradation Behavior of Epoxy Lining Material Under Corrosive ConditionsDocument9 paginiDegradation Behavior of Epoxy Lining Material Under Corrosive ConditionsAndrea CalderaÎncă nu există evaluări
- Characterization of Silver Flakes Utilized For Isotropic Conductive AdhesivesDocument5 paginiCharacterization of Silver Flakes Utilized For Isotropic Conductive AdhesivesAndrea CalderaÎncă nu există evaluări
- Finite Element Analysis of Composite Overwrapped Pressure Vessel For Hydrogen Storage PDFDocument7 paginiFinite Element Analysis of Composite Overwrapped Pressure Vessel For Hydrogen Storage PDFAndrea CalderaÎncă nu există evaluări
- Design and Optimization of Composite Parts Using Numerical SimulationsDocument6 paginiDesign and Optimization of Composite Parts Using Numerical SimulationsAndrea CalderaÎncă nu există evaluări
- Concurrent Multibody and Finite Element Analysis of The Lower LimbDocument4 paginiConcurrent Multibody and Finite Element Analysis of The Lower LimbAndrea CalderaÎncă nu există evaluări
- Susumu Yasuda - Prediction of LiquefactionDocument64 paginiSusumu Yasuda - Prediction of Liquefactiontedy suristiantoÎncă nu există evaluări
- Six Degrees of Freedom of A Ship's MotionDocument3 paginiSix Degrees of Freedom of A Ship's MotionAhmadreza HelaliÎncă nu există evaluări
- 2018 - 10 - Assistant Engineer (Mechanical) - Fnalanswerkey - Withquestion PDFDocument18 pagini2018 - 10 - Assistant Engineer (Mechanical) - Fnalanswerkey - Withquestion PDFvjtiitÎncă nu există evaluări
- Ujian 1Document16 paginiUjian 1cikgusyaÎncă nu există evaluări
- A New Approach For Coupling External Dynamics and Internal Mechanics in Ship CollisionsDocument23 paginiA New Approach For Coupling External Dynamics and Internal Mechanics in Ship CollisionscaomdÎncă nu există evaluări
- Fluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressureDocument1 paginăFluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressuresolidwormÎncă nu există evaluări
- Work Power EnergyDocument72 paginiWork Power EnergyBuela, Lance GabrielÎncă nu există evaluări
- Validation-Triaxial Test With Hardening Soil Model (2015)Document4 paginiValidation-Triaxial Test With Hardening Soil Model (2015)Geeta JiraliÎncă nu există evaluări
- Moments of ForceDocument4 paginiMoments of ForceCaseyÎncă nu există evaluări
- Compressible Fluids: 2004 Faith A. Morrison, All Rights ReservedDocument5 paginiCompressible Fluids: 2004 Faith A. Morrison, All Rights ReservedcoffewhoreÎncă nu există evaluări
- Module 2 Answered 1Document35 paginiModule 2 Answered 1Ralph A. PastranaÎncă nu există evaluări
- Settlementofshallowfoundation PDFDocument97 paginiSettlementofshallowfoundation PDFZahoor AhmadÎncă nu există evaluări
- Practice FinalDocument26 paginiPractice Finalchaseutd123Încă nu există evaluări
- 9 Class PhysicsDocument222 pagini9 Class PhysicsDauren KamshybekovÎncă nu există evaluări
- Rotor BalancingDocument18 paginiRotor BalancingPrashant PuriÎncă nu există evaluări
- 35+530 - VupDocument27 pagini35+530 - VupPraveen Cyssan0% (1)
- Dr. Sidra Khanam Assistant Professor Department of Mechanical Engineering Aligarh Muslim UniversityDocument33 paginiDr. Sidra Khanam Assistant Professor Department of Mechanical Engineering Aligarh Muslim UniversityAmir Mahmoud Mahdavi Abhari100% (1)
- Physics 712 ND LE1 Stsem 20112012Document12 paginiPhysics 712 ND LE1 Stsem 20112012Alexis Julia CanariaÎncă nu există evaluări
- Asphalt Binder MSCR UpdatedDocument12 paginiAsphalt Binder MSCR Updatedjulio sierra0% (1)
- Parameters Optimum Design For Linear Vibrating ScreenDocument3 paginiParameters Optimum Design For Linear Vibrating Screenlrodriguez_892566Încă nu există evaluări
- Indian Codes - Concrete Design PerDocument7 paginiIndian Codes - Concrete Design Peribrahim100% (1)
- Lead CreepDocument11 paginiLead CreepEamonnSlatteryÎncă nu există evaluări
- Concrete Box Sections Under Biaxial BendDocument4 paginiConcrete Box Sections Under Biaxial Bendwing444Încă nu există evaluări
- Retaining WallDocument58 paginiRetaining WallPradnya Sikachi100% (1)
- Structural Capacities of H-Shaped RC Core Wall Subjected To Lateral Load and Torsion PDFDocument8 paginiStructural Capacities of H-Shaped RC Core Wall Subjected To Lateral Load and Torsion PDFpatricklim1982Încă nu există evaluări
- Placek To TyDocument7 paginiPlacek To TyTymoteusz WowczukÎncă nu există evaluări
- Faustus Teacher GuideDocument14 paginiFaustus Teacher GuideZACHARY DENGÎncă nu există evaluări