S-ar putea să vă placă și
- Steam Plant OperationDocument794 paginiSteam Plant Operationgladiatork00793% (14)
- Article - Bolted Joint DesignDocument15 paginiArticle - Bolted Joint DesignPiyush YardiÎncă nu există evaluări
- Molienda 1Document8 paginiMolienda 1Jesús Eduardo Oviedo GalloÎncă nu există evaluări
- Eth 8147 01 PDFDocument6 paginiEth 8147 01 PDFKopTer JacopÎncă nu există evaluări
- Quadrotor Helicopter Flight Control PDFDocument5 paginiQuadrotor Helicopter Flight Control PDFKopTer JacopÎncă nu există evaluări
- Industrial Boiler Engineering ManualDocument26 paginiIndustrial Boiler Engineering ManualnoxleekÎncă nu există evaluări
- Belt and Chain DrivesDocument10 paginiBelt and Chain DrivesJagdip ShethÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Physics 211 Lab 1Document2 paginiPhysics 211 Lab 1Randy KingeryÎncă nu există evaluări
- Unit ConversionDocument21 paginiUnit ConversioninsidereaderÎncă nu există evaluări
- SD 33Document8 paginiSD 33Neddy Bdo Veras Estevez100% (2)
- Eng Sicor Catalogue GearlessDocument52 paginiEng Sicor Catalogue GearlessEmeka Pius OramunwaÎncă nu există evaluări
- Siemons - Cello Bowing TechniqueDocument15 paginiSiemons - Cello Bowing TechniqueMassa Awaj100% (2)
- Design of Flywheel: Prepared By:-Mourya Sachin BabulalDocument16 paginiDesign of Flywheel: Prepared By:-Mourya Sachin BabulalSachin MouryaÎncă nu există evaluări
- CAT4-2 Complete ENDocument264 paginiCAT4-2 Complete ENalltheloveintheworldÎncă nu există evaluări
- Accelerator Design For Proton Therapy: OutlineDocument8 paginiAccelerator Design For Proton Therapy: OutlineriomjÎncă nu există evaluări
- 5.4.1 INV5.4.1HessLawLab - Sem2 2017-HaleemMohamedAli EditDocument7 pagini5.4.1 INV5.4.1HessLawLab - Sem2 2017-HaleemMohamedAli EditHaleem MohamedÎncă nu există evaluări
- Rupsha Power Plant PDFDocument19 paginiRupsha Power Plant PDFHossain Mohammad MahbubÎncă nu există evaluări
- Analogue Addressable Repeater - MFAREP Fire Detection SystemDocument20 paginiAnalogue Addressable Repeater - MFAREP Fire Detection SystemShadi AbdelsalamÎncă nu există evaluări
- Hydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntoDocument22 paginiHydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntosaitejaÎncă nu există evaluări
- Reporte HOMER WIND 5kW-PV 6.36kWDocument10 paginiReporte HOMER WIND 5kW-PV 6.36kWlandoa junÎncă nu există evaluări
- GLA100Document2 paginiGLA100Al De LeonÎncă nu există evaluări
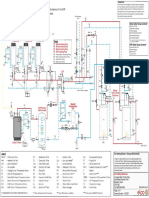
- 3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini CalorifiersDocument1 pagină3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini Calorifiersadyro12Încă nu există evaluări
- Unit 2B.1Document16 paginiUnit 2B.1PualeilehuaÎncă nu există evaluări
- RT30 Operate InstrukcjaDocument97 paginiRT30 Operate Instrukcjaallegro.ds.spinÎncă nu există evaluări
- VLSI Design Unit-2 Mosfet TransistorDocument5 paginiVLSI Design Unit-2 Mosfet Transistorselvi0412Încă nu există evaluări
- 2.1 CPRS, DRS, CGS, Steel PipelineDocument31 pagini2.1 CPRS, DRS, CGS, Steel PipelinePawan Chaturvedi50% (4)
- Technip Introduces New Diving Support Vessel Deep ExplorerDocument2 paginiTechnip Introduces New Diving Support Vessel Deep Explorermuhammad ilyasÎncă nu există evaluări
- Cylinder Cover Assembly KG170-02000: Fuel Oil System KG170-09000Document1 paginăCylinder Cover Assembly KG170-02000: Fuel Oil System KG170-09000Александр ЩеблыкинÎncă nu există evaluări
- 08-Com101 AMDocument11 pagini08-Com101 AMHồng HoanÎncă nu există evaluări
- Technical Article 1 MMD Sizers: MMD Group of CompaniesDocument13 paginiTechnical Article 1 MMD Sizers: MMD Group of CompaniesIgnacia PinoÎncă nu există evaluări
- California Air Tools 20040SPCAD Owner's Manual 11-18Document16 paginiCalifornia Air Tools 20040SPCAD Owner's Manual 11-18mmeneses07Încă nu există evaluări
- BTech Project Midterm ReviewDocument12 paginiBTech Project Midterm ReviewNikhil WaghalkarÎncă nu există evaluări
- EPF FW Demand Calculation NoteDocument14 paginiEPF FW Demand Calculation NoteEmamokeÎncă nu există evaluări
- GE Gas Turbine Generator Frame 6 Spare PartsDocument2 paginiGE Gas Turbine Generator Frame 6 Spare PartsAxelrose04100% (1)
- Station Area Planning Guide October 2017 PDFDocument116 paginiStation Area Planning Guide October 2017 PDFAnonymous EnrdqTÎncă nu există evaluări
- Atoms, Electron Structure and Periodicity HWDocument14 paginiAtoms, Electron Structure and Periodicity HWLuke WilliamsonÎncă nu există evaluări
- Motion in A Plane PDFDocument38 paginiMotion in A Plane PDFaman btechÎncă nu există evaluări