S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- How To Defend The Faith Without Raising Your VoiceDocument139 paginiHow To Defend The Faith Without Raising Your VoiceCleber De Souza Cunha100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Secrets of Sexual ExstasyDocument63 paginiSecrets of Sexual Exstasy19LucianÎncă nu există evaluări
- Simple CASC StationsDocument74 paginiSimple CASC Stationssherief marouf100% (2)
- PNFDocument51 paginiPNFMuhamad Hakimi67% (3)
- Deductions From Gross IncomeDocument2 paginiDeductions From Gross Incomericamae saladagaÎncă nu există evaluări
- ICGSE Chemistry Chapter 1 - The Particulate Nature of MatterDocument29 paginiICGSE Chemistry Chapter 1 - The Particulate Nature of MatterVentus TanÎncă nu există evaluări
- Tinh Toan Tang AP Cau Thang - CT Qui LongDocument20 paginiTinh Toan Tang AP Cau Thang - CT Qui Longntt_121987Încă nu există evaluări
- JOHARI Window WorksheetDocument2 paginiJOHARI Window WorksheetAnonymous j9lsM2RBaIÎncă nu există evaluări
- Saa6d107e 1CC S N 26540705 Up - Parts Book Do Motor GD655-5Document164 paginiSaa6d107e 1CC S N 26540705 Up - Parts Book Do Motor GD655-5kit101Încă nu există evaluări
- Cervical Changes During Menstrual Cycle (Photos)Document9 paginiCervical Changes During Menstrual Cycle (Photos)divyanshu kumarÎncă nu există evaluări
- Mold SimulationDocument1 paginăMold SimulationAnonymous kYcX3YENÎncă nu există evaluări
- Cutting OulineDocument1 paginăCutting OulineAnonymous kYcX3YENÎncă nu există evaluări
- Pricelist Produk AlamicoidDocument7 paginiPricelist Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- CuttingDocument1 paginăCuttingAnonymous kYcX3YENÎncă nu există evaluări
- Katalog Produk AlamicoidDocument32 paginiKatalog Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- AssyDocument1 paginăAssyAnonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Biznet Inspire Edisi July 2014Document29 paginiBiznet Inspire Edisi July 2014silver8700Încă nu există evaluări
- Pricelist Produk AlamicoidDocument7 paginiPricelist Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- IHT Process Design Sheet RGBDocument2 paginiIHT Process Design Sheet RGBAnonymous kYcX3YENÎncă nu există evaluări
- Lesson 5 Making Design Changes: SolidworksDocument19 paginiLesson 5 Making Design Changes: Solidworkskijimoshi_777Încă nu există evaluări
- Moldmaking Guide: 1.screw SupplierDocument2 paginiMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENÎncă nu există evaluări
- Katalog Produk AlamicoidDocument32 paginiKatalog Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: 1.the Fixed Side EjectionDocument5 paginiMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENÎncă nu există evaluări
- 16Document22 pagini16Anonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- 29Document6 pagini29Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDocument13 paginiMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENÎncă nu există evaluări
- 23Document6 pagini23Anonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- 19Document20 pagini19Anonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument2 paginiMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
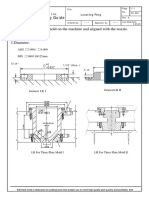
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDocument1 paginăMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- CNC ProgrammingDocument49 paginiCNC Programmingasil_turk100% (6)
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDocument1 paginăMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENÎncă nu există evaluări
- Inside The Earth NotesDocument2 paginiInside The Earth NotesrickaturnerÎncă nu există evaluări
- 2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetDocument2 pagini2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetswainanjanÎncă nu există evaluări
- Contact Point ContoursDocument69 paginiContact Point ContourstarekrabiÎncă nu există evaluări
- TextDocument3 paginiTextKristineÎncă nu există evaluări
- Physio Essay #4Document2 paginiPhysio Essay #4Maria Margarita Chon100% (1)
- Case Study of Flixborough UK DisasterDocument52 paginiCase Study of Flixborough UK Disasteraman shaikhÎncă nu există evaluări
- Untitled Form - Google Forms00Document3 paginiUntitled Form - Google Forms00Ericka Rivera SantosÎncă nu există evaluări
- Hotel ClassificationDocument10 paginiHotel ClassificationRonelyn Boholst100% (1)
- DocumentDocument6 paginiDocumentGlennford Loreto SuyatÎncă nu există evaluări
- Section-A: Terrace Ramp To Basement BalconiesDocument4 paginiSection-A: Terrace Ramp To Basement BalconiesRitikaÎncă nu există evaluări
- NFPA 25 2011 Sprinkler Inspection TableDocument2 paginiNFPA 25 2011 Sprinkler Inspection TableHermes VacaÎncă nu există evaluări
- Dysfunctional Uterine Bleeding (DUB)Document1 paginăDysfunctional Uterine Bleeding (DUB)Bheru LalÎncă nu există evaluări
- Northbrook CollegeDocument10 paginiNorthbrook CollegeDaniyal AsifÎncă nu există evaluări
- Research Essay Final Draft 1Document4 paginiResearch Essay Final Draft 1api-614550036Încă nu există evaluări
- Unit 5.4 - Incapacity As A Ground For DismissalDocument15 paginiUnit 5.4 - Incapacity As A Ground For DismissalDylan BanksÎncă nu există evaluări
- Course Syllabus MGTP 31206 31207Document12 paginiCourse Syllabus MGTP 31206 31207NamitBhasinÎncă nu există evaluări
- Purpose in Life Is A Robust Protective Factor of Reported Cognitive Decline Among Late Middle-Aged Adults: The Emory Healthy Aging StudyDocument8 paginiPurpose in Life Is A Robust Protective Factor of Reported Cognitive Decline Among Late Middle-Aged Adults: The Emory Healthy Aging StudyRaúl AñariÎncă nu există evaluări
- November 2013 (v3) QP - Paper 6 CIE Biology IGCSEDocument12 paginiNovember 2013 (v3) QP - Paper 6 CIE Biology IGCSEAfra AhamedÎncă nu există evaluări
- Windows Perfectpath: Promise Multipath DriverDocument3 paginiWindows Perfectpath: Promise Multipath Driverpd904526Încă nu există evaluări