S-ar putea să vă placă și
- 8L90 IntroductionDocument66 pagini8L90 IntroductionBrandon100% (5)
- Cat ManualDocument9 paginiCat ManualAlberto Sousa Lopes0% (1)
- Serv1855 (345D) - TXTDocument202 paginiServ1855 (345D) - TXTeng_ebrahim_2000100% (3)
- Downhill Belt ConveyorsDocument9 paginiDownhill Belt ConveyorsShipra ShaliniÎncă nu există evaluări
- Hydraulic Direct Drives Offer Unbeatable Conveyor ProductivityDocument2 paginiHydraulic Direct Drives Offer Unbeatable Conveyor ProductivityTamal Tanu RoyÎncă nu există evaluări
- Fluid CouplingsDocument3 paginiFluid CouplingsSwaraj BiswasÎncă nu există evaluări
- Muscle Machines: The Hydraulic System's Concept and PurposeDocument4 paginiMuscle Machines: The Hydraulic System's Concept and PurposePh03n1x-Încă nu există evaluări
- Belt Conveyor Drive Design AspectsDocument11 paginiBelt Conveyor Drive Design AspectsBarry ChungÎncă nu există evaluări
- AC Variable Frequency Drive With Static SteplessDocument0 paginiAC Variable Frequency Drive With Static Steplessswapneel_kulkarniÎncă nu există evaluări
- White Paper Determining GB Service Factors For Overhead CraneDocument9 paginiWhite Paper Determining GB Service Factors For Overhead CraneInfo ARBÎncă nu există evaluări
- Modernization of DC DrivesDocument4 paginiModernization of DC DrivesfaizanÎncă nu există evaluări
- Design and Development of Hydro-Pneumatic Suspension SystemDocument11 paginiDesign and Development of Hydro-Pneumatic Suspension SystemzhenyupanÎncă nu există evaluări
- Electromechanical ActuatorsDocument4 paginiElectromechanical ActuatorsMohammed Asif NÎncă nu există evaluări
- RM 1016 US-e HM Series Modular Balancing MachinesDocument26 paginiRM 1016 US-e HM Series Modular Balancing MachinesHuilber MartínezÎncă nu există evaluări
- Falk Alignment Free Drive™Document5 paginiFalk Alignment Free Drive™Jose Antonio García RuízÎncă nu există evaluări
- Variable Frequency Drives VFDDocument30 paginiVariable Frequency Drives VFDKareem HelmyÎncă nu există evaluări
- Fluid PlazoDocument9 paginiFluid Plazon02219827hÎncă nu există evaluări
- AC DC Drives Application ConsiderationDocument8 paginiAC DC Drives Application Considerationvatsalshah24Încă nu există evaluări
- Crane Operation Brochure English - EsDocument24 paginiCrane Operation Brochure English - EsClaudio RodriguesÎncă nu există evaluări
- Hoist: Cranes With BrainsDocument4 paginiHoist: Cranes With BrainsErc Nunez VÎncă nu există evaluări
- IRJET Research On Clutchless Quick GearDocument3 paginiIRJET Research On Clutchless Quick Gearscdindar3838Încă nu există evaluări
- Dynamic PositioningDocument74 paginiDynamic PositioningMarc AlfredÎncă nu există evaluări
- Efficient AC Drives: Yaskawa Electric America, IncDocument4 paginiEfficient AC Drives: Yaskawa Electric America, IncRajashekar LokamÎncă nu există evaluări
- Increasing Availability Through Advanced Gearless Drive TechnologyDocument12 paginiIncreasing Availability Through Advanced Gearless Drive TechnologyJaime Magno Gutierrez RamirezÎncă nu există evaluări
- Determining Gearbox Service Factors For Overhead Crane ApplicationsDocument7 paginiDetermining Gearbox Service Factors For Overhead Crane ApplicationsMohamed BalbaaÎncă nu există evaluări
- Electrical Technology-Synchronous Motor ApplicationsDocument2 paginiElectrical Technology-Synchronous Motor ApplicationsAnoop MathewÎncă nu există evaluări
- BAJA Design ReportDocument55 paginiBAJA Design ReportGauravÎncă nu există evaluări
- Articulated Truck: Engine Weights Body CapacitiesDocument28 paginiArticulated Truck: Engine Weights Body CapacitiesTiago AlvesÎncă nu există evaluări
- Drone CompleteDocument13 paginiDrone CompleteAdhwareshBharadwajÎncă nu există evaluări
- DSSS3Document29 paginiDSSS3Phan Thanh DuyÎncă nu există evaluări
- Transmission Control For Power-Shift Agricultural Tractors-Design and End-Of-line Automatic TuningDocument13 paginiTransmission Control For Power-Shift Agricultural Tractors-Design and End-Of-line Automatic TuningHotib PerwiraÎncă nu există evaluări
- Siemens Gearless DriveDocument10 paginiSiemens Gearless Drivemarn-in2501Încă nu există evaluări
- Cement Brochure2019-WebDocument28 paginiCement Brochure2019-WebpchizumilaÎncă nu există evaluări
- Evaluation of Synchronous Motors On Grinding MillsDocument12 paginiEvaluation of Synchronous Motors On Grinding MillsFran JimenezÎncă nu există evaluări
- Speed Variation Using Cone Ring Traction DriveDocument7 paginiSpeed Variation Using Cone Ring Traction DriveKedar DhongadeÎncă nu există evaluări
- 521-110 HF CouplingsDocument32 pagini521-110 HF CouplingsCancio Florez100% (1)
- Lift Trucks: Fluid Power in MotionDocument6 paginiLift Trucks: Fluid Power in Motionharshal161987Încă nu există evaluări
- SIMINE Haul Truck: How To Execute Material Transport at Lowest Cost Per TonDocument20 paginiSIMINE Haul Truck: How To Execute Material Transport at Lowest Cost Per TonRolly FabianÎncă nu există evaluări
- Paper FormatDocument5 paginiPaper FormatAkshat sunil JainÎncă nu există evaluări
- Re08026 2008-09 PDFDocument6 paginiRe08026 2008-09 PDFbrunosamaeianÎncă nu există evaluări
- Motorized Vehicles: Chain-Driven CVTDocument3 paginiMotorized Vehicles: Chain-Driven CVTNarra Vivek168Încă nu există evaluări
- Ficha Tecnica Erp025-030vcDocument8 paginiFicha Tecnica Erp025-030vcRAUL HERRERAÎncă nu există evaluări
- Marine Frequency ConvertersDocument20 paginiMarine Frequency Convertersrajee7Încă nu există evaluări
- BTI Mine Runner PDFDocument8 paginiBTI Mine Runner PDFJesús Omar SolísÎncă nu există evaluări
- Top Drive Brochure PDFDocument6 paginiTop Drive Brochure PDFaldino020203100% (1)
- IDS - Optimized For VibrationDocument4 paginiIDS - Optimized For VibrationjeyaselvanmÎncă nu există evaluări
- An Introduction To Rotor Flux ControlDocument14 paginiAn Introduction To Rotor Flux Controlgarethgriffiths1984Încă nu există evaluări
- Paper FormatDocument5 paginiPaper FormatMustakim shaikhÎncă nu există evaluări
- Guidelines For Vertical TransportDocument17 paginiGuidelines For Vertical TransportShrishank RudraÎncă nu există evaluări
- 外文翻译Document9 pagini外文翻译腾飞 张Încă nu există evaluări
- Application of Fuzzy Control Algorithms For ElectricDocument22 paginiApplication of Fuzzy Control Algorithms For ElectricVishal IyerÎncă nu există evaluări
- Exercise Solution of Chapter 3Document8 paginiExercise Solution of Chapter 3Engr ShabirÎncă nu există evaluări
- Article Tom Static DrivesDocument8 paginiArticle Tom Static DrivesMohamedElsawiÎncă nu există evaluări
- Inverter Quick GuideDocument52 paginiInverter Quick GuidePAOLO ODORICOÎncă nu există evaluări
- UC Berkeley Previously Published WorksDocument29 paginiUC Berkeley Previously Published Workseantphone kyawÎncă nu există evaluări
- A Scope and Study of Automatic Transmission System in Context of Operating Parameter and Professional RequirementDocument5 paginiA Scope and Study of Automatic Transmission System in Context of Operating Parameter and Professional RequirementOladipupo AdamÎncă nu există evaluări
- Steer by Wire Systems Integrated Torque Feedback TaenDocument5 paginiSteer by Wire Systems Integrated Torque Feedback TaenPhúc KhangÎncă nu există evaluări
- Application Center TelehandlersDocument12 paginiApplication Center TelehandlersQXNÎncă nu există evaluări
- With Tier 3 Engine: 393 KW 527 HP at 1800 RPMDocument14 paginiWith Tier 3 Engine: 393 KW 527 HP at 1800 RPMhaevhugo100% (1)
- Irjet V7i10282Document4 paginiIrjet V7i10282scdindar3838Încă nu există evaluări
- Goodyear Conveyor HandbookDocument298 paginiGoodyear Conveyor HandbookKorosh ForoghanÎncă nu există evaluări
- Non-Spill Discharge Characteristics of Bucket ElevatorsDocument27 paginiNon-Spill Discharge Characteristics of Bucket ElevatorsKorosh ForoghanÎncă nu există evaluări
- Predicting The Discharge Trajectory From Belt ConveyorsDocument8 paginiPredicting The Discharge Trajectory From Belt ConveyorsVijay AnandÎncă nu există evaluări
- Belt Conveyor: Installation, Operation Maintenance Safety ManualDocument13 paginiBelt Conveyor: Installation, Operation Maintenance Safety Manualsomjit saranai100% (2)
- Visual Basic 2010 TutorialDocument173 paginiVisual Basic 2010 TutorialKorosh ForoghanÎncă nu există evaluări
- SPP Pumps - Tf15h - Dp6h-Ufaa50 - DrawingDocument1 paginăSPP Pumps - Tf15h - Dp6h-Ufaa50 - Drawingroger cuipalÎncă nu există evaluări
- Industrial Steam Turbines PDFDocument56 paginiIndustrial Steam Turbines PDFmember1000Încă nu există evaluări
- BOP and XMasTreeDocument1 paginăBOP and XMasTreeo_tostaÎncă nu există evaluări
- Mechanical Engineering Automobile EngineeringDocument20 paginiMechanical Engineering Automobile EngineeringNilesh patilÎncă nu există evaluări
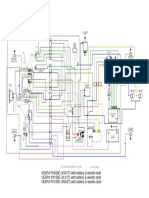
- VSX1T Px200e Batt PDFDocument1 paginăVSX1T Px200e Batt PDFtmbgrgeÎncă nu există evaluări
- Diagrama Eletrico em Inglês 140kDocument2 paginiDiagrama Eletrico em Inglês 140kHerrysonn Barros100% (3)
- Status Sheet 02 11 10Document4 paginiStatus Sheet 02 11 10haaniaÎncă nu există evaluări
- 2 Circuit - Up To 6 Compressor Controllers: D: 10 DIN RailDocument4 pagini2 Circuit - Up To 6 Compressor Controllers: D: 10 DIN RailJoséTorresÎncă nu există evaluări
- PC Frame Unit (C) Parts ManualDocument42 paginiPC Frame Unit (C) Parts ManualCopy CenterÎncă nu există evaluări
- Steam Turbine Fundamentals and DesignDocument20 paginiSteam Turbine Fundamentals and DesignmailabhikeshÎncă nu există evaluări
- R0 - Electrical Drawing OC 2030290Document17 paginiR0 - Electrical Drawing OC 2030290Vivekananda Mal100% (2)
- BUILDING UTILITIES 2 Building HVAC SystemsDocument142 paginiBUILDING UTILITIES 2 Building HVAC Systemsjona serranoÎncă nu există evaluări
- Applied Thermodynamics A-2Document2 paginiApplied Thermodynamics A-2VenkateshÎncă nu există evaluări
- D-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) 00 - Complete Machine 06-16 - Crankcase Side CoverDocument5 paginiD-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) 00 - Complete Machine 06-16 - Crankcase Side CoverMANUALESÎncă nu există evaluări
- Liebherr Lattice Boom Crawler Crane LR 1110 Data Sheet Technical SpecificatiDocument32 paginiLiebherr Lattice Boom Crawler Crane LR 1110 Data Sheet Technical SpecificatiJinxian XuÎncă nu există evaluări
- APC200 ECM-ECI Full Flow Error Codes Ver2 9Document17 paginiAPC200 ECM-ECI Full Flow Error Codes Ver2 9Samuel Jorge SelbachÎncă nu există evaluări
- Subaru - CHASSISDocument520 paginiSubaru - CHASSISIS52100% (1)
- P. Rudy Valentino SamosirDocument2 paginiP. Rudy Valentino SamosirPuloÎncă nu există evaluări
- S05 Drilling CompartmentDocument100 paginiS05 Drilling CompartmentrolandÎncă nu există evaluări
- Wolter FanDocument16 paginiWolter FanSo Cho WingÎncă nu există evaluări
- SEC Deck Machinery - EMW 160Document146 paginiSEC Deck Machinery - EMW 160john smith100% (2)
- Design & Analysis of Camshaft: S.G.Thorat, Nitesh Dubey, Arvind Shinde, Pushkar Fulpagare, Manish SuryavanshiDocument5 paginiDesign & Analysis of Camshaft: S.G.Thorat, Nitesh Dubey, Arvind Shinde, Pushkar Fulpagare, Manish SuryavanshibebiÎncă nu există evaluări
- HPS 13K Brls X 2000 Psi 800 HP SH13000Document4 paginiHPS 13K Brls X 2000 Psi 800 HP SH13000Diego MejíaÎncă nu există evaluări
- FT 00C03244 FiltroDocument1 paginăFT 00C03244 FiltrocamiloayalaÎncă nu există evaluări
- 15-DLN1 Rev.1.0 April2001 (Dry Low NOx 1 System Operation)Document16 pagini15-DLN1 Rev.1.0 April2001 (Dry Low NOx 1 System Operation)Bouazza100% (1)
- Motoman Sk6 Service ManualDocument5 paginiMotoman Sk6 Service Manualellen100% (47)
- Msz-Ap25-71vg K Parts List Obb788-BDocument26 paginiMsz-Ap25-71vg K Parts List Obb788-BMassimiliano LocantoÎncă nu există evaluări