S-ar putea să vă placă și
- Iso Iec 27003-2017Document52 paginiIso Iec 27003-2017Jorge Cabal Prieto75% (4)
- (Met-Pro-009) Montaje Tanques API 650 v-1Document5 pagini(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALÎncă nu există evaluări
- Astm A480Document5 paginiAstm A480Jose Juan CharlesÎncă nu există evaluări
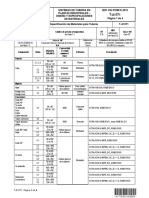
- T1C Especificación de TuberíaDocument1 paginăT1C Especificación de TuberíaIsaias de la CruzÎncă nu există evaluări
- NRF 053 Pemex 2006 PDFDocument54 paginiNRF 053 Pemex 2006 PDFJesus Salazar100% (2)
- C D02T1Document6 paginiC D02T1Efrain PonseÎncă nu există evaluări
- Anexo 1. Procedimientos de SoldaduraDocument89 paginiAnexo 1. Procedimientos de SoldadurajesusÎncă nu există evaluări
- Bridas y UnionesDocument53 paginiBridas y UnionesTeodoro HernandezÎncă nu există evaluări
- NRF 027 PEMEX 2001d Esparragos y TornillosDocument32 paginiNRF 027 PEMEX 2001d Esparragos y TornillosAndres Paredes100% (1)
- Norma K101 PetroquimicaDocument17 paginiNorma K101 PetroquimicaJOSE100% (2)
- Instalaciones TerrestresDocument4 paginiInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- Ensayo Arte Operacional-FinalDocument5 paginiEnsayo Arte Operacional-FinalJohnny Jimenez Zegarra75% (4)
- Norma K-101 Rev. 7 TeoriaDocument44 paginiNorma K-101 Rev. 7 TeoriaEdilberto Martinez Lopez100% (1)
- 03.tankes Api 650 PDFDocument191 pagini03.tankes Api 650 PDFEliana Zola100% (1)
- Gpei-It-4205 Guia para Seleccionar Trat. TermicoDocument36 paginiGpei-It-4205 Guia para Seleccionar Trat. TermicoFernando Reyes EsproncedaÎncă nu există evaluări
- DG Gpasi It 00204 PDFDocument16 paginiDG Gpasi It 00204 PDFjorge1952100% (1)
- Soportes Estardars Ica 2Document144 paginiSoportes Estardars Ica 2Jamv Jamv100% (1)
- Arenado y PinturaDocument20 paginiArenado y PinturaMelissa RodriguezÎncă nu există evaluări
- Medición Verticalidad Asentamiento Tanques Durante Prueba HidrostáticaDocument3 paginiMedición Verticalidad Asentamiento Tanques Durante Prueba HidrostáticaALNAMA201180% (5)
- 044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNDocument19 pagini044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNOscar CusingaÎncă nu există evaluări
- Como Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.Document34 paginiComo Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.luis100% (1)
- API Spec 6a (4 Hasta 14)Document158 paginiAPI Spec 6a (4 Hasta 14)Vanessa Ayala FÎncă nu există evaluări
- Gpasi It 0003 (1986)Document19 paginiGpasi It 0003 (1986)OSIIQPGRIS100% (1)
- MTO Tuberias y AccesoriosDocument5 paginiMTO Tuberias y AccesoriosmikadoÎncă nu există evaluări
- Nrf-156-Pemex-2008-F EmpaquesDocument79 paginiNrf-156-Pemex-2008-F Empaquespolo7Încă nu există evaluări
- A CoplesDocument10 paginiA CoplesGalo Ayala100% (2)
- Procedimiento GeneraL de SOLDADURADocument28 paginiProcedimiento GeneraL de SOLDADURAAriel GalvezÎncă nu există evaluări
- 04 Anexo 4 Montaje de TuberíaDocument11 pagini04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluÎncă nu există evaluări
- Procedimientos SoldadurasDocument13 paginiProcedimientos SoldadurasRickiemannÎncă nu există evaluări
- EXAMINATION, INSPECTION AND TEST PLAN Separador TrifasicoDocument8 paginiEXAMINATION, INSPECTION AND TEST PLAN Separador TrifasicoWalter RuedaÎncă nu există evaluări
- Alineamiento de TuberiaDocument21 paginiAlineamiento de TuberiaAnonymous NpiKhs5bÎncă nu există evaluări
- Gestion de Integridad Rollino PCC2 Present R1 Unlocked PDFDocument204 paginiGestion de Integridad Rollino PCC2 Present R1 Unlocked PDFHebertÎncă nu există evaluări
- Pep-751127-Om-03 Procedimiento de Alineación, Corte, Biselado y Soldadura en Tuberia y Accesorios Rev 1Document23 paginiPep-751127-Om-03 Procedimiento de Alineación, Corte, Biselado y Soldadura en Tuberia y Accesorios Rev 1Liz Maryury Moreno DazaÎncă nu există evaluări
- Procedimiento Celaje - TerrestreDocument7 paginiProcedimiento Celaje - TerrestreLeonardo Mendez GarciaÎncă nu există evaluări
- Et 034 Pemex 2019Document42 paginiEt 034 Pemex 2019Gabriel Sanchez100% (1)
- Procedimiento Aplicacion de RAM 100 PDFDocument4 paginiProcedimiento Aplicacion de RAM 100 PDFJorge LaraÎncă nu există evaluări
- PR-PP-14 Procedimiento Corte y Biselado para TuberiaDocument8 paginiPR-PP-14 Procedimiento Corte y Biselado para TuberiaJavier Lozano AbrilÎncă nu există evaluări
- ASME SECCION II MaterialesDocument4 paginiASME SECCION II MaterialesJames0% (1)
- CSM-PTS-006 - Limpieza Con Chorros de ArenaDocument46 paginiCSM-PTS-006 - Limpieza Con Chorros de ArenaManuel José Rodríguez MillánÎncă nu există evaluări
- Fabricacion de Tuberias en TallerDocument15 paginiFabricacion de Tuberias en TallerMayumi Lopez RojasÎncă nu există evaluări
- Procedimiento Asme VIIIDocument8 paginiProcedimiento Asme VIIIgustavo mendozaÎncă nu există evaluări
- Procedimiento Hot Tap PS MDocument11 paginiProcedimiento Hot Tap PS MED SA CAÎncă nu există evaluări
- Valoracion Defectos SIINTEGDocument52 paginiValoracion Defectos SIINTEGJennifer Julieth Triana ForeroÎncă nu există evaluări
- Trabajo Fabricacion de Recipientes de PresionDocument30 paginiTrabajo Fabricacion de Recipientes de Presionarley blancoÎncă nu există evaluări
- P ProcedimientoDocument9 paginiP ProcedimientoreneluisperezÎncă nu există evaluări
- Examen AsmeDocument12 paginiExamen AsmeAndrea FPresaÎncă nu există evaluări
- BASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1Document128 paginiBASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1gnipip3825100% (1)
- T1BDocument1 paginăT1BARMANDO DE ROSAS GONZALEZÎncă nu există evaluări
- NORMA K 101 Especificaciones de Tuberia T 1 BDocument1 paginăNORMA K 101 Especificaciones de Tuberia T 1 Blaucanto67% (3)
- T1ADocument1 paginăT1ARamon Pacheco100% (1)
- T1C (Solo Gas Propileno)Document1 paginăT1C (Solo Gas Propileno)Carlos CruzÎncă nu există evaluări
- Plant Pipe Industrial PDFDocument447 paginiPlant Pipe Industrial PDFMatt SalemÎncă nu există evaluări
- Donwload - NRF 032 Pemex 2012 Emt Pic 1Document76 paginiDonwload - NRF 032 Pemex 2012 Emt Pic 1rsolorzano11Încă nu există evaluări
- Nrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Document5 paginiNrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Andre Villegas RomeroÎncă nu există evaluări
- Instalaciones Terrestres: NRF-032-PEMEX-2012 T-A05T3Document4 paginiInstalaciones Terrestres: NRF-032-PEMEX-2012 T-A05T3Leonardo Ramirez GuzmanÎncă nu există evaluări
- Piping Class AciDocument13 paginiPiping Class AciJorge Santos RomeroÎncă nu există evaluări
- Nrf-032-Pemex-2012 Gas Comb. y Arranque Ac 300# RF T-b03t1Document6 paginiNrf-032-Pemex-2012 Gas Comb. y Arranque Ac 300# RF T-b03t1Andre Villegas RomeroÎncă nu există evaluări
- TRC ABN: TornilleríaDocument1 paginăTRC ABN: Tornilleríamadrigal64Încă nu există evaluări
- T B01T1 PDFDocument5 paginiT B01T1 PDFLeonardo Ramirez GuzmanÎncă nu există evaluări
- C A11t1Document5 paginiC A11t1Christian Lopez MendezÎncă nu există evaluări
- T A01t3Document4 paginiT A01t3Leonardo Ramirez GuzmanÎncă nu există evaluări
- T A17t1Document4 paginiT A17t1Leonardo Ramirez GuzmanÎncă nu există evaluări
- Manual de Instalacion de Nod32 y Eset SmartDocument17 paginiManual de Instalacion de Nod32 y Eset Smartrobert789789Încă nu există evaluări
- Mejoras de Presto 2015Document13 paginiMejoras de Presto 2015Edward EncarnacionÎncă nu există evaluări
- Clase 05 PDFDocument1 paginăClase 05 PDFalexander hermoxzaÎncă nu există evaluări
- Consonante MDocument4 paginiConsonante MWendy DominguezÎncă nu există evaluări
- Aspectos OperativosDocument71 paginiAspectos OperativosLizeth LunaÎncă nu există evaluări
- HurtadoYucra C1Document5 paginiHurtadoYucra C1hilayiusÎncă nu există evaluări
- DDHH en El Oriente Boliviano PDFDocument77 paginiDDHH en El Oriente Boliviano PDFJosé PazÎncă nu există evaluări
- Mantenimiento Preventivo Trabajo0009Document4 paginiMantenimiento Preventivo Trabajo0009david alfaro67% (3)
- La Ceramica en El Arte Griego - Historia Del Arte en ResumenDocument5 paginiLa Ceramica en El Arte Griego - Historia Del Arte en ResumenXimena GattoÎncă nu există evaluări
- Avance 2 - Aptitud Academica y Ciencias - XLSX - Google DriveDocument1 paginăAvance 2 - Aptitud Academica y Ciencias - XLSX - Google Drivejacquelinepaz651Încă nu există evaluări
- 109851-Texto Del Artículo-437621-1-10-20100624Document26 pagini109851-Texto Del Artículo-437621-1-10-20100624Rodrigo FernandezÎncă nu există evaluări
- 5 Proyecto Ada LuzDocument40 pagini5 Proyecto Ada LuzJulio Cesar MaruriÎncă nu există evaluări
- Informe de Laboratorio 4Document10 paginiInforme de Laboratorio 4FABIAN AMAYA SIERRAÎncă nu există evaluări
- Interruptores de PotenciaDocument17 paginiInterruptores de PotenciaLuix Ha100% (2)
- El Sentido de Pertenencia Remite Al Sentido de Propiedad o de Posesión Que Tiene Una Persona Sobre Un Objeto o Un Bien MaterialDocument3 paginiEl Sentido de Pertenencia Remite Al Sentido de Propiedad o de Posesión Que Tiene Una Persona Sobre Un Objeto o Un Bien MaterialAdelmo Jose Herazo VergaraÎncă nu există evaluări
- Hector P Agosti Echeverria PDFDocument105 paginiHector P Agosti Echeverria PDFLuis Moya100% (1)
- Aforos SCDocument27 paginiAforos SCgénesis arceÎncă nu există evaluări
- AnalisisDocument8 paginiAnalisisAngel FelizÎncă nu există evaluări
- 100 Usos de La Tabla Del 100 PDFDocument6 pagini100 Usos de La Tabla Del 100 PDFJuan RumbaoÎncă nu există evaluări
- MEM. CALCULO ESCALERA MET. No. 1Document12 paginiMEM. CALCULO ESCALERA MET. No. 1Industrial FurnitureÎncă nu există evaluări
- Resumen de Capitulo 9 - Recoleccion de Datos CuantitativosDocument7 paginiResumen de Capitulo 9 - Recoleccion de Datos CuantitativosMaricarmen VargasÎncă nu există evaluări
- Estudio Actuación Administrativa AutomatizadaDocument333 paginiEstudio Actuación Administrativa AutomatizadaNicky SantoroÎncă nu există evaluări
- SIMULACIONES Realizadas en ProteusDocument9 paginiSIMULACIONES Realizadas en ProteusJair RuizÎncă nu există evaluări
- ETE Cons. 2023 Grupo 3 - A.P. - PutreDocument13 paginiETE Cons. 2023 Grupo 3 - A.P. - PutreSSSR AyPÎncă nu există evaluări
- Programación Orientada A Objetos 3-4Document5 paginiProgramación Orientada A Objetos 3-4Edgar Andres Gonzalez BolañosÎncă nu există evaluări
- Guia de Estudio Primer ParcialDocument2 paginiGuia de Estudio Primer ParcialJhony Abel ObregonÎncă nu există evaluări
- Silabo - 17341Document6 paginiSilabo - 17341xiomy5028Încă nu există evaluări
- Indicadores de Salud Mental en El TrabajoDocument18 paginiIndicadores de Salud Mental en El TrabajoJhamilaÎncă nu există evaluări