S-ar putea să vă placă și
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988De la EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockÎncă nu există evaluări
- Question On Jacket PipingDocument2 paginiQuestion On Jacket PipingleimagnoudÎncă nu există evaluări
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDe la EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahÎncă nu există evaluări
- Jacketed PipingDocument4 paginiJacketed Pipingข้าวเม่า ทอดÎncă nu există evaluări
- Requirement For Branch Connection at Flare HeaderDocument3 paginiRequirement For Branch Connection at Flare Headergpskumar22Încă nu există evaluări
- Isometrics For Jacketed Piping SymbolsDocument1 paginăIsometrics For Jacketed Piping SymbolsQiuniuÎncă nu există evaluări
- Valve Philosophy Valve Application GeneralDocument3 paginiValve Philosophy Valve Application GeneralWade ColemanÎncă nu există evaluări
- Hot Oil SystemDocument20 paginiHot Oil SystemMohamad PizulÎncă nu există evaluări
- Saes L 140 PDFDocument13 paginiSaes L 140 PDFsamsurendran_mech4020Încă nu există evaluări
- Pressure Relief Valves PDFDocument6 paginiPressure Relief Valves PDFroyert80Încă nu există evaluări
- Double Block and Bleed With Ultra-Low Emission Options: Catalog 4190-FPDocument17 paginiDouble Block and Bleed With Ultra-Low Emission Options: Catalog 4190-FPAnandÎncă nu există evaluări
- Jacketed Ball Valves LeafletDocument2 paginiJacketed Ball Valves LeafletSherif EltoukhiÎncă nu există evaluări
- Piping Plan Pocket PalDocument66 paginiPiping Plan Pocket PalmflorespazosÎncă nu există evaluări
- Wake Frequency Calculation: Customer: Tag No: Reference: DateDocument1 paginăWake Frequency Calculation: Customer: Tag No: Reference: DateShakeel AhmedÎncă nu există evaluări
- Distillation Column Nozzle Location Guidelines PDFDocument21 paginiDistillation Column Nozzle Location Guidelines PDFShyam MurugesanÎncă nu există evaluări
- 13 Chemetics - Operacional Reliability When Designing For Maintenance PDFDocument49 pagini13 Chemetics - Operacional Reliability When Designing For Maintenance PDFabderrahimnÎncă nu există evaluări
- Jacketed PipesDocument11 paginiJacketed PipesvuongÎncă nu există evaluări
- DAM DesuperheaterDocument4 paginiDAM DesuperheaterangeloÎncă nu există evaluări
- (VESBO) Catalog en 100317Document55 pagini(VESBO) Catalog en 100317AnhNguyen100% (1)
- FOAM GLASS UG Piping Insulation Underground BrochureDocument12 paginiFOAM GLASS UG Piping Insulation Underground BrochureSethuraman SaravanakumarÎncă nu există evaluări
- B31.3 Process Piping Course - 06 Flexibility Analysis For IntroDocument10 paginiB31.3 Process Piping Course - 06 Flexibility Analysis For IntroJose BijoyÎncă nu există evaluări
- MOGAS Refining Valve Application GuideDocument28 paginiMOGAS Refining Valve Application Guidecristi_molinsÎncă nu există evaluări
- Oisd STD 118Document27 paginiOisd STD 118Vivek MÎncă nu există evaluări
- Wavistrong Product CatalogueDocument114 paginiWavistrong Product CatalogueBINODH DÎncă nu există evaluări
- Temp StrainersDocument12 paginiTemp StrainersRahul Lavand100% (1)
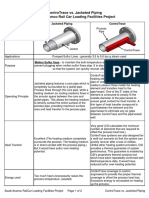
- ControTrace Benefits SummaryDocument2 paginiControTrace Benefits SummaryJoeÎncă nu există evaluări
- Load CasesDocument15 paginiLoad CasesVishnu Menon100% (1)
- 24-Inch X 94km OGGS Pipeline Start-Up Procedure - C02Document5 pagini24-Inch X 94km OGGS Pipeline Start-Up Procedure - C02Ubong P. EffiongÎncă nu există evaluări
- ClydeBergemannSootblowers PrinceGeorge06Document36 paginiClydeBergemannSootblowers PrinceGeorge06Arun YogaÎncă nu există evaluări
- NL-WI-236-04 Nozzle Loads EquipmentDocument3 paginiNL-WI-236-04 Nozzle Loads EquipmentChirag ShahÎncă nu există evaluări
- Spring - Hanger - Basic PSA Inc PDFDocument26 paginiSpring - Hanger - Basic PSA Inc PDFViji SvrÎncă nu există evaluări
- SulphurDocument3 paginiSulphurbonda_gtvÎncă nu există evaluări
- STD 111Document25 paginiSTD 111Sanjay Patel0% (1)
- Avk Saudi National Price ListDocument46 paginiAvk Saudi National Price Listjanpaul2481Încă nu există evaluări
- Basis For Deciding Stress Critical LinesDocument3 paginiBasis For Deciding Stress Critical LinesRomner Cordova100% (1)
- Lessons Learned-FINAL-NEW PDFDocument8 paginiLessons Learned-FINAL-NEW PDFImtinan MohsinÎncă nu există evaluări
- Vent Tip Info Sheet SDocument1 paginăVent Tip Info Sheet SabsahkahÎncă nu există evaluări
- OISD Tank Farm Rules The Piping Engineering WorldDocument1 paginăOISD Tank Farm Rules The Piping Engineering Worldrenger20150303Încă nu există evaluări
- PipingDocument4 paginiPipingramthecharm_46098467Încă nu există evaluări
- Sharing Session Piping Material - Flame ArrestorDocument18 paginiSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaÎncă nu există evaluări
- Diaphragm Elimination Using Taper-Lok - NPRADocument11 paginiDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditÎncă nu există evaluări
- Pressure Vessel RulesDocument15 paginiPressure Vessel RulesnirmalÎncă nu există evaluări
- Flare Line Stress AnalysisDocument7 paginiFlare Line Stress Analysisdhurjatibhutesh100% (1)
- G3ir 1000 25 SP 9001 - R1Document72 paginiG3ir 1000 25 SP 9001 - R1Ramu NallathambiÎncă nu există evaluări
- Thermal Design Considerations For Centrifugal Compressor Piping SystemsDocument5 paginiThermal Design Considerations For Centrifugal Compressor Piping SystemsSerge Rinaudo100% (1)
- Pi Ups 1007Document30 paginiPi Ups 1007JOEL ARNAO CORTEGANAÎncă nu există evaluări
- Gasket, Gland Packing & ElastomersDocument12 paginiGasket, Gland Packing & ElastomersJaveed A. KhanÎncă nu există evaluări
- April04-Pump Maintenance Too HighDocument8 paginiApril04-Pump Maintenance Too Highho-faÎncă nu există evaluări
- Mergedpdf22 160531132349Document65 paginiMergedpdf22 160531132349RamziAhmedÎncă nu există evaluări
- B31.3 Process Piping Course - 15 Nonmetallic PipingDocument0 paginiB31.3 Process Piping Course - 15 Nonmetallic PipingAxel MoorÎncă nu există evaluări
- Unit Plot PlanDocument1 paginăUnit Plot PlanSuryakantKolekarÎncă nu există evaluări
- Pipelines InstallationDocument24 paginiPipelines InstallationNoor Azreen100% (1)
- Guided Cantilever Method Example - Google SearchDocument2 paginiGuided Cantilever Method Example - Google Searchgodofredo dumaliÎncă nu există evaluări
- Calgary 2011 Nozzle Loads PresentationDocument10 paginiCalgary 2011 Nozzle Loads PresentationpexyÎncă nu există evaluări
- ControTrace Benefits SummaryDocument2 paginiControTrace Benefits SummaryYoung-seok Hwang100% (1)
- Conduction Tracing Versus Steam Jacketing 6-23-02Document5 paginiConduction Tracing Versus Steam Jacketing 6-23-02David FonsecaÎncă nu există evaluări
- ControHeat Vs Jacketed Valve En, KRDocument4 paginiControHeat Vs Jacketed Valve En, KRYoung-seok HwangÎncă nu există evaluări
- Efficient Steam Distribution SystemDocument8 paginiEfficient Steam Distribution Systempavan_chinta_2Încă nu există evaluări
- Steam Blowing: Technical BulletinDocument3 paginiSteam Blowing: Technical BulletinCartila MawratiÎncă nu există evaluări
- SL - VD4-AF (EN) - ABB Frequent VCBDocument19 paginiSL - VD4-AF (EN) - ABB Frequent VCBYoung-seok HwangÎncă nu există evaluări
- Q ONE BrochureDocument8 paginiQ ONE BrochureYoung-seok HwangÎncă nu există evaluări
- (YOKOGAWA) VM EMS Introduction R0Document15 pagini(YOKOGAWA) VM EMS Introduction R0Young-seok HwangÎncă nu există evaluări
- Electric Power Technical Standards (2004)Document523 paginiElectric Power Technical Standards (2004)Montree SupaphobÎncă nu există evaluări
- Data Sheet FIAMM 12SLA80LDocument1 paginăData Sheet FIAMM 12SLA80LYoung-seok HwangÎncă nu există evaluări
- Skin Effect Current Tracing - Installation Manual PDFDocument27 paginiSkin Effect Current Tracing - Installation Manual PDFYoung-seok HwangÎncă nu există evaluări
- System Configuration (FOC Temp Monitoring)Document1 paginăSystem Configuration (FOC Temp Monitoring)Young-seok HwangÎncă nu există evaluări
- Installation and Maintenance Dry Type TransformerDocument2 paginiInstallation and Maintenance Dry Type TransformerYoung-seok HwangÎncă nu există evaluări
- 151009 Load Bank 카다로그 LPH100-Bull428Document2 pagini151009 Load Bank 카다로그 LPH100-Bull428Young-seok HwangÎncă nu există evaluări
- switchrack 참고도면 PDFDocument19 paginiswitchrack 참고도면 PDFYoung-seok HwangÎncă nu există evaluări
- ControHeat Vs Jacketed Valve En, KRDocument4 paginiControHeat Vs Jacketed Valve En, KRYoung-seok HwangÎncă nu există evaluări
- ControTrace Benefits SummaryDocument2 paginiControTrace Benefits SummaryYoung-seok Hwang100% (1)
- Bof ControlDocument46 paginiBof ControlYoung-seok HwangÎncă nu există evaluări
- Basic Earned Value Management For Program ManagersDocument131 paginiBasic Earned Value Management For Program ManagersYoung-seok HwangÎncă nu există evaluări
- Skin Effect Current Tracing - Installation ManualDocument27 paginiSkin Effect Current Tracing - Installation ManualYoung-seok HwangÎncă nu există evaluări
- switch rack 참고도면Document19 paginiswitch rack 참고도면Young-seok Hwang100% (1)
- Project Execution Plan: Waste Management DivisionDocument44 paginiProject Execution Plan: Waste Management DivisionYoung-seok HwangÎncă nu există evaluări
- Standard Org Chart & Role DescriptionsDocument15 paginiStandard Org Chart & Role DescriptionsYoung-seok HwangÎncă nu există evaluări
- Projects List: Mechanical EngineeringDocument4 paginiProjects List: Mechanical EngineeringNaga KiranÎncă nu există evaluări
- Least Cost PathDocument29 paginiLeast Cost PathGaneshan ParamathmaÎncă nu există evaluări
- Calculating MagnificaitonDocument3 paginiCalculating MagnificaitonShruthi Yalamalli ArunÎncă nu există evaluări
- Chem Lab 12 IndicatorsDocument2 paginiChem Lab 12 IndicatorsZaleÎncă nu există evaluări
- Modeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmDocument8 paginiModeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmJen ChavezÎncă nu există evaluări
- Shadan Zolghani - 9 Ag Displacement and VelocityDocument12 paginiShadan Zolghani - 9 Ag Displacement and Velocityapi-531290004Încă nu există evaluări
- Bio Well InformationDocument5 paginiBio Well InformationPradyuman PatelÎncă nu există evaluări
- FiltrationDocument15 paginiFiltrationDominador Velasco jr100% (2)
- BBS10 PPT MTB Ch04 ProbabiltyDocument37 paginiBBS10 PPT MTB Ch04 ProbabiltyAgenttZeeroOutsiderÎncă nu există evaluări
- The Andromedan Compendium - 7bDocument10 paginiThe Andromedan Compendium - 7bAnonymous XSNBQQ4yÎncă nu există evaluări
- Isolation and Purification of AlkaloidsDocument14 paginiIsolation and Purification of AlkaloidsLuděk SpurnýÎncă nu există evaluări
- B Tech ECE Courses NBADocument4 paginiB Tech ECE Courses NBAPratyush ChauhanÎncă nu există evaluări
- Kobold Flow SensorDocument4 paginiKobold Flow SensorjilaypandyaÎncă nu există evaluări
- D and F Block Elements-1Document12 paginiD and F Block Elements-1ilias1973Încă nu există evaluări
- Backend Physical Design InterviewDocument10 paginiBackend Physical Design InterviewRohith Raj50% (2)
- Quiz 3 For CHM 520: JK 92 S JK 67 SDocument15 paginiQuiz 3 For CHM 520: JK 92 S JK 67 SnotmeÎncă nu există evaluări
- A1040 MiraDocument4 paginiA1040 MiramichelditommasoÎncă nu există evaluări
- NA Curve FittingDocument31 paginiNA Curve FittingRadwan HammadÎncă nu există evaluări
- Unijin Pressure Gauge p258Document2 paginiUnijin Pressure Gauge p258Nguyễn Đăng PhúcÎncă nu există evaluări
- XRSIM Lessons - Student PacketDocument59 paginiXRSIM Lessons - Student PacketWilliam Pinto HernándezÎncă nu există evaluări
- Fsec CR 1537 05Document613 paginiFsec CR 1537 05Amber StrongÎncă nu există evaluări
- Hypocycloid - AnimatedDocument29 paginiHypocycloid - AnimatedJairus SamuelÎncă nu există evaluări
- Indian Standard: Specificati-OnDocument14 paginiIndian Standard: Specificati-On661982Încă nu există evaluări
- Mustang Timing Belts D e 0616Document50 paginiMustang Timing Belts D e 0616xyz008Încă nu există evaluări
- Advanced Communication LaboratoryDocument5 paginiAdvanced Communication LaboratoryJose DahlsonÎncă nu există evaluări
- Bed Plate Main Engine BedplateDocument52 paginiBed Plate Main Engine BedplateSuhas KassaÎncă nu există evaluări
- Constant Effort SupportsDocument31 paginiConstant Effort SupportsKen SidhartaÎncă nu există evaluări
- Sieve Analysis of Soil: By: Muhammad Firdaus, ST, MTDocument12 paginiSieve Analysis of Soil: By: Muhammad Firdaus, ST, MTdaus_parisi100% (1)
- Chul Park The Limits of Two-Temperature ModelDocument13 paginiChul Park The Limits of Two-Temperature ModellazharÎncă nu există evaluări
- Electrical and Electronic Measurements and InstrumentationDocument12 paginiElectrical and Electronic Measurements and InstrumentationKarthik VÎncă nu există evaluări