S-ar putea să vă placă și
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringDe la EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringEvaluare: 5 din 5 stele5/5 (3)
- Air Classifier ArticleDocument16 paginiAir Classifier ArticlePeyman KhÎncă nu există evaluări
- Air Classifier ArticleDocument16 paginiAir Classifier ArticleHemanth KumarÎncă nu există evaluări
- Mechanical Centrifugal Air ClassifiersDocument3 paginiMechanical Centrifugal Air ClassifiersBramJanssen76Încă nu există evaluări
- Filter & Size ReductionDocument20 paginiFilter & Size ReductionMuhammad Putra RamadhanÎncă nu există evaluări
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Document11 paginiCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Încă nu există evaluări
- Lecture-4-Industrial Screening EquipmentDocument25 paginiLecture-4-Industrial Screening EquipmentDikshithaÎncă nu există evaluări
- Apron Feeder Data SheetDocument1 paginăApron Feeder Data SheetPat AuffretÎncă nu există evaluări
- Air Classifier Zig-ZagDocument51 paginiAir Classifier Zig-ZagNitin PatilÎncă nu există evaluări
- SCREW CONVEYOR Design Speed CalculatorDocument1 paginăSCREW CONVEYOR Design Speed Calculatorozzy22Încă nu există evaluări
- Minerals Processing EngineeringDocument15 paginiMinerals Processing EngineeringMohammad NuruzzamanÎncă nu există evaluări
- Turbo Air Classifier DesignDocument21 paginiTurbo Air Classifier Designnayan patelÎncă nu există evaluări
- Blaz Jurko - GEBR. Pfeiffer - MPS Grinding Technology PDFDocument22 paginiBlaz Jurko - GEBR. Pfeiffer - MPS Grinding Technology PDFrpazbÎncă nu există evaluări
- Particle TechnologyDocument40 paginiParticle Technologyasharab70Încă nu există evaluări
- Polysiushpgr (HPGR)Document20 paginiPolysiushpgr (HPGR)Alexis GodoyÎncă nu există evaluări
- Vibrating Screen Data SheetDocument1 paginăVibrating Screen Data SheetAkhmad Audi HarvanÎncă nu există evaluări
- Vertical Roller Mill State of The Art Raw GrindingDocument4 paginiVertical Roller Mill State of The Art Raw GrindingzementheadÎncă nu există evaluări
- Trommel Drum Scrubber Jiangxi IndustryDocument11 paginiTrommel Drum Scrubber Jiangxi IndustryCarlos Daniel Cuba JaraÎncă nu există evaluări
- Spiral Classifier Brochure - Triveni EnggDocument4 paginiSpiral Classifier Brochure - Triveni Enggrajeevup2004Încă nu există evaluări
- The Pusher CentrifugeDocument4 paginiThe Pusher CentrifugetafakorÎncă nu există evaluări
- Ball MillDocument10 paginiBall MillLuthfanÎncă nu există evaluări
- Training Manual Green Anode Plant Vedanta - Jharsuguda: File: 138-02-043 - 08 - 0.doc, Codeword: VedantaDocument47 paginiTraining Manual Green Anode Plant Vedanta - Jharsuguda: File: 138-02-043 - 08 - 0.doc, Codeword: VedantaSubhransu MohapatraÎncă nu există evaluări
- Spiral Classifier English VersioinDocument5 paginiSpiral Classifier English VersioinRogelio Israel LedesmaÎncă nu există evaluări
- PallaDocument16 paginiPallaJuan Alberto Giglio FernándezÎncă nu există evaluări
- Horizontal Vacuum Belt Filter Studies On Heavy MineralsDocument11 paginiHorizontal Vacuum Belt Filter Studies On Heavy MineralsGyan PrameswaraÎncă nu există evaluări
- Girth Gear & PinionDocument4 paginiGirth Gear & Pinionprashant mishraÎncă nu există evaluări
- Machinary For Crushing & GrindingDocument75 paginiMachinary For Crushing & GrindingAsad Imran MunawwarÎncă nu există evaluări
- Influence of Quartz Particles On Wear in Vertical Roller Mills.Document9 paginiInfluence of Quartz Particles On Wear in Vertical Roller Mills.chienhamthepÎncă nu există evaluări
- Cyclone - JK PDFDocument49 paginiCyclone - JK PDFpaulandrevallee100% (2)
- Impact CrusherDocument8 paginiImpact CrusherSharath MenonÎncă nu există evaluări
- Parts List For Pulse-Jet Fabric Filter HatchDocument5 paginiParts List For Pulse-Jet Fabric Filter HatchIngeniero mecanico F.N.I.Încă nu există evaluări
- Iron Ore Final Grinding by HPGR and Air ClassificationDocument20 paginiIron Ore Final Grinding by HPGR and Air ClassificationW ZuoÎncă nu există evaluări
- Delkor Apic JigDocument6 paginiDelkor Apic JigruzmirÎncă nu există evaluări
- Ball Mill SizingDocument10 paginiBall Mill Sizingvvananth100% (1)
- 618 Rotary Trommel Screen - Tuffman EquipmentDocument1 pagină618 Rotary Trommel Screen - Tuffman Equipmentmostafa sherifÎncă nu există evaluări
- Modification HPGR 18Document28 paginiModification HPGR 18Anonymous gcMAj2IXlÎncă nu există evaluări
- Gravity ThickenerDocument4 paginiGravity ThickenerEllie Jane MapaÎncă nu există evaluări
- 09 - C - Belt Conveyor SelectionDocument22 pagini09 - C - Belt Conveyor SelectionaldoarthoÎncă nu există evaluări
- Hammer DesaignDocument21 paginiHammer DesaignZahlul AmriÎncă nu există evaluări
- Pneumatic Conveying: Technology You Can TrustDocument16 paginiPneumatic Conveying: Technology You Can TrustSyed Rameez MohiuddinÎncă nu există evaluări
- Media Charge - Ball Size & DensityDocument3 paginiMedia Charge - Ball Size & DensityIrving Dirzo CarrilloÎncă nu există evaluări
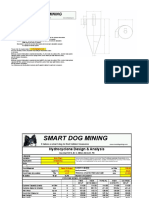
- SDM Cyclone SizingDocument7 paginiSDM Cyclone Sizingmohamed_sahnoun_enisÎncă nu există evaluări
- Hydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediaDocument5 paginiHydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediazamburittiÎncă nu există evaluări
- Presep Air Separator VTP enDocument6 paginiPresep Air Separator VTP enBrunoÎncă nu există evaluări
- Size Reduction: Department of Chemical Engineering University of Engineering & Technology PeshawarDocument60 paginiSize Reduction: Department of Chemical Engineering University of Engineering & Technology PeshawarRavid GhaniÎncă nu există evaluări
- Rs 71 Ball Mill Sizng-1Document4 paginiRs 71 Ball Mill Sizng-1Dilnesa EjiguÎncă nu există evaluări
- Is.12213.1987vibro Feeder PDFDocument9 paginiIs.12213.1987vibro Feeder PDFDxFxÎncă nu există evaluări
- How To Size A ThickenerDocument7 paginiHow To Size A ThickenerJesus Sing RoblesÎncă nu există evaluări
- Short Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceDocument26 paginiShort Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceFredy Peña100% (1)
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDocument1 paginăMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanÎncă nu există evaluări
- Screw Conveyore Feeders and Mixers CONTENTDocument17 paginiScrew Conveyore Feeders and Mixers CONTENTamitÎncă nu există evaluări
- Cabletorq Thickeners/Clarifiers: Gl&V/Dorr-Oliver100Ft - Dia.Type"S"CabletorqthickenerDocument4 paginiCabletorq Thickeners/Clarifiers: Gl&V/Dorr-Oliver100Ft - Dia.Type"S"Cabletorqthickenerdgomez686Încă nu există evaluări
- Sturt Air ClassifierDocument6 paginiSturt Air ClassifierHenry Vladimir VianchaÎncă nu există evaluări
- Fons Technology PDFDocument28 paginiFons Technology PDFBulent BULUTÎncă nu există evaluări
- CycloSim SingleDocument12 paginiCycloSim Singlejvchique100% (1)
- F3 Seperators and ClassifiersDocument52 paginiF3 Seperators and ClassifiersadityaksrivastavaÎncă nu există evaluări
- Experimental Measurements On A Vortex Tube Separator ArrayDocument21 paginiExperimental Measurements On A Vortex Tube Separator ArrayjubelÎncă nu există evaluări
- Particle ClassifierDocument9 paginiParticle ClassifierDion Julio IskandarÎncă nu există evaluări
- Vent Il AdoresDocument21 paginiVent Il AdoresAlejandro Guerra RodriguezÎncă nu există evaluări
- Resins in Mine Roof Support - ΙΙ by D. C. Mclean and S. Α. McKayDocument11 paginiResins in Mine Roof Support - ΙΙ by D. C. Mclean and S. Α. McKayTsakalakis G. KonstantinosÎncă nu există evaluări
- Resins in Mine Roof Support - IDocument7 paginiResins in Mine Roof Support - ITsakalakis G. KonstantinosÎncă nu există evaluări
- Relationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisDocument3 paginiRelationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisTsakalakis G. KonstantinosÎncă nu există evaluări
- Single Fracture of Brittle Spheres by N. Arbiter, C. C. Harris and G. A. StamboltzisDocument16 paginiSingle Fracture of Brittle Spheres by N. Arbiter, C. C. Harris and G. A. StamboltzisTsakalakis G. KonstantinosÎncă nu există evaluări
- Heavy Media or Dense Media - PropertiesDocument2 paginiHeavy Media or Dense Media - PropertiesTsakalakis G. KonstantinosÎncă nu există evaluări
- RI 7472 Graphical Method OutlierDocument15 paginiRI 7472 Graphical Method OutlierTsakalakis G. KonstantinosÎncă nu există evaluări
- Theory, Applications, and Practical Operation of HydrocyclonesDocument15 paginiTheory, Applications, and Practical Operation of HydrocyclonesTsakalakis G. Konstantinos100% (2)
- Nordberg Grinding Mills Ball Rod and PebbleDocument24 paginiNordberg Grinding Mills Ball Rod and PebbleTsakalakis G. Konstantinos100% (4)
- Model Building Techniques For Mineral Treatment Processes, Whiten W. J.Document16 paginiModel Building Techniques For Mineral Treatment Processes, Whiten W. J.Tsakalakis G. KonstantinosÎncă nu există evaluări
- Mining Activities in Ancient Greece From The 7th To The 1st Centuries BC John EconomopoulosDocument6 paginiMining Activities in Ancient Greece From The 7th To The 1st Centuries BC John EconomopoulosTsakalakis G. KonstantinosÎncă nu există evaluări
- Screen Motion AnalysisDocument3 paginiScreen Motion AnalysisTsakalakis G. KonstantinosÎncă nu există evaluări
- Horsepower To Drive Rotary Kilns, Cooler or Dryer by Allis ChalmersDocument4 paginiHorsepower To Drive Rotary Kilns, Cooler or Dryer by Allis ChalmersTsakalakis G. Konstantinos100% (2)
- Calcination Rates of LimestoneDocument2 paginiCalcination Rates of LimestoneTsakalakis G. KonstantinosÎncă nu există evaluări
- DENVER Mineral CharacteristicsDocument8 paginiDENVER Mineral CharacteristicsTsakalakis G. Konstantinos100% (1)
- Scale-Up and Dynamics of Large Grinding Mills - A Case StudyDocument19 paginiScale-Up and Dynamics of Large Grinding Mills - A Case StudyTsakalakis G. KonstantinosÎncă nu există evaluări
- Filling of Underground Cavities With FlyashDocument4 paginiFilling of Underground Cavities With FlyashTsakalakis G. KonstantinosÎncă nu există evaluări
- Chemistry of Hydration of Portland CementDocument44 paginiChemistry of Hydration of Portland CementTsakalakis G. KonstantinosÎncă nu există evaluări
- Bentonite C. W. Davis and H. C. VacherDocument54 paginiBentonite C. W. Davis and H. C. VacherTsakalakis G. KonstantinosÎncă nu există evaluări
- Ball, Tube and Rod Mills, Rose and Sullivan, Publication Year 1958Document131 paginiBall, Tube and Rod Mills, Rose and Sullivan, Publication Year 1958Tsakalakis G. Konstantinos100% (7)
- Energy and Mineral Exploitation TechniquesDocument16 paginiEnergy and Mineral Exploitation TechniquesTsakalakis G. Konstantinos100% (1)
- Coal Cleaning by Dense Medium Processes H.J. Ruff InprominDocument12 paginiCoal Cleaning by Dense Medium Processes H.J. Ruff InprominTsakalakis G. KonstantinosÎncă nu există evaluări
- Grinding Mill Scale-Up Problems by CC Harris N ArbiterDocument4 paginiGrinding Mill Scale-Up Problems by CC Harris N ArbiterTsakalakis G. Konstantinos100% (3)
- The Simulation of Mineral Processing Machinery, W.J. WhitenDocument3 paginiThe Simulation of Mineral Processing Machinery, W.J. WhitenTsakalakis G. KonstantinosÎncă nu există evaluări
- Derivation of A Basic Efficiency Formula For Concentrating OperationsDocument17 paginiDerivation of A Basic Efficiency Formula For Concentrating OperationsTsakalakis G. KonstantinosÎncă nu există evaluări
- Modern Solutions To Screen NG Problems: Mogensen SizerDocument8 paginiModern Solutions To Screen NG Problems: Mogensen SizerTsakalakis G. KonstantinosÎncă nu există evaluări
- Crushing and Grinding Calculations NewDocument20 paginiCrushing and Grinding Calculations NewTsakalakis G. Konstantinos100% (25)
- Recycled Aggregates Case Study (Production From Construction and Demolition Debris)Document8 paginiRecycled Aggregates Case Study (Production From Construction and Demolition Debris)Tsakalakis G. KonstantinosÎncă nu există evaluări
- Modelling The Specific Grinding Energy and Ball Mill Scale-UpDocument7 paginiModelling The Specific Grinding Energy and Ball Mill Scale-UpTsakalakis G. KonstantinosÎncă nu există evaluări
- Meta100 AP Brochure WebDocument15 paginiMeta100 AP Brochure WebFirman RamdhaniÎncă nu există evaluări
- Aristotle - OCR - AS Revision NotesDocument3 paginiAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Naval TV SystemDocument24 paginiNaval TV Systemsharmasandeep0010Încă nu există evaluări
- Object Oriented ParadigmDocument2 paginiObject Oriented ParadigmDickson JohnÎncă nu există evaluări
- Waves and Ocean Structures Journal of Marine Science and EngineeringDocument292 paginiWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billÎncă nu există evaluări
- Title: Smart Monitoring & Control of Electrical Distribution System Using IOTDocument27 paginiTitle: Smart Monitoring & Control of Electrical Distribution System Using IOTwaleed HaroonÎncă nu există evaluări
- 1994 Manual de Taller Bronco, Econoline, F-Series PDFDocument208 pagini1994 Manual de Taller Bronco, Econoline, F-Series PDFOscar Cruz100% (1)
- Keeping Track of Your Time: Keep Track Challenge Welcome GuideDocument1 paginăKeeping Track of Your Time: Keep Track Challenge Welcome GuideRizky NurdiansyahÎncă nu există evaluări
- Agma MachineDocument6 paginiAgma Machinemurali036Încă nu există evaluări
- Static Electrification: Standard Test Method ForDocument10 paginiStatic Electrification: Standard Test Method Forastewayb_964354182Încă nu există evaluări
- 11-Rubber & PlasticsDocument48 pagini11-Rubber & PlasticsJack NgÎncă nu există evaluări
- Modern Construction HandbookDocument498 paginiModern Construction HandbookRui Sousa100% (3)
- Spectroscopic Methods For Determination of DexketoprofenDocument8 paginiSpectroscopic Methods For Determination of DexketoprofenManuel VanegasÎncă nu există evaluări
- Course Outline ENTR401 - Second Sem 2022 - 2023Document6 paginiCourse Outline ENTR401 - Second Sem 2022 - 2023mahdi khunaiziÎncă nu există evaluări
- Regulasi KampenDocument81 paginiRegulasi KampenIrWaN Dompu100% (2)
- SAMPLE MCQuestions ByTopicsDocument45 paginiSAMPLE MCQuestions ByTopicsVeeru ManikantaÎncă nu există evaluări
- ISO Position ToleranceDocument15 paginiISO Position ToleranceНиколай КалугинÎncă nu există evaluări
- Source:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Document2 paginiSource:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Ian EncarnacionÎncă nu există evaluări
- Atmel 46003 SE M90E32AS DatasheetDocument84 paginiAtmel 46003 SE M90E32AS DatasheetNagarajÎncă nu există evaluări
- BECED S4 Motivational Techniques PDFDocument11 paginiBECED S4 Motivational Techniques PDFAmeil OrindayÎncă nu există evaluări
- Hard DiskDocument9 paginiHard DiskAmarnath SahÎncă nu există evaluări
- Darkle Slideshow by SlidesgoDocument53 paginiDarkle Slideshow by SlidesgoADITI GUPTAÎncă nu există evaluări
- solidworks ขั้นพื้นฐานDocument74 paginisolidworks ขั้นพื้นฐานChonTicha'Încă nu există evaluări
- Entrepreneurial Capacity Building: A Study of Small and Medium Family-Owned Enterprisesin PakistanDocument3 paginiEntrepreneurial Capacity Building: A Study of Small and Medium Family-Owned Enterprisesin PakistanMamoonaMeralAysunÎncă nu există evaluări
- Jinivefsiti: Sultan LorisDocument13 paginiJinivefsiti: Sultan LorisSITI HAJAR BINTI MOHD LATEPIÎncă nu există evaluări
- Philo Q2 Lesson 5Document4 paginiPhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYÎncă nu există evaluări
- Management PriniciplesDocument87 paginiManagement Priniciplesbusyboy_spÎncă nu există evaluări
- Uniform Motion WorksheetDocument8 paginiUniform Motion Worksheetnikhil patro100% (1)
- Configuration Guide - Interface Management (V300R007C00 - 02)Document117 paginiConfiguration Guide - Interface Management (V300R007C00 - 02)Dikdik PribadiÎncă nu există evaluări
- AYUMJADocument1 paginăAYUMJASoumet Das SoumetÎncă nu există evaluări