S-ar putea să vă placă și
- CuttingDocument1 paginăCuttingAnonymous kYcX3YENÎncă nu există evaluări
- 29Document6 pagini29Anonymous kYcX3YENÎncă nu există evaluări
- Cutting OulineDocument1 paginăCutting OulineAnonymous kYcX3YENÎncă nu există evaluări
- AssyDocument1 paginăAssyAnonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Lesson 5 Making Design Changes: SolidworksDocument19 paginiLesson 5 Making Design Changes: Solidworkskijimoshi_777Încă nu există evaluări
- Mold SimulationDocument1 paginăMold SimulationAnonymous kYcX3YENÎncă nu există evaluări
- Pricelist Produk AlamicoidDocument7 paginiPricelist Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- Katalog Produk AlamicoidDocument32 paginiKatalog Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- IHT Process Design Sheet RGBDocument2 paginiIHT Process Design Sheet RGBAnonymous kYcX3YENÎncă nu există evaluări
- Katalog Produk AlamicoidDocument32 paginiKatalog Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Pricelist Produk AlamicoidDocument7 paginiPricelist Produk AlamicoidAnonymous kYcX3YENÎncă nu există evaluări
- Biznet Inspire Edisi July 2014Document29 paginiBiznet Inspire Edisi July 2014silver8700Încă nu există evaluări
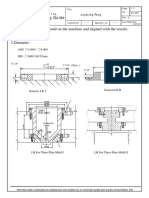
- Moldmaking Guide: 1.the Fixed Side EjectionDocument5 paginiMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- 23Document6 pagini23Anonymous kYcX3YENÎncă nu există evaluări
- 16Document22 pagini16Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- 24Document4 pagini24Anonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDocument13 paginiMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: 1.screw SupplierDocument2 paginiMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument2 paginiMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDocument1 paginăMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking GuideDocument1 paginăMoldmaking GuideAnonymous kYcX3YENÎncă nu există evaluări
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDocument1 paginăMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENÎncă nu există evaluări
- CNC ProgrammingDocument49 paginiCNC Programmingasil_turk100% (6)
- 01Document12 pagini01Anonymous kYcX3YENÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Torta de Riso Business PlanDocument25 paginiTorta de Riso Business PlanSalty lÎncă nu există evaluări
- FINAL Session 3 Specific GuidelinesDocument54 paginiFINAL Session 3 Specific GuidelinesBovelyn Autida-masingÎncă nu există evaluări
- Comparing environmental impacts of clay and asbestos roof tilesDocument17 paginiComparing environmental impacts of clay and asbestos roof tilesGraham LongÎncă nu există evaluări
- Environmental Pollution and Need To Preserve EnvironmentDocument3 paginiEnvironmental Pollution and Need To Preserve EnvironmentLakshmi Devar100% (1)
- Solid Waste On GHG Gas in MalaysiaDocument10 paginiSolid Waste On GHG Gas in MalaysiaOng KaiBoonÎncă nu există evaluări
- Yamaha Stagepas 300Document54 paginiYamaha Stagepas 300Ammar MataradzijaÎncă nu există evaluări
- FINC 301 MQsDocument40 paginiFINC 301 MQsMichael KutiÎncă nu există evaluări
- 132KV Siemens Breaker DrawingDocument13 pagini132KV Siemens Breaker DrawingAnil100% (1)
- List of Registered Architects and Engineers As On 30-08-2010 PDFDocument10 paginiList of Registered Architects and Engineers As On 30-08-2010 PDFSaidhu MuhammedÎncă nu există evaluări
- Crypto Is New CurrencyDocument1 paginăCrypto Is New CurrencyCM-A-12-Aditya BhopalbadeÎncă nu există evaluări
- ENY1-03-0203-M UserDocument101 paginiENY1-03-0203-M UserAnil KumarÎncă nu există evaluări
- ID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFDocument11 paginiID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFAmelia AmelÎncă nu există evaluări
- Adobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ADocument1 paginăAdobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ARd Fgt36% (22)
- Activity Problem Set G4Document5 paginiActivity Problem Set G4Cloister CapananÎncă nu există evaluări
- Approvals Management Responsibilities and Setups in AME.BDocument20 paginiApprovals Management Responsibilities and Setups in AME.BAli LoganÎncă nu există evaluări
- What Is PID - TutorialDocument5 paginiWhat Is PID - Tutorialsocrates19582405Încă nu există evaluări
- Corvette Stingray - Papercraft Sports Car: Food Living Outside Play Technology WorkshopDocument22 paginiCorvette Stingray - Papercraft Sports Car: Food Living Outside Play Technology WorkshopStylus ClearingÎncă nu există evaluări
- SMG Wireless Gateway ManualV2.2.0Document95 paginiSMG Wireless Gateway ManualV2.2.0shahedctgÎncă nu există evaluări
- Ex 1-3 Without OutputDocument12 paginiEx 1-3 Without OutputKoushikÎncă nu există evaluări
- Habawel V Court of Tax AppealsDocument1 paginăHabawel V Court of Tax AppealsPerry RubioÎncă nu există evaluări
- PROTON Preve 2012 On 4 DR Sal 1.6 Premium (CFE) AUTO 138Bhp (A) (04/12-)Document12 paginiPROTON Preve 2012 On 4 DR Sal 1.6 Premium (CFE) AUTO 138Bhp (A) (04/12-)bluhound1Încă nu există evaluări
- COA (Odoo Egypt)Document8 paginiCOA (Odoo Egypt)menams2010Încă nu există evaluări
- Brochure of H1 Series Compact InverterDocument10 paginiBrochure of H1 Series Compact InverterEnzo LizziÎncă nu există evaluări
- Master List of Approved Vendors For Manufacture and Supply of Electrical ItemsDocument52 paginiMaster List of Approved Vendors For Manufacture and Supply of Electrical ItemsBhoopendraÎncă nu există evaluări
- Salesforce Platform Developer 1Document15 paginiSalesforce Platform Developer 1Kosmic PowerÎncă nu există evaluări
- Coronary artery diseases reviewDocument43 paginiCoronary artery diseases reviewKeputrian FKUPÎncă nu există evaluări
- Balance NettingDocument20 paginiBalance Nettingbaluanne100% (1)
- ICT FX4Model FrameworkDocument20 paginiICT FX4Model FrameworkSnowÎncă nu există evaluări
- GPU Programming in MATLABDocument6 paginiGPU Programming in MATLABkhaardÎncă nu există evaluări
- Business Law and The Regulation of Business 12th Edition Mann Test BankDocument25 paginiBusiness Law and The Regulation of Business 12th Edition Mann Test BankElizabethRuizrxka100% (60)