S-ar putea să vă placă și
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Astm D3262-96Document8 paginiAstm D3262-96anish_am2005Încă nu există evaluări
- Penguard Special: Technical Data SheetDocument5 paginiPenguard Special: Technical Data SheetajuhaseenÎncă nu există evaluări
- Astm F1057Document7 paginiAstm F1057Hernando Andrés Ramírez GilÎncă nu există evaluări
- Protective Coating and Lining Work For Power Generation FacilitiesDocument2 paginiProtective Coating and Lining Work For Power Generation FacilitiesLuizao CabeloÎncă nu există evaluări
- TDS - Emaco S88 PlusDocument2 paginiTDS - Emaco S88 PlusVenkata RaoÎncă nu există evaluări
- Galvosil 15680 Data SheetDocument2 paginiGalvosil 15680 Data Sheetn00b1810Încă nu există evaluări
- Araldite Epoxy Adhesive - 2Document4 paginiAraldite Epoxy Adhesive - 2SatyamEngÎncă nu există evaluări
- Data Sheet Proguard CN 200 A.SDocument3 paginiData Sheet Proguard CN 200 A.SAlexir Thatayaone NdovieÎncă nu există evaluări
- Sspc-Pa2 PDFDocument13 paginiSspc-Pa2 PDFEdgarDavidDiazCamposÎncă nu există evaluări
- AS 3894-3 Method 3 Dry-Film-ThicknessDocument29 paginiAS 3894-3 Method 3 Dry-Film-Thicknessjonathan nachiroÎncă nu există evaluări
- Astm D 3159 - 04Document5 paginiAstm D 3159 - 04phaindikaÎncă nu există evaluări
- ASTM D3299 Tanques Fabricados em Fibra de VidroDocument17 paginiASTM D3299 Tanques Fabricados em Fibra de VidroAugusto André100% (1)
- D1414-22 9.02 Standard Test Methods For Rubber O-RingsDocument24 paginiD1414-22 9.02 Standard Test Methods For Rubber O-RingsHamidreza AraghianÎncă nu există evaluări
- Proceq Equotip 2 Operator ManualDocument35 paginiProceq Equotip 2 Operator ManualAzee TitouÎncă nu există evaluări
- C240Document4 paginiC240BeymerBustamanteMejía100% (1)
- D1330.17885-1 - Vol. 09.02Document2 paginiD1330.17885-1 - Vol. 09.02Jignesh TrivediÎncă nu există evaluări
- Conder Separator Brochure NewDocument8 paginiConder Separator Brochure Newednavilod100% (1)
- Regulation establishes rules for plastic food contact materialsDocument132 paginiRegulation establishes rules for plastic food contact materialssynergicxÎncă nu există evaluări
- Hi - Temp 900Document5 paginiHi - Temp 900bhavesh solankiÎncă nu există evaluări
- 68 25 Haze Gard I PDFDocument6 pagini68 25 Haze Gard I PDFshubhendra mishraaÎncă nu există evaluări
- DC 781 Acetoxy SealantDocument3 paginiDC 781 Acetoxy SealantL.S.Încă nu există evaluări
- Iso 178 - 2001Document8 paginiIso 178 - 2001ANKUSHÎncă nu există evaluări
- What marks are shown on the head of a boltDocument3 paginiWhat marks are shown on the head of a bolttanujaayerÎncă nu există evaluări
- Resin R3X1050S - Material Safety Data Sheet - Part ADocument5 paginiResin R3X1050S - Material Safety Data Sheet - Part ARavie OuditÎncă nu există evaluări
- Fibre Reinforced Plastics 124Document6 paginiFibre Reinforced Plastics 124RajaramÎncă nu există evaluări
- ISO 8510-2 - Adhesives Peel Test For A Flexible-Bonded-To-Rigid Test Specimen Assembly 180° Peel 12-1-2006Document12 paginiISO 8510-2 - Adhesives Peel Test For A Flexible-Bonded-To-Rigid Test Specimen Assembly 180° Peel 12-1-2006axeldanyÎncă nu există evaluări
- Asphalt-Rubber Binder: Standard Specification ForDocument4 paginiAsphalt-Rubber Binder: Standard Specification FordsamotoÎncă nu există evaluări
- BS 5480-2 (1982) Design and Performance RequirementsDocument24 paginiBS 5480-2 (1982) Design and Performance RequirementsGregory Simmon100% (1)
- Astm G6Document5 paginiAstm G6Oscar Perez Yara100% (1)
- MK - Astm D 7136Document16 paginiMK - Astm D 7136Winswept100% (1)
- CW4Document19 paginiCW4Steve Cowan100% (1)
- POLYPOXY-NF Technical Data SheetDocument2 paginiPOLYPOXY-NF Technical Data SheetCommando crawlerÎncă nu există evaluări
- Astm D-4214Document4 paginiAstm D-4214Ahmad RoyaniÎncă nu există evaluări
- ASTMDocument7 paginiASTMMarko's Brazon'Încă nu există evaluări
- Sist en 312 2011Document10 paginiSist en 312 2011shiv kumarÎncă nu există evaluări
- Astm D4385-10Document7 paginiAstm D4385-10roshniÎncă nu există evaluări
- ASTM G14 - 04 (Reapproved 2010)Document6 paginiASTM G14 - 04 (Reapproved 2010)Sofia YuliÎncă nu există evaluări
- FT-IR Fingerprinting of A Non-Aqueous Liquid Paint As Supplied in The Manufacturer's ContainerDocument6 paginiFT-IR Fingerprinting of A Non-Aqueous Liquid Paint As Supplied in The Manufacturer's ContainerJuan F Alvarez100% (1)
- A780 PDFDocument3 paginiA780 PDFMauricio Adame100% (1)
- Polythionic Acid Stress Corrosion CrackingDocument3 paginiPolythionic Acid Stress Corrosion Crackingvajidqc100% (1)
- HEMPEL'S URETHANE 5595U High Gloss Protective CoatingDocument2 paginiHEMPEL'S URETHANE 5595U High Gloss Protective CoatingFreddy Carl FredricksenÎncă nu există evaluări
- ASTM E1132-99aDocument27 paginiASTM E1132-99aOmar Bellido ValenciaÎncă nu există evaluări
- IGN 4-01-03 31 October 2015 PDFDocument35 paginiIGN 4-01-03 31 October 2015 PDFGradinariu IonutÎncă nu există evaluări
- 3 6077 RTVDocument2 pagini3 6077 RTVgkretroÎncă nu există evaluări
- Abrasion TaberDocument2 paginiAbrasion TaberDiego Fernado AvendañoÎncă nu există evaluări
- Certificate of Analysis: National Institute of Standards & TechnologyDocument3 paginiCertificate of Analysis: National Institute of Standards & Technologylehdruk7100Încă nu există evaluări
- Astm D4417Document3 paginiAstm D4417claudiaÎncă nu există evaluări
- Flange Face Surface FinishDocument2 paginiFlange Face Surface FinishJoel Ashley D'SouzaÎncă nu există evaluări
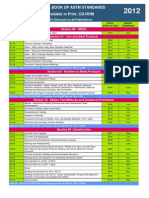
- Astm2012 PDFDocument3 paginiAstm2012 PDFRiyas UdheenÎncă nu există evaluări
- Surface Preparation StandardDocument5 paginiSurface Preparation StandardKarthikeyan ShanmugavelÎncă nu există evaluări
- Report - Epo-Chem RA 500M - MarineDocument38 paginiReport - Epo-Chem RA 500M - MarineMullah FassudinÎncă nu există evaluări
- Astm D5199-01Document4 paginiAstm D5199-01thaiduyduc123Încă nu există evaluări
- Din 50018 Sulfur Dioxide Corrosion TestDocument3 paginiDin 50018 Sulfur Dioxide Corrosion TestJoao Pedro Rendeiro Correia de SousaÎncă nu există evaluări
- Fenomastic Hygiene Emulsion SilkDocument4 paginiFenomastic Hygiene Emulsion Silkمحمد عزتÎncă nu există evaluări
- Impact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForDocument6 paginiImpact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForElif SarıoğluÎncă nu există evaluări
- Sikaproof Membrane: Safety Data SheetDocument6 paginiSikaproof Membrane: Safety Data SheetSamuel CastilloÎncă nu există evaluări
- BS 2782-10 Method 1005 1977Document13 paginiBS 2782-10 Method 1005 1977Yaser ShabasyÎncă nu există evaluări
- FDA Sterile Product Manufacturing GuidelinesDocument63 paginiFDA Sterile Product Manufacturing GuidelinesSmartishag Bediako100% (2)
- V BuilderDocument271 paginiV Buildershamu081Încă nu există evaluări
- Energy-efficient cleanrooms - reducing consumption through analysisDocument11 paginiEnergy-efficient cleanrooms - reducing consumption through analysisshamu081Încă nu există evaluări
- 5 Language Ideology in The Discourse of Popular Culture PDFDocument3 pagini5 Language Ideology in The Discourse of Popular Culture PDFshamu081Încă nu există evaluări
- Karl MarxDocument5 paginiKarl Marxshamu081Încă nu există evaluări
- ElsafeDocument324 paginiElsafenavinchopra1986Încă nu există evaluări
- National Women Development Policy 2011, BangladeshDocument27 paginiNational Women Development Policy 2011, BangladeshMehzabin Ahmed Simi100% (6)
- Energy-efficient cleanrooms - reducing consumption through analysisDocument11 paginiEnergy-efficient cleanrooms - reducing consumption through analysisshamu081Încă nu există evaluări
- White Paper Autoclave ValidationDocument12 paginiWhite Paper Autoclave ValidationAjay KumarÎncă nu există evaluări
- C ProgrammingDocument152 paginiC Programmingjeeboomba98% (88)
- Inside our cells: A journey from DNA to proteinsDocument9 paginiInside our cells: A journey from DNA to proteinsshamu081Încă nu există evaluări
- UPS System Selection, Installation, andDocument139 paginiUPS System Selection, Installation, andHussainÎncă nu există evaluări
- Clean Room PharmaDocument39 paginiClean Room PharmadurbcomsonoÎncă nu există evaluări
- A Guide To Lead Acid BatteriesDocument10 paginiA Guide To Lead Acid Batteriesgnpr_1010Încă nu există evaluări
- Nash EquilibriumDocument3 paginiNash EquilibriumMAVillarÎncă nu există evaluări
- Process Plant Piping OverviewDocument133 paginiProcess Plant Piping Overviewskdalalsin100% (8)
- 8 en Symbol PagesDocument6 pagini8 en Symbol Pagesshamu081Încă nu există evaluări
- Abb Part11Document12 paginiAbb Part11ruggy_646037Încă nu există evaluări
- 10 SafeWorkPractices.1Document13 pagini10 SafeWorkPractices.1shamu081Încă nu există evaluări
- Beginners Guide To CorrosionDocument10 paginiBeginners Guide To Corrosionshamu081Încă nu există evaluări
- HydrometerDocument6 paginiHydrometershamu081Încă nu există evaluări
- Vacuum HistoryDocument10 paginiVacuum Historyshamu081Încă nu există evaluări