S-ar putea să vă placă și
- LIDO Introduction PDFDocument127 paginiLIDO Introduction PDFStiliyana Bakalova100% (2)
- A Final Floor Show For Bugs (Sandle)Document4 paginiA Final Floor Show For Bugs (Sandle)Tim Sandle100% (1)
- LyophilizersDocument6 paginiLyophilizersMohammed S.GoudaÎncă nu există evaluări
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Document38 paginiA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa SilvaÎncă nu există evaluări
- Tim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Document15 paginiTim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Supriya KapasÎncă nu există evaluări
- Template - OQ - 0001 - 01 - Operational Qualification TemplateDocument9 paginiTemplate - OQ - 0001 - 01 - Operational Qualification TemplateSoon Kooi0% (1)
- Yang 2013Document9 paginiYang 2013Tanneru Hemanth KumarÎncă nu există evaluări
- ATX Specification - Revision 1.1, February 1996Document15 paginiATX Specification - Revision 1.1, February 1996ivanagui2Încă nu există evaluări
- Biocontamination Control for Pharmaceuticals and HealthcareDe la EverandBiocontamination Control for Pharmaceuticals and HealthcareEvaluare: 5 din 5 stele5/5 (1)
- Cleanroom Technology: Fundamentals of Design, Testing and OperationDe la EverandCleanroom Technology: Fundamentals of Design, Testing and OperationÎncă nu există evaluări
- Principles and Practices of Contamination Control and CleanroomsDe la EverandPrinciples and Practices of Contamination Control and CleanroomsÎncă nu există evaluări
- 5.redundant Sterilizing Filtration - MR - SomDocument34 pagini5.redundant Sterilizing Filtration - MR - SomTaÎncă nu există evaluări
- Apparel Considerations For Clean ManufacturingDocument2 paginiApparel Considerations For Clean ManufacturingGaurav ShakyaÎncă nu există evaluări
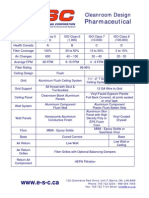
- Cleanroom Design Criteria PharmaceuticalDocument1 paginăCleanroom Design Criteria PharmaceuticalNabil RamÎncă nu există evaluări
- Sampling Water Table ContentsDocument2 paginiSampling Water Table Contentsraju1559405Încă nu există evaluări
- EM50Document94 paginiEM50Prasenjit Das100% (1)
- Containment GuardDocument36 paginiContainment GuardSatish HiremathÎncă nu există evaluări
- Integritest 5 Instrument: Specifications SheetDocument8 paginiIntegritest 5 Instrument: Specifications SheetMinh Sơn NguyễnÎncă nu există evaluări
- Design of Containemt IsolatorsDocument72 paginiDesign of Containemt IsolatorsSweekar Borkar50% (2)
- Guidance For Industry - ATP - PremisesDocument13 paginiGuidance For Industry - ATP - PremisesFISHÎncă nu există evaluări
- Class Maximum Par Cles / M Fed STD 209EDocument6 paginiClass Maximum Par Cles / M Fed STD 209EJesusÎncă nu există evaluări
- ISO 8573 and Compressed Air TestingDocument2 paginiISO 8573 and Compressed Air TestingPrince MoniÎncă nu există evaluări
- FILL FINISH Solutions ENDocument32 paginiFILL FINISH Solutions ENSatish HiremathÎncă nu există evaluări
- Multicenter Study On Incubation Conditions For Environmental Monitoring and Aseptic Process SimulationDocument9 paginiMulticenter Study On Incubation Conditions For Environmental Monitoring and Aseptic Process SimulationBLUEPRINT Integrated Engineering ServicesÎncă nu există evaluări
- Usp 797GCDocument61 paginiUsp 797GCAwni1989Încă nu există evaluări
- Presentation Cleaning ValidationDocument38 paginiPresentation Cleaning ValidationNishit SuvaÎncă nu există evaluări
- Aseptic ProcessingDocument13 paginiAseptic Processingnsk79in@gmail.comÎncă nu există evaluări
- Steriline TunnelDocument8 paginiSteriline TunnelHutHeoÎncă nu există evaluări
- TunnelDocument2 paginiTunnelMahesh MahiÎncă nu există evaluări
- CleanRoon 2008 PDFDocument52 paginiCleanRoon 2008 PDFSazali RamliÎncă nu există evaluări
- PUPSITDocument43 paginiPUPSITAlessandro ChreimÎncă nu există evaluări
- Cleaning and Disinfection Cleanrooms 2014Document11 paginiCleaning and Disinfection Cleanrooms 2014s.sotomayorÎncă nu există evaluări
- Lyophilization PDFDocument6 paginiLyophilization PDFrouss1906Încă nu există evaluări
- 320 Other 1210 2 10 20180111Document10 pagini320 Other 1210 2 10 20180111Vivek PrasadÎncă nu există evaluări
- Cobetter Lab Catalog 2017 PDFDocument51 paginiCobetter Lab Catalog 2017 PDFYilun LiuÎncă nu există evaluări
- Validation For Automated Washing Systems: Aaron Mertens, Paul Lopolito, Olivier Van Houtte, and Marcel Dion, SterisDocument2 paginiValidation For Automated Washing Systems: Aaron Mertens, Paul Lopolito, Olivier Van Houtte, and Marcel Dion, SterisVenkatraj CÎncă nu există evaluări
- Who Inspection Hormone Product Manufacturing Facilities 2008 PDFDocument15 paginiWho Inspection Hormone Product Manufacturing Facilities 2008 PDFphamuyenthuÎncă nu există evaluări
- CRG Garment Guide A4 1 PageDocument44 paginiCRG Garment Guide A4 1 PageYurley LUNAÎncă nu există evaluări
- 2 Understanding Cleanroom Classification PDFDocument22 pagini2 Understanding Cleanroom Classification PDFTECHNO DATEÎncă nu există evaluări
- CIP Cycle Development Sep04Document7 paginiCIP Cycle Development Sep04John HigginsÎncă nu există evaluări
- Guide To GMP For Medicinal Products (PIC/S)Document31 paginiGuide To GMP For Medicinal Products (PIC/S)Tumma RamaraoÎncă nu există evaluări
- What Is A Cleanroom - Cleanroom ClassificationsDocument2 paginiWhat Is A Cleanroom - Cleanroom ClassificationsMai Phuong Phan TranÎncă nu există evaluări
- Radiopharmaceutical Production: Process ValidationDocument13 paginiRadiopharmaceutical Production: Process ValidationVinay PathakÎncă nu există evaluări
- EU GMP Annex 1 - Sterile Medicinal Product - 2008Document16 paginiEU GMP Annex 1 - Sterile Medicinal Product - 2008tungquacert100% (1)
- Food Micro Lab ProtocolDocument30 paginiFood Micro Lab ProtocolShahin Kauser ZiaudeenÎncă nu există evaluări
- Multi Product Biopharmaceutical Manufacturing FacilitiesDocument18 paginiMulti Product Biopharmaceutical Manufacturing FacilitiesJason WangÎncă nu există evaluări
- Isolator Technology Workshop - Sterility Test Isolator: Engineering - Validation - OperationDocument4 paginiIsolator Technology Workshop - Sterility Test Isolator: Engineering - Validation - OperationRND BiotisÎncă nu există evaluări
- 2risk MaPPandContainment PharmaForum2011 1Document35 pagini2risk MaPPandContainment PharmaForum2011 1Steven LambertÎncă nu există evaluări
- Annexure-1, Manufacture of Sterile Medicinal ProductsDocument59 paginiAnnexure-1, Manufacture of Sterile Medicinal ProductsRiad BenslimaneÎncă nu există evaluări
- Vaisala On-Demand Webinar:: Listen To The Recording atDocument46 paginiVaisala On-Demand Webinar:: Listen To The Recording atMohammad IsmailÎncă nu există evaluări
- Understanding CleanroomDocument10 paginiUnderstanding CleanroommarkÎncă nu există evaluări
- Pilot Plant Scale Up of Inject Able Sand Liquid OralsDocument38 paginiPilot Plant Scale Up of Inject Able Sand Liquid OralsPradeep BhimaneniÎncă nu există evaluări
- Validation Guide For Cobetter DLHPVND Series Hydrophilic Filters - en V8.3 202005Document56 paginiValidation Guide For Cobetter DLHPVND Series Hydrophilic Filters - en V8.3 202005Sandra Patricia VargasÎncă nu există evaluări
- Particle Counting - Theory - Guidelines - Monitoring (05!09!16)Document214 paginiParticle Counting - Theory - Guidelines - Monitoring (05!09!16)mangthuy100% (2)
- Contamination ControlDocument5 paginiContamination ControlPadmanabhan DhanasekaranÎncă nu există evaluări
- Wfi UrsDocument44 paginiWfi UrsUroš ČampragÎncă nu există evaluări
- Validation of Sterilization Equipments: Aseptic Area ValidationsDocument51 paginiValidation of Sterilization Equipments: Aseptic Area ValidationsSweekar BorkarÎncă nu există evaluări
- ICH Quality Guidelines: An Implementation GuideDe la EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleÎncă nu există evaluări
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersDe la EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersÎncă nu există evaluări
- Aided Prospectus 2018Document16 paginiAided Prospectus 2018Surendar KesavanÎncă nu există evaluări
- Astrology Easy Way of PredictionDocument108 paginiAstrology Easy Way of PredictionSurendar KesavanÎncă nu există evaluări
- 08 Microbial Control Physical MeansDocument13 pagini08 Microbial Control Physical MeansSurendar KesavanÎncă nu există evaluări
- Validating Sterilization of Medical DevicesDocument16 paginiValidating Sterilization of Medical DevicesSurendar KesavanÎncă nu există evaluări
- PAT For Biologics: Ensuring Quality of Biologically Produced DrugsDocument19 paginiPAT For Biologics: Ensuring Quality of Biologically Produced DrugsSurendar KesavanÎncă nu există evaluări
- Hora Makarand by GunagarDocument143 paginiHora Makarand by GunagarSurendar KesavanÎncă nu există evaluări
- 14 Chapter 8Document28 pagini14 Chapter 8Surendar KesavanÎncă nu există evaluări
- Comparison of Plate Count Agar and R2A Medium For Enumeration of Heterotrophic Bacteria in Natural Mineral WaterDocument4 paginiComparison of Plate Count Agar and R2A Medium For Enumeration of Heterotrophic Bacteria in Natural Mineral WaterSurendar KesavanÎncă nu există evaluări
- 2-1 2-2 AsepticProcessingDocument47 pagini2-1 2-2 AsepticProcessingKyle Alexander HillegassÎncă nu există evaluări
- Cleaning ValidationDocument38 paginiCleaning ValidationSurendar KesavanÎncă nu există evaluări
- 2-5a MediaFillDocument37 pagini2-5a MediaFillbeobua100% (1)
- Microbial Limit TestDocument33 paginiMicrobial Limit TestSurendar KesavanÎncă nu există evaluări
- Continuous Quality Verification: G.K.Raju, PH.DDocument56 paginiContinuous Quality Verification: G.K.Raju, PH.DSurendar KesavanÎncă nu există evaluări
- Sterilisation of Medical DevicesDocument49 paginiSterilisation of Medical DevicesYogesh BorkarÎncă nu există evaluări
- 0901001Document7 pagini0901001Surendar KesavanÎncă nu există evaluări
- Bio BurdenDocument13 paginiBio BurdenSurendar KesavanÎncă nu există evaluări
- Microbial Limit Testing Technology Overview: Advisory Committee For Pharmaceutical ScienceDocument8 paginiMicrobial Limit Testing Technology Overview: Advisory Committee For Pharmaceutical ScienceSurendar KesavanÎncă nu există evaluări
- Raw DataDocument1 paginăRaw DataSurendar KesavanÎncă nu există evaluări
- Sutton - JGXP .14.3 PDFDocument9 paginiSutton - JGXP .14.3 PDFFaisal AbbasÎncă nu există evaluări
- Bioburden:The Burden On Our Biological OperationsDocument48 paginiBioburden:The Burden On Our Biological OperationsSurendar Kesavan100% (1)
- Trend Data: Jul 2013 - Dec 2013 Action Limit: 20 Cfu Per PlateDocument3 paginiTrend Data: Jul 2013 - Dec 2013 Action Limit: 20 Cfu Per PlateSurendar KesavanÎncă nu există evaluări
- CS January17 2014Document31 paginiCS January17 2014Surendar KesavanÎncă nu există evaluări
- Review of Cleanroom MicrofloraDocument8 paginiReview of Cleanroom MicrofloraSurendar KesavanÎncă nu există evaluări
- Clean Room BasicsDocument26 paginiClean Room BasicsSurendar KesavanÎncă nu există evaluări
- Impact Analysis ReportDocument28 paginiImpact Analysis ReportprasikumarÎncă nu există evaluări
- Arai Et Al-1970-Microbiology and ImmunologyDocument6 paginiArai Et Al-1970-Microbiology and ImmunologySurendar KesavanÎncă nu există evaluări
- Manual On Antimicrobial Susceptibility Testing Dr. M.K. LalithaDocument47 paginiManual On Antimicrobial Susceptibility Testing Dr. M.K. LalithaAntoniuz Liem100% (2)
- J. Bacteriol.-2004-Beck-2766-73Document8 paginiJ. Bacteriol.-2004-Beck-2766-73Surendar KesavanÎncă nu există evaluări
- AGM (QC) RecruitmentDocument7 paginiAGM (QC) RecruitmentSurendar KesavanÎncă nu există evaluări
- 33513Document24 pagini33513Surendar KesavanÎncă nu există evaluări
- 99929Document20 pagini99929Tamer Moustafa100% (2)
- Understanding The Harmony Information in The Preset DisplayDocument2 paginiUnderstanding The Harmony Information in The Preset DisplaymileroÎncă nu există evaluări
- OpenSolver ChangeLogDocument24 paginiOpenSolver ChangeLogSantaCruzStoreroomÎncă nu există evaluări
- Atom Laboratory CalibratorDocument90 paginiAtom Laboratory CalibratorDhoy GaviolaÎncă nu există evaluări
- Loadsand Load PathsDocument34 paginiLoadsand Load PathsAnonymous pD2ymRUgu0% (1)
- Effect of Aging in Bituminous MixesDocument15 paginiEffect of Aging in Bituminous MixesyadavameÎncă nu există evaluări
- 7 Extrusion Welding: 7.1 Process DescriptionDocument14 pagini7 Extrusion Welding: 7.1 Process DescriptionВасил СавовскиÎncă nu există evaluări
- ATMega8 UcDocument40 paginiATMega8 UcnrjchopraÎncă nu există evaluări
- FU2185011009 Description PICO With Bayonet Connector ENDocument10 paginiFU2185011009 Description PICO With Bayonet Connector ENDonny Wierya pratamaÎncă nu există evaluări
- PM 2.5 Sampler Model Aas-127: Advantages: FeaturesDocument1 paginăPM 2.5 Sampler Model Aas-127: Advantages: FeaturesRajesh MishraÎncă nu există evaluări
- Security Door InstallationDocument15 paginiSecurity Door InstallationHugo TrindadeÎncă nu există evaluări
- Ptu Datesheet 2013Document4 paginiPtu Datesheet 2013Mugume JosephÎncă nu există evaluări
- S419Document2 paginiS419Syed IhyaÎncă nu există evaluări
- TP5 W9 S9 R0Document2 paginiTP5 W9 S9 R0DickiEffendy0% (1)
- Statistical Mechanics: Lecture A0: Phase TransitionsDocument5 paginiStatistical Mechanics: Lecture A0: Phase TransitionsTushar GhoshÎncă nu există evaluări
- Composite For Innovative Wind TurbineDocument25 paginiComposite For Innovative Wind TurbineSuraj MoodÎncă nu există evaluări
- 6420 PHENOLS 6420 A. Introduction: 1. Sources and SignificanceDocument6 pagini6420 PHENOLS 6420 A. Introduction: 1. Sources and SignificanceNguyen Hien Duc HienÎncă nu există evaluări
- 117BH - Ceramic Science and Technology PDFDocument8 pagini117BH - Ceramic Science and Technology PDFvenkiscribd444Încă nu există evaluări
- Lesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and CalculationsDocument8 paginiLesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and Calculationsmico alilayaÎncă nu există evaluări
- Washer Dryer: Owner'S ManualDocument29 paginiWasher Dryer: Owner'S ManualThai FuizaiÎncă nu există evaluări
- Construction Schedule Template 05Document7 paginiConstruction Schedule Template 05bharat gadaraÎncă nu există evaluări
- GROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Document5 paginiGROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoÎncă nu există evaluări
- Grundfosliterature 5439530Document244 paginiGrundfosliterature 5439530Dien HuynhÎncă nu există evaluări
- Chapter 11Document38 paginiChapter 11Ismail HussainÎncă nu există evaluări
- PPC Porcelain Solid Core Post Insulators and Operating RodsDocument23 paginiPPC Porcelain Solid Core Post Insulators and Operating RodsCHRISTIANÎncă nu există evaluări
- GeomembranesinDams (INACOLD)Document38 paginiGeomembranesinDams (INACOLD)Robbi Shobri Rakhman100% (1)
- Class 10 Science (Physics) MCQs Chapter 11 QuestionsDocument28 paginiClass 10 Science (Physics) MCQs Chapter 11 QuestionsKSA TEXTILEÎncă nu există evaluări
- MUJ - Hostel B8, B9 & B10Document12 paginiMUJ - Hostel B8, B9 & B10GanjaÎncă nu există evaluări