S-ar putea să vă placă și
- Actividad de Aprendizaje 1 Evidencia 5: Propuesta ComercialDocument8 paginiActividad de Aprendizaje 1 Evidencia 5: Propuesta ComercialYajaira Ramirez45% (11)
- TDR - Alquiler de CamionetaDocument2 paginiTDR - Alquiler de CamionetaJohn Anthony Borja Rueda100% (2)
- Analisis de Sensibilidad (Trabajo)Document9 paginiAnalisis de Sensibilidad (Trabajo)Frezzia Márquez Charca100% (4)
- Unidad 4. Teoría Clásica de La Administración (Henry Fayol)Document15 paginiUnidad 4. Teoría Clásica de La Administración (Henry Fayol)escueladegobiernoÎncă nu există evaluări
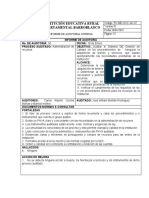
- 07-Formato Informe de AuditoriaDocument2 pagini07-Formato Informe de AuditoriaCarlosCuchiaÎncă nu există evaluări
- 5 Certificacion Ingresos PersonalesV2Document2 pagini5 Certificacion Ingresos PersonalesV2Jorge Horacio SierraÎncă nu există evaluări
- Formato Promesa de Compraventa Torre ADocument16 paginiFormato Promesa de Compraventa Torre AChikoMilanÎncă nu există evaluări
- Antecedentes Historicos de La Seguridad e Higiene IndustrialDocument3 paginiAntecedentes Historicos de La Seguridad e Higiene Industrialnuevofalso13Încă nu există evaluări
- Avance para Protocolo de Investigacion PetDocument5 paginiAvance para Protocolo de Investigacion PetSalvadorAntelyÎncă nu există evaluări
- Plan de Proyecto para Extraccion y Comer PDFDocument10 paginiPlan de Proyecto para Extraccion y Comer PDFSalvadorAntelyÎncă nu există evaluări
- Estructura de Sueldos y Salarios TRABAJODocument7 paginiEstructura de Sueldos y Salarios TRABAJORaulÎncă nu există evaluări
- Referencias de Higiene Uni 5Document3 paginiReferencias de Higiene Uni 5SalvadorAntelyÎncă nu există evaluări
- Higiene Todas Unidades 1 - 7Document172 paginiHigiene Todas Unidades 1 - 7SalvadorAntelyÎncă nu există evaluări
- Planeación de Requerimientos de Materiales MRPDocument11 paginiPlaneación de Requerimientos de Materiales MRPSalvadorAntelyÎncă nu există evaluări
- Antecedentes Historicos de La Seguridad e Higiene IndustrialDocument3 paginiAntecedentes Historicos de La Seguridad e Higiene Industrialnuevofalso13Încă nu există evaluări
- 2 3 Diseno y Seleccion de HerramientasDocument5 pagini2 3 Diseno y Seleccion de HerramientasAnonymous qG6AyKÎncă nu există evaluări
- Marco Legal de Higiene y Seguridad IndustrialDocument15 paginiMarco Legal de Higiene y Seguridad IndustrialSalvadorAntelyÎncă nu există evaluări
- Tipos de TextosDocument2 paginiTipos de TextosSalvadorAntelyÎncă nu există evaluări
- Estres Laboral Tarea Prod. Hum.Document15 paginiEstres Laboral Tarea Prod. Hum.SalvadorAntelyÎncă nu există evaluări
- Herramientas Administrativas 02Document20 paginiHerramientas Administrativas 02SalvadorAntelyÎncă nu există evaluări
- Características de Los Textos Publicitarios 01Document2 paginiCaracterísticas de Los Textos Publicitarios 01SalvadorAntelyÎncă nu există evaluări
- Ejercicios Regresion Lineal SimpleDocument11 paginiEjercicios Regresion Lineal SimpleLesly Leonor Moctezuma VelezÎncă nu există evaluări
- Control EstadisticoDocument10 paginiControl EstadisticoSalvadorAntelyÎncă nu există evaluări
- Campos, Chagala, Antely (Investigacion U3)Document21 paginiCampos, Chagala, Antely (Investigacion U3)SalvadorAntelyÎncă nu există evaluări
- Matriz de Pirorizacion 2Document29 paginiMatriz de Pirorizacion 2Edson Boris Andrade MartinezÎncă nu există evaluări
- Las 9 SDocument13 paginiLas 9 SSalvadorAntelyÎncă nu există evaluări
- Ciclos BiogeoquimicosDocument10 paginiCiclos BiogeoquimicosSalvadorAntelyÎncă nu există evaluări
- Tipos de TextosDocument2 paginiTipos de TextosSalvadorAntelyÎncă nu există evaluări
- Ciclos BiogeoquímicosDocument2 paginiCiclos BiogeoquímicosAguilarjohannaÎncă nu există evaluări
- Herramientas Administrativas 02Document20 paginiHerramientas Administrativas 02SalvadorAntelyÎncă nu există evaluări
- Lista de Cotejo para Evaluar La Lectura en Voz AltaDocument3 paginiLista de Cotejo para Evaluar La Lectura en Voz AltaSalvadorAntelyÎncă nu există evaluări
- Lista de Cotejo para Evaluar La Lectura en Voz AltaDocument3 paginiLista de Cotejo para Evaluar La Lectura en Voz AltaSalvadorAntelyÎncă nu există evaluări
- CuestionarioFIM Y BMDocument3 paginiCuestionarioFIM Y BMJose Angel Alpuche AkeÎncă nu există evaluări
- Acta de DisolucionDocument4 paginiActa de DisolucionERIKAÎncă nu există evaluări
- Matematica FinancieraDocument24 paginiMatematica FinancieraHwang BoÎncă nu există evaluări
- El Desarrollo Del SubdesarrolloDocument3 paginiEl Desarrollo Del SubdesarrolloByron Manuel Chicas MendezÎncă nu există evaluări
- Plantilla FUAA Ilumno 2Document32 paginiPlantilla FUAA Ilumno 2despinel-1Încă nu există evaluări
- Samuel Bazurto - Hoja de Trabajo - 3ro ContabilidadDocument3 paginiSamuel Bazurto - Hoja de Trabajo - 3ro ContabilidadALEXANDRA SAAVEDRAÎncă nu există evaluări
- Mantra EmpresarialDocument9 paginiMantra EmpresarialLucy Medina Rodríguez100% (1)
- Modelos Estados Financieros - NIIF FULLDocument47 paginiModelos Estados Financieros - NIIF FULLsolojesussolojesusÎncă nu există evaluări
- Alcoholes-Química OrgánicaDocument20 paginiAlcoholes-Química OrgánicaclaudiaÎncă nu există evaluări
- Etapa 2 Historia Del SeguroDocument5 paginiEtapa 2 Historia Del SeguroXndreiitx FlorezzÎncă nu există evaluări
- Cuestionario Actividad 7Document4 paginiCuestionario Actividad 7Ximena Valor GonzalezÎncă nu există evaluări
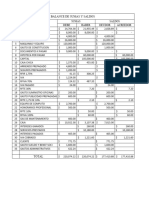
- Informe de Saneamiento Contable1Document10 paginiInforme de Saneamiento Contable1Hunter SamameÎncă nu există evaluări
- Informes de Gestión LogisticaDocument44 paginiInformes de Gestión LogisticaDenis AlvaÎncă nu există evaluări
- Presupuesto (Conceptos Básicos) - PDFDocument44 paginiPresupuesto (Conceptos Básicos) - PDFJonathan GuillermoÎncă nu există evaluări
- Andon 2Document21 paginiAndon 2Ariel Lopez Calderon100% (1)
- Descripción Del Proceso ProductivoDocument7 paginiDescripción Del Proceso ProductivoKrl TrimoÎncă nu există evaluări
- Caso LenovoDocument2 paginiCaso LenovoCarlos MatuteÎncă nu există evaluări
- INFORME #003 INFORME FINANCIERO SetiembreDocument3 paginiINFORME #003 INFORME FINANCIERO SetiembreRiver Quispe SurcoÎncă nu există evaluări
- Formulacion Organica PDFDocument26 paginiFormulacion Organica PDFRuth Cáceres MamaniÎncă nu există evaluări
- Taller de Normas Contables Internacionales (NIIF) - 1º ParteDocument40 paginiTaller de Normas Contables Internacionales (NIIF) - 1º ParteComisión de Jóvenes Profesionales100% (3)
- Por Qué Se Invierte y Por Qué Son Necesarios Los ProyectosDocument4 paginiPor Qué Se Invierte y Por Qué Son Necesarios Los Proyectosalexaiida100% (7)
- Actividad 1 Manufactura EsbeltaDocument7 paginiActividad 1 Manufactura EsbeltaRodrigo AlejandroÎncă nu există evaluări
- La Ley de Libertad de Contratos de 1834Document1 paginăLa Ley de Libertad de Contratos de 1834katsuke2150% (2)
- Caso - OEEDocument5 paginiCaso - OEEHéctor Collins Mauricio Valdez0% (1)
- Costo y Fijacion de PreciosDocument4 paginiCosto y Fijacion de PreciosJose Luis GonzalesÎncă nu există evaluări