S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Mollier Chart WaterDocument1 paginăMollier Chart Waterchouchou575% (8)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Seakeeping: Complex numbers and Euler's formulaDocument26 paginiSeakeeping: Complex numbers and Euler's formulaRaniero FalzonÎncă nu există evaluări
- MS101 Egypt AssignmentDocument16 paginiMS101 Egypt Assignmentrofaman100% (5)
- International Chemistry Olympiad Problems Volume 03 (2009-2013)Document291 paginiInternational Chemistry Olympiad Problems Volume 03 (2009-2013)Science Olympiad Blog75% (4)
- Notes Wind EnergyDocument22 paginiNotes Wind EnergyRaniero FalzonÎncă nu există evaluări
- RSG Harmonised StandardsDocument11 paginiRSG Harmonised StandardsRaniero FalzonÎncă nu există evaluări
- Electric Water Heaters InstructionsDocument88 paginiElectric Water Heaters InstructionsRaniero FalzonÎncă nu există evaluări
- FBA A Concealed R32 GasDocument2 paginiFBA A Concealed R32 GasRaniero FalzonÎncă nu există evaluări
- Lab Report Bl2Document25 paginiLab Report Bl2Raniero Falzon0% (1)
- What Is The Best Method For Preheating 4130Document5 paginiWhat Is The Best Method For Preheating 4130Raniero FalzonÎncă nu există evaluări
- 81 14 DesignDocument9 pagini81 14 DesignRaniero FalzonÎncă nu există evaluări
- SAE - Design, Manufacturing, and Verification of A Steel Tube Space FrameDocument54 paginiSAE - Design, Manufacturing, and Verification of A Steel Tube Space FrameRaniero FalzonÎncă nu există evaluări
- What Is The Best Method For Preheating 4130 PDFDocument5 paginiWhat Is The Best Method For Preheating 4130 PDFRaniero FalzonÎncă nu există evaluări
- Curved BeamDocument2 paginiCurved BeamRaniero Falzon0% (1)
- Chassis Design1Document5 paginiChassis Design1Ashutosh JadhavÎncă nu există evaluări
- 8 Chemical PresentationDocument18 pagini8 Chemical PresentationRaniero FalzonÎncă nu există evaluări
- Stress Analysis of Truck Chassis Joints Using FEMDocument16 paginiStress Analysis of Truck Chassis Joints Using FEMwaqasjeralÎncă nu există evaluări
- Thin CylinderDocument16 paginiThin CylinderPranksterz StarzÎncă nu există evaluări
- BS EN 00003-3-1996 ScanDocument16 paginiBS EN 00003-3-1996 ScanRinu RavikumarÎncă nu există evaluări
- Future Ship Powering Options ReportDocument51 paginiFuture Ship Powering Options ReportRaniero FalzonÎncă nu există evaluări
- SPSSDocument31 paginiSPSSRaniero FalzonÎncă nu există evaluări
- Answers to End-of-Chapter Problems for Principles of Heat and Mass Transfer (7th EditionDocument32 paginiAnswers to End-of-Chapter Problems for Principles of Heat and Mass Transfer (7th EditionAzam RoslanÎncă nu există evaluări
- RP Lecture6and7Document41 paginiRP Lecture6and7Tarek MohamedÎncă nu există evaluări
- Calculus: Techniques of IntegrationDocument26 paginiCalculus: Techniques of IntegrationSamuel PascuaÎncă nu există evaluări
- Producing A Thesis Using WordDocument59 paginiProducing A Thesis Using WordRaniero FalzonÎncă nu există evaluări
- FluidsDocument101 paginiFluidsRaniero FalzonÎncă nu există evaluări
- FluidsDocument101 paginiFluidsRaniero FalzonÎncă nu există evaluări
- Producing A Thesis Using WordDocument59 paginiProducing A Thesis Using WordRaniero FalzonÎncă nu există evaluări
- LIGA and Its ApplicationsDocument484 paginiLIGA and Its ApplicationsRaniero FalzonÎncă nu există evaluări
- Catalog Whatman 2018.compressedDocument214 paginiCatalog Whatman 2018.compressedRakha Milan BachtiarÎncă nu există evaluări
- Vacita Integrated ServicesDocument21 paginiVacita Integrated ServicesNwosu AugustineÎncă nu există evaluări
- Radiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFDocument64 paginiRadiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFXamir Suarez Alejandro100% (1)
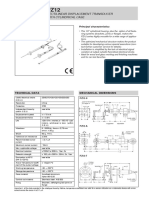
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 paginiRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926Încă nu există evaluări
- ROCKYDocument4 paginiROCKYNelson Alexander Aponte SimbronÎncă nu există evaluări
- PMI Procedure for Verifying Alloy Elements in Metals by XRFDocument2 paginiPMI Procedure for Verifying Alloy Elements in Metals by XRFMohamed NabilÎncă nu există evaluări
- Direct Determination of The Flow Curves of NoDocument4 paginiDirect Determination of The Flow Curves of NoZaid HadiÎncă nu există evaluări
- Gyro Notes For 2ND MateDocument18 paginiGyro Notes For 2ND MateArchit Bhardwaj100% (1)
- Image ProcessingDocument49 paginiImage ProcessingJyoti SinghÎncă nu există evaluări
- Electrical Engineering BA (B), Analog Electronics, ET065G 6 Credits ET064G 7.5 CreditsDocument43 paginiElectrical Engineering BA (B), Analog Electronics, ET065G 6 Credits ET064G 7.5 Creditsdev-nullÎncă nu există evaluări
- Chapter 4Document36 paginiChapter 4Sumedh KakdeÎncă nu există evaluări
- Measuring Planck's Constant with LEDsDocument7 paginiMeasuring Planck's Constant with LEDsAngy100% (1)
- Effect of Speration in Modified BitumenDocument12 paginiEffect of Speration in Modified BitumenyadavameÎncă nu există evaluări
- Hiad 2Document15 paginiHiad 2Hrishikesh JoshiÎncă nu există evaluări
- Long Term Deflection in Concrete BeamsDocument6 paginiLong Term Deflection in Concrete BeamsRenganayagi BalajiÎncă nu există evaluări
- Airborne Wind Energy SystemDocument27 paginiAirborne Wind Energy SystemAbin BabyÎncă nu există evaluări
- Particle Size Analysis Using a HydrometerDocument13 paginiParticle Size Analysis Using a HydrometerShubhrajit MaitraÎncă nu există evaluări
- Design of A Digital Control System and Path Planning Module For The ED-7220C Robot ArmDocument66 paginiDesign of A Digital Control System and Path Planning Module For The ED-7220C Robot ArmTarek Bmr100% (3)
- Offshore Pipeline Hydraulic and Mechanical AnalysesDocument25 paginiOffshore Pipeline Hydraulic and Mechanical AnalysesEslam RedaÎncă nu există evaluări
- Engineering Structures: SciencedirectDocument12 paginiEngineering Structures: Sciencedirectyasemin bürüngüzÎncă nu există evaluări
- 1 s2.0 0304885395011137 MainDocument2 pagini1 s2.0 0304885395011137 MainAyush VermaÎncă nu există evaluări
- Virtual Work 3rd Year Structural EngineeringDocument129 paginiVirtual Work 3rd Year Structural EngineeringStefano Martin PorciunculaÎncă nu există evaluări
- LNG SamplingSystemDocument2 paginiLNG SamplingSystemGuillermo Lopez-FloresÎncă nu există evaluări
- Mapua Institute of Technology: Field Work 1 Pacing On Level GroundDocument7 paginiMapua Institute of Technology: Field Work 1 Pacing On Level GroundIan Ag-aDoctorÎncă nu există evaluări
- Samuel Glasstone - Thermodynamics For Chemists PDFDocument532 paginiSamuel Glasstone - Thermodynamics For Chemists PDFRimmon Singh100% (2)
- A2 Nuclear Models LiqDrop FermiGasDocument19 paginiA2 Nuclear Models LiqDrop FermiGasAbdul RehmanÎncă nu există evaluări
- Ricapito-1 PbLi-T DatabaseDocument16 paginiRicapito-1 PbLi-T DatabaseSasa DjordjevicÎncă nu există evaluări