S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Patent Application Publication (10) Pub. No.: US 2004/0156765 A1Document14 paginiPatent Application Publication (10) Pub. No.: US 2004/0156765 A1Godfrey BareÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Namibia Companies Act Companies Administrative Regs 2010Document117 paginiNamibia Companies Act Companies Administrative Regs 2010Godfrey BareÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- QSP 7.1-01 Customer Information Form 2020Document1 paginăQSP 7.1-01 Customer Information Form 2020Godfrey BareÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Major Role Played by Calcium in Gold Plant Circuits: by R.J. Davidson and M.J. SoleDocument6 paginiThe Major Role Played by Calcium in Gold Plant Circuits: by R.J. Davidson and M.J. SoleGodfrey BareÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Module Code Module Name Estimated Cost in 2014Document1 paginăModule Code Module Name Estimated Cost in 2014Godfrey BareÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Quantification of Refractory Gold in Grains of Pyrite and Arsenopyrite From The "El Diamante" Gold Mine in Nariño - ColombiaDocument12 paginiQuantification of Refractory Gold in Grains of Pyrite and Arsenopyrite From The "El Diamante" Gold Mine in Nariño - ColombiaGodfrey BareÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Install AutoCAD 2007 v23.0.54.0 with Serial and License FilesDocument1 paginăInstall AutoCAD 2007 v23.0.54.0 with Serial and License FilesGodfrey BareÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Minerals 07 00080Document12 paginiMinerals 07 00080Godfrey BareÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Mechanochemical Treatment in Metallurgy: AnDocument10 paginiMechanochemical Treatment in Metallurgy: AnGodfrey BareÎncă nu există evaluări
- O Mathematics PDFDocument14 paginiO Mathematics PDFGodfrey BareÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Transport in Electrolyte Solutions: Sähkökemian PeruseetDocument15 paginiTransport in Electrolyte Solutions: Sähkökemian PeruseetGodfrey BareÎncă nu există evaluări
- Zimbabwe Graduate Job Database RegistrationDocument1 paginăZimbabwe Graduate Job Database RegistrationGodfrey BareÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Tri P10Document10 paginiTri P10Dvd Davide La CruzÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- BacTech Ships Arsenopyrite v1Document3 paginiBacTech Ships Arsenopyrite v1Godfrey BareÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- HYDROMETALLURGICAL PROCESSES NOTESDocument110 paginiHYDROMETALLURGICAL PROCESSES NOTESGodfrey BareÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Cip Plant SaimmDocument14 paginiCip Plant SaimmgloffersÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Introductory FrenchDocument32 paginiIntroductory FrenchSameh Ahmed Hassan100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Learning French EbookDocument36 paginiLearning French EbookDonnette Davis100% (20)
- Rossing Metallurgist 16march2016Document1 paginăRossing Metallurgist 16march2016Godfrey BareÎncă nu există evaluări
- 295 DeLangeDocument17 pagini295 DeLangeJean DejardinÎncă nu există evaluări
- Re ProDocument140 paginiRe Properu1975Încă nu există evaluări
- 273 ZincorDocument10 pagini273 ZincorGodfrey BareÎncă nu există evaluări
- Cheme Sample ResumesDocument5 paginiCheme Sample ResumesAndre HenriqueÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Verification of Qualification from Harare Institute of TechnologyDocument2 paginiVerification of Qualification from Harare Institute of TechnologyGodfrey BareÎncă nu există evaluări
- O Level Mathematics SyllabusDocument14 paginiO Level Mathematics SyllabusOttone Chipara Ndlela50% (8)
- Biogas Production From SludgeDocument4 paginiBiogas Production From Sludgeravi1214Încă nu există evaluări
- Application Letter OiDocument1 paginăApplication Letter OiGodfrey BareÎncă nu există evaluări
- Application Letter OiDocument1 paginăApplication Letter OiGodfrey BareÎncă nu există evaluări
- October 2015 Question Paper 1 Tcm143 354044Document16 paginiOctober 2015 Question Paper 1 Tcm143 354044Dương Ngọc CườngÎncă nu există evaluări
- Hess's Law LabDocument4 paginiHess's Law Labnora_459789753Încă nu există evaluări
- E75 Technical Catalogue 893 PDFDocument260 paginiE75 Technical Catalogue 893 PDFPrabartak DasÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- W. Beetz, "On The Development of Hydrogen From The Anode" (1866)Document11 paginiW. Beetz, "On The Development of Hydrogen From The Anode" (1866)Patrick BowenÎncă nu există evaluări
- How To Make Gunpowder in The WildDocument19 paginiHow To Make Gunpowder in The WildIqroAlam100% (1)
- Calculation ChemistryDocument13 paginiCalculation ChemistryRemi EyonganyohÎncă nu există evaluări
- Metals and Non-MetalsDocument20 paginiMetals and Non-MetalsDevyansh MishraÎncă nu există evaluări
- Calcium + Vitamin D3Document2 paginiCalcium + Vitamin D3Jai KumarÎncă nu există evaluări
- Official Monographs PDFDocument410 paginiOfficial Monographs PDFIrma pedroÎncă nu există evaluări
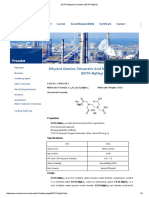
- EDTA Magnesium Sodium (EDTA-MgNa2)Document2 paginiEDTA Magnesium Sodium (EDTA-MgNa2)8612106535Încă nu există evaluări
- Structural Survey of Carbonate-Containing Antacids: J. Serna LDocument4 paginiStructural Survey of Carbonate-Containing Antacids: J. Serna LJcÎncă nu există evaluări
- Amplikasi Lplpo ApotikDocument101 paginiAmplikasi Lplpo ApotikFebriyanti DinaÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Composition and Formulation of Mineral Mixture For Dairy Animals.Document3 paginiComposition and Formulation of Mineral Mixture For Dairy Animals.Dr. MANOJ SHARMA80% (15)
- The Stability of Ethanol in Forensic Blood Samples With Storage ConditionsDocument10 paginiThe Stability of Ethanol in Forensic Blood Samples With Storage ConditionsLarry StylinsonÎncă nu există evaluări
- Atoms, Molecules & Stoichiometry: Calculating Masses, Volumes & FormulasDocument629 paginiAtoms, Molecules & Stoichiometry: Calculating Masses, Volumes & FormulasTimothy HandokoÎncă nu există evaluări
- Mil DTL 32375aDocument24 paginiMil DTL 32375asalman GtrÎncă nu există evaluări
- Elements and Compounds LessonDocument8 paginiElements and Compounds LessonJerry De Leon TaayÎncă nu există evaluări
- REID-LINE Scientific Services CC 5 Flamingo Vlei Village Stilt AvenueDocument2 paginiREID-LINE Scientific Services CC 5 Flamingo Vlei Village Stilt Avenueh2omosselbaaiÎncă nu există evaluări
- DocumentDocument2 paginiDocumentalow reyÎncă nu există evaluări
- Univar Food Product GuideDocument4 paginiUnivar Food Product GuidewvlithÎncă nu există evaluări
- Msa20111000007 87029177Document5 paginiMsa20111000007 87029177Mario Misael Machado LòpezÎncă nu există evaluări
- Banana Proximate AnalysisDocument17 paginiBanana Proximate AnalysisCharindu MaKawitaÎncă nu există evaluări
- Pds Dissolvine GL 47 S enDocument3 paginiPds Dissolvine GL 47 S enAngeles Rubi Medina ArrietaÎncă nu există evaluări
- PCP Via PiperidineDocument8 paginiPCP Via Piperidinejiskate77100% (2)
- Potassium HydroxideDocument6 paginiPotassium HydroxideHerlina DamayantiÎncă nu există evaluări
- Ab - Allcare PCD Product SheetDocument44 paginiAb - Allcare PCD Product SheetVicky VPNÎncă nu există evaluări
- 2014 Enthalpy Tutorial With Solution UpdatedDocument17 pagini2014 Enthalpy Tutorial With Solution Updatedmenglay100% (4)
- IGCSE Chemistry Oxygen Hydrogen and Carbon DioxideDocument15 paginiIGCSE Chemistry Oxygen Hydrogen and Carbon DioxideS M AkashÎncă nu există evaluări
- Uses of MetalsDocument6 paginiUses of Metalsdan964Încă nu există evaluări
- Common Metallurgical Defects in Ductile Iron EnglishDocument1 paginăCommon Metallurgical Defects in Ductile Iron EnglishedgarestevessÎncă nu există evaluări
- Can't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsDe la EverandCan't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsEvaluare: 4.5 din 5 stele4.5/5 (381)
- Summary of Bad Therapy by Abigail Shrier: Why the Kids Aren't Growing UpDe la EverandSummary of Bad Therapy by Abigail Shrier: Why the Kids Aren't Growing UpEvaluare: 5 din 5 stele5/5 (1)
- Summary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesDe la EverandSummary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesEvaluare: 5 din 5 stele5/5 (1631)
- Summary of Atomic Habits by James ClearDe la EverandSummary of Atomic Habits by James ClearEvaluare: 5 din 5 stele5/5 (168)
- Summary of Slow Productivity by Cal Newport: The Lost Art of Accomplishment Without BurnoutDe la EverandSummary of Slow Productivity by Cal Newport: The Lost Art of Accomplishment Without BurnoutEvaluare: 1 din 5 stele1/5 (1)
- Summary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessDe la EverandSummary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessÎncă nu există evaluări