S-ar putea să vă placă și
- Handbook of Acoustical Measurements and Noise Controls - Cyril M. Harris, EditorDocument6 paginiHandbook of Acoustical Measurements and Noise Controls - Cyril M. Harris, EditorNirav DesaiÎncă nu există evaluări
- Original PDFDocument15 paginiOriginal PDFNirav DesaiÎncă nu există evaluări
- Barbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyDocument10 paginiBarbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyNirav DesaiÎncă nu există evaluări
- Laparoscopic Suturing Practical TipsDocument27 paginiLaparoscopic Suturing Practical TipsNirav DesaiÎncă nu există evaluări
- Barbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyDocument10 paginiBarbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyNirav DesaiÎncă nu există evaluări
- BMPBE Series Sheet 13032011Document3 paginiBMPBE Series Sheet 13032011Nirav DesaiÎncă nu există evaluări
- Jupyter ShortcutsDocument1 paginăJupyter ShortcutsEhsanÎncă nu există evaluări
- Barbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyDocument10 paginiBarbed Suture - A Review of The Technology and Clinical Uses in Obstetrics and GynecologyNirav DesaiÎncă nu există evaluări
- Project Management LifecycleDocument39 paginiProject Management LifecycleNirav Desai100% (1)
- Goal PlannerDocument1 paginăGoal Plannersikorak100% (2)
- Notes On Laparoscopic Suturing and Extracorporeal KnotsDocument2 paginiNotes On Laparoscopic Suturing and Extracorporeal KnotsNirav DesaiÎncă nu există evaluări
- The ProjmgmtprocessgroupsDocument6 paginiThe ProjmgmtprocessgroupsAr Kajal GangilÎncă nu există evaluări
- Anant Gupts HCL CEO Interview PDFDocument11 paginiAnant Gupts HCL CEO Interview PDFektathegreatÎncă nu există evaluări
- Button Bumpers (By "E" Dimension) : Home Corporate Profile Products Contact Online CatalogueDocument4 paginiButton Bumpers (By "E" Dimension) : Home Corporate Profile Products Contact Online CatalogueNirav DesaiÎncă nu există evaluări
- Heat Transfer in Solid and FluidsDocument49 paginiHeat Transfer in Solid and FluidsNirav DesaiÎncă nu există evaluări
- PM Lecture NotesDocument11 paginiPM Lecture NotesUmer AhmedÎncă nu există evaluări
- Advanced Excel TipsDocument34 paginiAdvanced Excel TipsSatish NamballaÎncă nu există evaluări
- AATP BrochureDocument4 paginiAATP BrochureNirav DesaiÎncă nu există evaluări
- Sample NAFTA SlidesDocument4 paginiSample NAFTA SlidesNirav DesaiÎncă nu există evaluări
- Excel Shortcuts 2014 PDFDocument7 paginiExcel Shortcuts 2014 PDFKaranam Attur VenkateshÎncă nu există evaluări
- 87, 186, 187 & 1987 Series Specs OL2241 121509Document4 pagini87, 186, 187 & 1987 Series Specs OL2241 121509Nirav DesaiÎncă nu există evaluări
- Changing The Way Engineers WorkDocument51 paginiChanging The Way Engineers WorkNirav DesaiÎncă nu există evaluări
- Simulation With Nonlinear Structural Materials Asme WebinarDocument36 paginiSimulation With Nonlinear Structural Materials Asme WebinarNirav DesaiÎncă nu există evaluări
- Osha 3080Document32 paginiOsha 3080Geofrey Oscar Yangali LimacoÎncă nu există evaluări
- NAFTA Tariff Shift RulesDocument2 paginiNAFTA Tariff Shift RulesNirav DesaiÎncă nu există evaluări
- Important Definitions Article 401 of The NAFTA "Originating Goods"Document1 paginăImportant Definitions Article 401 of The NAFTA "Originating Goods"Nirav DesaiÎncă nu există evaluări
- Sample NAFTA SlidesDocument4 paginiSample NAFTA SlidesNirav DesaiÎncă nu există evaluări
- OSHA AmputationsDocument2 paginiOSHA AmputationsNirav DesaiÎncă nu există evaluări
- Osha3169 RecordkeepingDocument7 paginiOsha3169 RecordkeepingNirav DesaiÎncă nu există evaluări
- Adhesive Transfer TapesDocument4 paginiAdhesive Transfer TapesNirav DesaiÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 0417 - N18 - Instructions For Conducting The IGCSE ICT Practical TestsDocument6 pagini0417 - N18 - Instructions For Conducting The IGCSE ICT Practical TestsRichie HarvyÎncă nu există evaluări
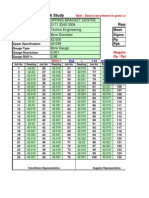
- Software For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Document5 paginiSoftware For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Gurjeet SinghÎncă nu există evaluări
- 4 Learning Management System Features Every Learning Management System Should HaveDocument9 pagini4 Learning Management System Features Every Learning Management System Should HaveDavid-Aragorn Peredo TelmoÎncă nu există evaluări
- G7 Manual (Inverter)Document416 paginiG7 Manual (Inverter)PhamDinhÎncă nu există evaluări
- Chapter4 PDFDocument384 paginiChapter4 PDFmercury7k29750Încă nu există evaluări
- Continental Finance FIT PDFDocument1 paginăContinental Finance FIT PDFJoe AcevesÎncă nu există evaluări
- Datasheet PDFDocument2 paginiDatasheet PDFJosemiguel TavarezÎncă nu există evaluări
- H BurndyDocument1 paginăH BurndyJuan Carlos ParedesÎncă nu există evaluări
- SDLCDocument8 paginiSDLCSruthi RajendranÎncă nu există evaluări
- AOM No. SDOI-2022-018 Mlchelle Dg. Arlola Evelyn A. NisperosDocument3 paginiAOM No. SDOI-2022-018 Mlchelle Dg. Arlola Evelyn A. NisperosRafael EncarnacionÎncă nu există evaluări
- Low-Loss, Broadly-Tunable Cavity Filter Operating at UHF FrequenciesDocument4 paginiLow-Loss, Broadly-Tunable Cavity Filter Operating at UHF FrequenciesDo SonÎncă nu există evaluări
- Manual Módulo Profibus DP - PAC3200 (Inglês)Document122 paginiManual Módulo Profibus DP - PAC3200 (Inglês)Josaphat Avila RodriguezÎncă nu există evaluări
- Back-Propagation Artificial Neural Network Approach For Machining Centre SelectionDocument18 paginiBack-Propagation Artificial Neural Network Approach For Machining Centre SelectionNatarajan KrishnanÎncă nu există evaluări
- Dissertation Adoption of Enterprise Resource Planning Erp in VietnamDocument30 paginiDissertation Adoption of Enterprise Resource Planning Erp in VietnamAr Puneet AroraÎncă nu există evaluări
- What Editions Are Available in Windows Server 2016?Document2 paginiWhat Editions Are Available in Windows Server 2016?John MikeÎncă nu există evaluări
- JSA Lifting With Equipment+Load ChartDocument13 paginiJSA Lifting With Equipment+Load ChartBoas BoetarzÎncă nu există evaluări
- Sherif Hassan Ouda: Curriculum VitaeDocument3 paginiSherif Hassan Ouda: Curriculum VitaeVijayabaraniÎncă nu există evaluări
- Chapter 2. Information Seekers and Electronic EnvironmentsDocument17 paginiChapter 2. Information Seekers and Electronic EnvironmentsCatalina Echeverri GalloÎncă nu există evaluări
- An Efficient CNN Accelerator Using Inter-Frame Data Reuse of Videos On FPGAsDocument14 paginiAn Efficient CNN Accelerator Using Inter-Frame Data Reuse of Videos On FPGAspalansamyÎncă nu există evaluări
- CBH-22-167 Din 7985 Pan Combi MS M6 X 16 BZP 4.6Document1 paginăCBH-22-167 Din 7985 Pan Combi MS M6 X 16 BZP 4.6qualityÎncă nu există evaluări
- Implementing DR Demings Quality PhilosophyDocument45 paginiImplementing DR Demings Quality PhilosophyDavid del CampoÎncă nu există evaluări
- Documentatie Flowserve Norbro 3 3 Actionare Electrica Norbro Serie 75 Sialco Reprezentanta Flowserve RomaniaDocument16 paginiDocumentatie Flowserve Norbro 3 3 Actionare Electrica Norbro Serie 75 Sialco Reprezentanta Flowserve RomaniaВладислав ВиршинитÎncă nu există evaluări
- 1.1reliability and IntegrityDocument5 pagini1.1reliability and IntegrityZakariah Alrababa'hÎncă nu există evaluări
- Net View - Net Session - Net File - Net Use - Windows CMD - SS64Document2 paginiNet View - Net Session - Net File - Net Use - Windows CMD - SS64xavierfelix07Încă nu există evaluări
- Land Line Tariff Plans: ALTTC, GhaziabadDocument66 paginiLand Line Tariff Plans: ALTTC, GhaziabadRajesh KumarÎncă nu există evaluări
- Brand PerceptionDocument105 paginiBrand Perceptionlekshmi517100% (1)
- SSMB Cover Feature Potash Tower Jan 2023Document6 paginiSSMB Cover Feature Potash Tower Jan 2023Tanzim Nur OrnabÎncă nu există evaluări
- AMP Check ListDocument8 paginiAMP Check ListCAM TAVÎncă nu există evaluări
- Aircon Brochure PDFDocument6 paginiAircon Brochure PDFhhhhhhhhaaÎncă nu există evaluări
- An Honest Account of The Humbling Experi PDFDocument424 paginiAn Honest Account of The Humbling Experi PDFGayatriÎncă nu există evaluări