S-ar putea să vă placă și
- Raychem SleeveDocument10 paginiRaychem SleeveglenysyaÎncă nu există evaluări
- Meter Manual Final PDFDocument12 paginiMeter Manual Final PDFAnonymous TAKRGCkb100% (2)
- E&I Tool Box ContentsDocument1 paginăE&I Tool Box ContentsChandan RayÎncă nu există evaluări
- Sop Magnesium Anode Installation - ThiessDocument10 paginiSop Magnesium Anode Installation - ThiessbonnicoÎncă nu există evaluări
- MOV Technical Data SheetDocument6 paginiMOV Technical Data SheetBilel MahjoubÎncă nu există evaluări
- Method Statement For CW INTAKE SCREEN WASH WATER SYSTEM FLUSHING BL.1 5 PDFDocument8 paginiMethod Statement For CW INTAKE SCREEN WASH WATER SYSTEM FLUSHING BL.1 5 PDFFredie UnabiaÎncă nu există evaluări
- Lifting - SAMPLE-Method of StatmentDocument1 paginăLifting - SAMPLE-Method of Statmentsudeesh kumarÎncă nu există evaluări
- S5134 Ethernet IO Modules: 8 Channels Universal AI, 8 Channels AO 8 Channels DO, 3channels DIDocument10 paginiS5134 Ethernet IO Modules: 8 Channels Universal AI, 8 Channels AO 8 Channels DO, 3channels DIanaklurah siniÎncă nu există evaluări
- Compliance Sheet: SL No Specific Comments Reply Mechanical: AANDocument1 paginăCompliance Sheet: SL No Specific Comments Reply Mechanical: AANJaren SobremisanaÎncă nu există evaluări
- Product Manual - Wires - Duraflex-10Document1 paginăProduct Manual - Wires - Duraflex-10Yvan Glendell Mangune100% (1)
- Installation Method StatementDocument6 paginiInstallation Method StatementgururajÎncă nu există evaluări
- 10090-Annexure-C-Scope of Work-Online UPSDocument3 pagini10090-Annexure-C-Scope of Work-Online UPSenriqueramoscÎncă nu există evaluări
- MS-E011-ALF-MS For Installation of LVAC PanelsDocument7 paginiMS-E011-ALF-MS For Installation of LVAC PanelsvipinrajÎncă nu există evaluări
- Weida Subsoil PipeDocument4 paginiWeida Subsoil PipeOngÎncă nu există evaluări
- Godown RequirementsDocument3 paginiGodown RequirementsMaheshwara ReddyÎncă nu există evaluări
- QCDFSS-6.7 - Fire Pumps - Arabic Version of Rev ADocument4 paginiQCDFSS-6.7 - Fire Pumps - Arabic Version of Rev AAnoirÎncă nu există evaluări
- Engr. George Esteban: NegotiableDocument1 paginăEngr. George Esteban: NegotiableGeo EstebanÎncă nu există evaluări
- Statement For Routine Lifting: (XXX Room For Your Own Numbering System)Document3 paginiStatement For Routine Lifting: (XXX Room For Your Own Numbering System)Mark Julius CabasanÎncă nu există evaluări
- Raychem Screened, Separable Connection System RSTI-68 800 A Up To 42 KVDocument4 paginiRaychem Screened, Separable Connection System RSTI-68 800 A Up To 42 KVgiovany_vq91Încă nu există evaluări
- 05-EL - FTR - Insulation & Continuity TestDocument3 pagini05-EL - FTR - Insulation & Continuity Testben sullivanÎncă nu există evaluări
- BCB Solutions Business ProfileDocument9 paginiBCB Solutions Business ProfileJacaranda FM NewsÎncă nu există evaluări
- Handing Over Form RMSDocument2 paginiHanding Over Form RMSSkill IndiaÎncă nu există evaluări
- Carrier Light Commercial Air Conditioner Split UnitDocument14 paginiCarrier Light Commercial Air Conditioner Split UnitABie ShallabyÎncă nu există evaluări
- Method Statement For Test and Inspection of An Existing Lightning Protection/Earthing SystemDocument4 paginiMethod Statement For Test and Inspection of An Existing Lightning Protection/Earthing Systemdangtuan27Încă nu există evaluări
- مشروع توزيع الكهرباء لمستشفى كاملDocument280 paginiمشروع توزيع الكهرباء لمستشفى كاملhunkbsrÎncă nu există evaluări
- Working Principle of Gate Barrier SystemDocument6 paginiWorking Principle of Gate Barrier SystemvijiÎncă nu există evaluări
- Method Statement of Coring Work & Pipe Installation & MaintenanceDocument9 paginiMethod Statement of Coring Work & Pipe Installation & Maintenancejinex123Încă nu există evaluări
- Method Statement For Fabrication of Concrete StairsDocument10 paginiMethod Statement For Fabrication of Concrete StairsDenver Vera MendozaÎncă nu există evaluări
- Instruction To BidDocument25 paginiInstruction To BidTechnical A-Star Testing & Inspection Malaysia100% (1)
- Pipeline StandardDocument50 paginiPipeline Standardsofianina05Încă nu există evaluări
- Request For 2nd Time ExtensionDocument3 paginiRequest For 2nd Time ExtensionEngineeri TadiyosÎncă nu există evaluări
- PAL - Construction GuidelinesDocument28 paginiPAL - Construction GuidelinesCarew Mohammed AbayomiÎncă nu există evaluări
- Form B - BlankDocument3 paginiForm B - BlankKazehaya AliÎncă nu există evaluări
- 5.2.3.1equipment For High Voltage Spark TestingDocument5 pagini5.2.3.1equipment For High Voltage Spark TestingManriquez AndresÎncă nu există evaluări
- 1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceDocument11 pagini1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceIstiQamahh MuhamadÎncă nu există evaluări
- 3.3.1 In-Kingdom Construction StrategyDocument106 pagini3.3.1 In-Kingdom Construction StrategyFahim Afroze100% (1)
- Jel-Wb-383Document1 paginăJel-Wb-383Wansyah Putra Siregar0% (1)
- Final 26 - 53Document34 paginiFinal 26 - 53Bebe BucătaruÎncă nu există evaluări
- Method Statement For Ultrasonic Testing: DCSM Project 2019Document5 paginiMethod Statement For Ultrasonic Testing: DCSM Project 2019Thinh NguyenÎncă nu există evaluări
- Submittal Sheet: From: CCDocument2 paginiSubmittal Sheet: From: CCCaberte JohnnyÎncă nu există evaluări
- Chemchlor SCM Auto Dosing System Spec 2019Document5 paginiChemchlor SCM Auto Dosing System Spec 2019gea alifa amorynaÎncă nu există evaluări
- MS Electric Poles and Cables RemovalDocument3 paginiMS Electric Poles and Cables RemovalGadÎncă nu există evaluări
- Subject: Method Statement For The Constructio NOF Chimney RaftDocument10 paginiSubject: Method Statement For The Constructio NOF Chimney RaftSandip PaulÎncă nu există evaluări
- Standard Technical Requirements For Sub-Metering System: T D H B I A FDocument25 paginiStandard Technical Requirements For Sub-Metering System: T D H B I A Fshadi sabikÎncă nu există evaluări
- VCP Pipe Installation: Method Statement ForDocument11 paginiVCP Pipe Installation: Method Statement ForBELLAÎncă nu există evaluări
- Method Statement - Fire Rated Duct Insulation.Document16 paginiMethod Statement - Fire Rated Duct Insulation.suhail kalody100% (2)
- Work Methodology For Installation of Service Water Piping Under GroundDocument2 paginiWork Methodology For Installation of Service Water Piping Under GroundKomputershengalÎncă nu există evaluări
- FA QCDD Exam Questions KIC by TrekaDocument7 paginiFA QCDD Exam Questions KIC by TrekaSHERIF KHATTABÎncă nu există evaluări
- ITT - Statement of ComplianceDocument3 paginiITT - Statement of ComplianceAtif RizviÎncă nu există evaluări
- Generator and Switchgear Servicing 16S1113Document24 paginiGenerator and Switchgear Servicing 16S1113Anonymous mNQq7ojÎncă nu există evaluări
- Service FormatDocument1 paginăService FormatMadhan MohanÎncă nu există evaluări
- TEC 312319 MET DoR 001 (Method Statement For Dewatering Works) (K)Document7 paginiTEC 312319 MET DoR 001 (Method Statement For Dewatering Works) (K)Aryaa ArrÎncă nu există evaluări
- Fabric Installation Details PDFDocument5 paginiFabric Installation Details PDFDenise Koh Chin HuiÎncă nu există evaluări
- BoqDocument12 paginiBoqpavlovicrs100% (1)
- Method Statement For Temporary Ladder Access Scaffolding and Walkway For Hanging PlatformDocument6 paginiMethod Statement For Temporary Ladder Access Scaffolding and Walkway For Hanging PlatformAnjo MolinaÎncă nu există evaluări
- HVS-LR Repair Kit For PILC/VCLC Cable Sheaths or Lead SplicesDocument8 paginiHVS-LR Repair Kit For PILC/VCLC Cable Sheaths or Lead SplicesAbdul Muneeb MohammedÎncă nu există evaluări
- Subject AreaDocument30 paginiSubject Areauri.cruz.zamoraÎncă nu există evaluări
- Heat Tracing Caja de ConexionDocument8 paginiHeat Tracing Caja de ConexionAnonymous YqiomOTXÎncă nu există evaluări
- Terminales Termocontractiles PDFDocument18 paginiTerminales Termocontractiles PDFcbeltranochoaÎncă nu există evaluări
- TH 3jrs ManualDocument11 paginiTH 3jrs ManualOscar NavaÎncă nu există evaluări
- Daman Digital CardDocument31 paginiDaman Digital CardM Kumar Marimuthu100% (1)
- L05 Transmissionlines v4.ppsDocument16 paginiL05 Transmissionlines v4.ppsM Kumar MarimuthuÎncă nu există evaluări
- Static Distance Relay LZ96Document2 paginiStatic Distance Relay LZ96M Kumar Marimuthu0% (1)
- Tesring Procedure of Electrical InstalltionDocument104 paginiTesring Procedure of Electrical InstalltionaruntiwaryÎncă nu există evaluări
- 01 - Overview of Protection FundamentalsDocument28 pagini01 - Overview of Protection FundamentalsM Kumar MarimuthuÎncă nu există evaluări
- 03 Directional OvercurrentDocument10 pagini03 Directional OvercurrentM Kumar MarimuthuÎncă nu există evaluări
- Testing Directional Overcurrent Relays From ValenceDocument8 paginiTesting Directional Overcurrent Relays From ValenceM Kumar MarimuthuÎncă nu există evaluări
- 02 - Notes Overcurrent ProtectionDocument9 pagini02 - Notes Overcurrent ProtectionM Kumar Marimuthu100% (1)
- Example Distance Distance ENUDocument30 paginiExample Distance Distance ENUlancenglot100% (3)
- Fire Protection Commissioning ProcedureDocument39 paginiFire Protection Commissioning ProcedureM Kumar Marimuthu83% (6)
- ABB Testing of Power TransformerDocument55 paginiABB Testing of Power TransformerM Kumar Marimuthu100% (3)
- ONGC Commissioning ProceduresDocument27 paginiONGC Commissioning Proceduresachmadh_2010100% (8)
- HV CAble TestingDocument12 paginiHV CAble TestingM Kumar Marimuthu100% (2)
- Methods of Improving Commutation - Electrical4uDocument6 paginiMethods of Improving Commutation - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Rating of Alternator - Electrical4uDocument4 paginiRating of Alternator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Phasor Diagram For Synchronous Generator - Electrical4uDocument4 paginiPhasor Diagram For Synchronous Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- EDF High Voltage Cable Insulation Testing PolicyDocument14 paginiEDF High Voltage Cable Insulation Testing PolicyM Kumar Marimuthu100% (1)
- Induction Generator - Application of Induction Generator - Electrical4uDocument6 paginiInduction Generator - Application of Induction Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Swinburne's Test of DC Machine - Electrical4uDocument7 paginiSwinburne's Test of DC Machine - Electrical4uM Kumar Marimuthu0% (1)
- Commutation in DC Machine or Commutation in DC Generator or Motor - Electrical4uDocument6 paginiCommutation in DC Machine or Commutation in DC Generator or Motor - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Hopkinson's Test - Electrical4u PDFDocument9 paginiHopkinson's Test - Electrical4u PDFM Kumar MarimuthuÎncă nu există evaluări
- Characteristics of Series Wound DC Generator - Electrical4uDocument5 paginiCharacteristics of Series Wound DC Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Construction of DC Generator - Yoke Pole Armature Brushes of DC Generator - Electrical4uDocument6 paginiConstruction of DC Generator - Yoke Pole Armature Brushes of DC Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Magnetization Curve of DC Generator - Electrical4uDocument5 paginiMagnetization Curve of DC Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Characteristics of Series Wound DC Generator - Electrical4uDocument5 paginiCharacteristics of Series Wound DC Generator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Construction of Alternator - Electrical4uDocument5 paginiConstruction of Alternator - Electrical4uM Kumar MarimuthuÎncă nu există evaluări
- Catalogo Partes FotonDocument4 paginiCatalogo Partes FotonJavier SajoneroÎncă nu există evaluări
- STC15F2K32S2 FeaturesDocument21 paginiSTC15F2K32S2 FeaturesJoserecon BonillaÎncă nu există evaluări
- Alto Mistral 2500, 4000Document46 paginiAlto Mistral 2500, 4000wacawaca100% (1)
- Dcu Book PDFDocument45 paginiDcu Book PDFyao nestorÎncă nu există evaluări
- InteliCharger 120 12 24 DatasheetDocument2 paginiInteliCharger 120 12 24 Datasheetjean sanchezÎncă nu există evaluări
- Manual Motores Do Ferro Velho SanyoDocument64 paginiManual Motores Do Ferro Velho SanyoanclamixÎncă nu există evaluări
- D50 60 70S-5 (Sb1101e05)Document401 paginiD50 60 70S-5 (Sb1101e05)goxmad100% (1)
- X320 Select Series Tractor IntroductionDocument7 paginiX320 Select Series Tractor IntroductionYeison NavasÎncă nu există evaluări
- Measure of Pump Efficiency, Head and DischargeDocument15 paginiMeasure of Pump Efficiency, Head and DischargeHaikal HarithÎncă nu există evaluări
- LVT-Military ProtectionDocument2 paginiLVT-Military ProtectionIsrael ExporterÎncă nu există evaluări
- Hyundai Sonata L4-1997Document1.194 paginiHyundai Sonata L4-1997Relcon Servicio AutomotrizÎncă nu există evaluări
- 17 MiscellaneousDocument42 pagini17 MiscellaneousNicolae SanduÎncă nu există evaluări
- 230621-Wardah-Laporan So TRMDocument14 pagini230621-Wardah-Laporan So TRMFerry AlmsyhÎncă nu există evaluări
- Sharjeel Zaidi MicroprocessorDocument23 paginiSharjeel Zaidi MicroprocessorSharjil ZaiDiÎncă nu există evaluări
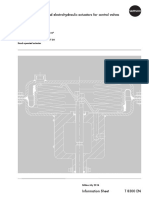
- Actuators: Pneumatic, Electric and Electrohydraulic Actuators For Control Valves and Butterfly ValvesDocument8 paginiActuators: Pneumatic, Electric and Electrohydraulic Actuators For Control Valves and Butterfly ValvesCarlos Arias LuyandoÎncă nu există evaluări
- Bike Frames For Sale - EbayDocument1 paginăBike Frames For Sale - EbayamirsharifiÎncă nu există evaluări
- Energies: Low Voltage Battery Management System With Internal Adaptive Charger and Fuzzy Logic ControllerDocument15 paginiEnergies: Low Voltage Battery Management System With Internal Adaptive Charger and Fuzzy Logic Controllerjufriansyah 12Încă nu există evaluări
- Tonepad BigmuffDocument2 paginiTonepad BigmuffWasabiRockÎncă nu există evaluări
- MAN 05 003 01 Service Manual MC 3 6Document2 paginiMAN 05 003 01 Service Manual MC 3 6pabloÎncă nu există evaluări
- PIC Base A9Document28 paginiPIC Base A9Alfonso NiñoÎncă nu există evaluări
- Parts Manual: B30D & B25D 6X6 MKV AdtDocument150 paginiParts Manual: B30D & B25D 6X6 MKV AdtTeknik MakinaÎncă nu există evaluări
- E16A358-Manual EN Rev00 2014 06 03Document100 paginiE16A358-Manual EN Rev00 2014 06 03phuc nguyenÎncă nu există evaluări
- MID 216 PSID 11 Brake Light Right SideDocument3 paginiMID 216 PSID 11 Brake Light Right SideTun Tun Win Kse100% (1)
- Erico LightingDocument1 paginăErico LightingPanji Ariel WibowoÎncă nu există evaluări
- Av500 Wiring Diagrams-Av501Document1 paginăAv500 Wiring Diagrams-Av501Mary Sharlene IjanÎncă nu există evaluări
- E57540 Service ManualDocument2.158 paginiE57540 Service Manualma trÎncă nu există evaluări
- Wood - Magazine - 267 - May 2020Document88 paginiWood - Magazine - 267 - May 2020Adam Niddrie100% (1)
- ACT5 ReportDocument2 paginiACT5 ReportMV5 ChannelÎncă nu există evaluări
- Website Visit Log 2020 FixedDocument50 paginiWebsite Visit Log 2020 Fixedadityarana531Încă nu există evaluări
- Cooliing System TTLM PR - by S-DDocument142 paginiCooliing System TTLM PR - by S-DElias WeldeyohansÎncă nu există evaluări