S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- API 570 Mock Exam Closed BookDocument17 paginiAPI 570 Mock Exam Closed Bookaasatti100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Certification Program: Aws - CwiDocument5 paginiCertification Program: Aws - CwiaasattiÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Important - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/sDocument1 paginăImportant - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/saasattiÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Api Exam-Part 2Document2 paginiApi Exam-Part 2aasattiÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- API 570 Exam Publications Effectivity SheetDocument1 paginăAPI 570 Exam Publications Effectivity SheetaasattiÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- API Standards For RefiningDocument3 paginiAPI Standards For Refiningaasatti100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Saudi Aramco NDT Methods Application On Heat ExchangersDocument30 paginiSaudi Aramco NDT Methods Application On Heat Exchangersaasatti100% (1)
- Example of Pipe Wall Thickness CalcDocument1 paginăExample of Pipe Wall Thickness CalcaasattiÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Chapter 4 Transport PhenomenaDocument89 paginiChapter 4 Transport PhenomenaaasattiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Transport Phenomena in Porous Media-2&3-2Document125 paginiTransport Phenomena in Porous Media-2&3-2aasatti100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Dimensional & Material Standards For Piping ComponentsDocument3 paginiDimensional & Material Standards For Piping ComponentsaasattiÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Caesar II Applications GuideDocument308 paginiCaesar II Applications Guidebanjinolimit8299100% (5)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Answer All The Questions: Padge 101 (Eq.3.20)Document4 paginiAnswer All The Questions: Padge 101 (Eq.3.20)aasattiÎncă nu există evaluări
- TTT DiagramDocument1 paginăTTT DiagramaasattiÎncă nu există evaluări
- Regulators 63egDocument20 paginiRegulators 63egAlberto CastellanosÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Kunkle Safety and Relief Products: Technical ReferenceDocument32 paginiKunkle Safety and Relief Products: Technical Referencetuanhiena10Încă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Design Requirements For Pressure Safety Relief ValvesDocument5 paginiDesign Requirements For Pressure Safety Relief Valvesvela vanÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Blackmer TX TXD - ManualDocument12 paginiBlackmer TX TXD - ManualFelipe Ignacio PaillavilÎncă nu există evaluări
- 4416 Product Status Report 19 02 2020Document11 pagini4416 Product Status Report 19 02 2020Maimun maimunÎncă nu există evaluări
- Guideline - document-to-ISO-5149 - Version-1Document12 paginiGuideline - document-to-ISO-5149 - Version-1Dott. Giuseppe MaruzzellaÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- CatalogDocument319 paginiCatalogEki NosaÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- Fuel SystemDocument24 paginiFuel SystemHammad Uddin JamilyÎncă nu există evaluări
- Valves PDFDocument12 paginiValves PDFAnonymous HFIQgANMQÎncă nu există evaluări
- Relief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFDocument7 paginiRelief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFonizuka-t2263Încă nu există evaluări
- 0004 Lesson API RP-576Document65 pagini0004 Lesson API RP-576tayyab aliÎncă nu există evaluări
- 510 Recert. QuizDocument8 pagini510 Recert. QuizAkmal ShauqyÎncă nu există evaluări
- Relief Valve (Line) - Test and Adjust: Shutdown SIS Previous ScreenDocument5 paginiRelief Valve (Line) - Test and Adjust: Shutdown SIS Previous Screenchanlin0% (1)
- Annexure 1 - Technical Bid Analysis For Emergency Relief ValveDocument1 paginăAnnexure 1 - Technical Bid Analysis For Emergency Relief ValveNikhil KarkeraÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Neptune 500-E-Series-Product-BulletinDocument4 paginiNeptune 500-E-Series-Product-BulletinMemory CrushÎncă nu există evaluări
- Module 7Document25 paginiModule 7ajmalÎncă nu există evaluări
- Pressure-Relief ValvesDocument11 paginiPressure-Relief ValvesbalaÎncă nu există evaluări
- Assignment 2 Q2Document2 paginiAssignment 2 Q2Johan Aliff0% (1)
- NRC Generic Fundamentals Examination Question Bank - PWR February 2016Document65 paginiNRC Generic Fundamentals Examination Question Bank - PWR February 2016Iqbal HayatkhanÎncă nu există evaluări
- Relief Valve PDFDocument34 paginiRelief Valve PDFThái Mai ĐìnhÎncă nu există evaluări
- SNP2 SpecDocument3 paginiSNP2 Specmanuales100% (1)
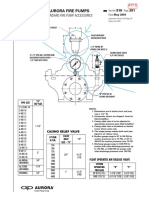
- ATT-3 - Standard Fire Pump AccessoriesDocument1 paginăATT-3 - Standard Fire Pump AccessoriesTolgahan KaradagÎncă nu există evaluări
- Fundaments of Chemical Engineering Process Equipment DesignDocument7 paginiFundaments of Chemical Engineering Process Equipment DesignAgung Priambodho100% (1)
- Bosch Aquastar 125b - LPDocument16 paginiBosch Aquastar 125b - LPSteve RussellÎncă nu există evaluări
- 627 Series Pressure Reducing Regulators BulletinDocument32 pagini627 Series Pressure Reducing Regulators BulletinJonatan Ferney Valenzuela ForeroÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- N-G-HE - 200 - EN Pressure Safety ReliefDocument77 paginiN-G-HE - 200 - EN Pressure Safety ReliefMEGAN ASBROCK100% (1)
- Series 1500/2500 Safety Relief ValvesDocument12 paginiSeries 1500/2500 Safety Relief ValvesSandro ChiliquingaÎncă nu există evaluări
- Selection and Sizing of Pressure Relief ValvesDocument21 paginiSelection and Sizing of Pressure Relief ValvesFaizi RadziÎncă nu există evaluări
- Thermal Relief Valves: From The Automation List Department..Document1 paginăThermal Relief Valves: From The Automation List Department..Sofyan HadiÎncă nu există evaluări
- API 576 Practice Exam QuestionsDocument10 paginiAPI 576 Practice Exam QuestionsMahmoud El Nakeeb100% (1)