S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Pages From API 14c 2001 About Compressor BlowdownDocument5 paginiPages From API 14c 2001 About Compressor BlowdownkienlvÎncă nu există evaluări
- Field & Plant Performance Monitoring Sect 04 KPI Rev 01Document32 paginiField & Plant Performance Monitoring Sect 04 KPI Rev 01kienlv100% (1)
- 9 20234 A A PPT 01 Well TestingDocument9 pagini9 20234 A A PPT 01 Well TestingkienlvÎncă nu există evaluări
- ST WCS 2015 XT Systems EniDocument46 paginiST WCS 2015 XT Systems Enikienlv0% (1)
- Unit Name Type Description Unit Data: F1 F6 Flash FlashDocument32 paginiUnit Name Type Description Unit Data: F1 F6 Flash FlashkienlvÎncă nu există evaluări
- Faudzi Mat Isa Fadhli Hadana RahmanDocument6 paginiFaudzi Mat Isa Fadhli Hadana RahmankienlvÎncă nu există evaluări
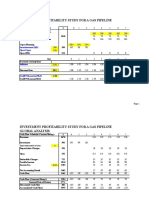
- Investment Profitability Study For A Gas Pipeline Global AnalysisDocument6 paginiInvestment Profitability Study For A Gas Pipeline Global AnalysiskienlvÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- SIConitDocument2 paginiSIConitJosueÎncă nu există evaluări
- API Design GiudeDocument9 paginiAPI Design GiudeTamilarasi DhanakodiÎncă nu există evaluări
- Dungeon Magazine 195 PDFDocument5 paginiDungeon Magazine 195 PDFGuillaumeRicherÎncă nu există evaluări
- a27272636 s dndjdjdjd ansjdns sc7727272726 wuqyqqyyqwywyywwy2ywywyw6 4 u ssbsbx d d dbxnxjdjdjdnsjsjsjallospspsksnsnd s sscalop sksnsks scslcoapa ri8887773737372 d djdjwnzks sclalososplsakosskkszmdn d ebwjw2i2737721osjxnx n ksjdjdiwi27273uwzva sclakopsisos scaloopsnx_01_eDocument762 paginia27272636 s dndjdjdjd ansjdns sc7727272726 wuqyqqyyqwywyywwy2ywywyw6 4 u ssbsbx d d dbxnxjdjdjdnsjsjsjallospspsksnsnd s sscalop sksnsks scslcoapa ri8887773737372 d djdjwnzks sclalososplsakosskkszmdn d ebwjw2i2737721osjxnx n ksjdjdiwi27273uwzva sclakopsisos scaloopsnx_01_eRed DiggerÎncă nu există evaluări
- ADMS 2510 Week 13 SolutionsDocument20 paginiADMS 2510 Week 13 Solutionsadms examzÎncă nu există evaluări
- Lust V Animal Logic MSJ OppositionDocument34 paginiLust V Animal Logic MSJ OppositionTHROnlineÎncă nu există evaluări
- Definition of Unit HydrographDocument5 paginiDefinition of Unit HydrographPankaj ChowdhuryÎncă nu există evaluări
- 1 s2.0 S0959652618323667 MainDocument12 pagini1 s2.0 S0959652618323667 MaintaliagcÎncă nu există evaluări
- Tactical Radio BasicsDocument46 paginiTactical Radio BasicsJeff Brissette100% (2)
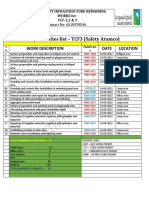
- Daily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationDocument2 paginiDaily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationSheri DiĺlÎncă nu există evaluări
- EC1002 Commentary 2022Document32 paginiEC1002 Commentary 2022Xxx V1TaLÎncă nu există evaluări
- Assignment Brief HNHM301 The Contemporary Hospitality IndustryDocument6 paginiAssignment Brief HNHM301 The Contemporary Hospitality IndustryTanjum Tisha100% (1)
- Ped Med HandbookDocument27 paginiPed Med HandbookSoad Shedeed0% (1)
- White Paper - Data Communication in Substation Automation System SAS - Part 1 Original 23353Document5 paginiWhite Paper - Data Communication in Substation Automation System SAS - Part 1 Original 23353sabrahimaÎncă nu există evaluări
- United States Court of Appeals, Third CircuitDocument18 paginiUnited States Court of Appeals, Third CircuitScribd Government DocsÎncă nu există evaluări
- Media DRIVEON Vol25 No2Document21 paginiMedia DRIVEON Vol25 No2Nagenthara PoobathyÎncă nu există evaluări
- The US Navy - Fact File - MQ-8C Fire ScoutDocument2 paginiThe US Navy - Fact File - MQ-8C Fire ScoutAleksei KarpaevÎncă nu există evaluări
- Woman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekDocument11 paginiWoman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekManish RanaÎncă nu există evaluări
- Harrod-Domar ModelDocument13 paginiHarrod-Domar ModelsupriyatnoyudiÎncă nu există evaluări
- PV1800VPM SEREIS (1-5KW) : Pure Sine Wave High Frequency Solar Inverter With MPPT InsideDocument4 paginiPV1800VPM SEREIS (1-5KW) : Pure Sine Wave High Frequency Solar Inverter With MPPT InsideHuber CallataÎncă nu există evaluări
- GROZ Tools & Equipment 2018Document3 paginiGROZ Tools & Equipment 2018ayush bansalÎncă nu există evaluări
- Power of Company Law BoardDocument21 paginiPower of Company Law Boardraman raghavÎncă nu există evaluări
- Lean ManufacturingDocument61 paginiLean ManufacturingWasiYamanChoudhuryÎncă nu există evaluări
- Bharati AXA Life InsuranceDocument57 paginiBharati AXA Life InsuranceNaina_Dwivedi_6514100% (3)
- Talk - Data Quality FrameworkDocument30 paginiTalk - Data Quality FrameworkMatthew LawlerÎncă nu există evaluări
- Scala and Spark For Big Data AnalyticsDocument874 paginiScala and Spark For Big Data AnalyticsSneha SteevanÎncă nu există evaluări
- Tapspp0101 PDFDocument119 paginiTapspp0101 PDFAldriel GabayanÎncă nu există evaluări
- Sap Education: Sample Questions: C - Tadm55 A - 75Document5 paginiSap Education: Sample Questions: C - Tadm55 A - 75Josimar Canales SalcedoÎncă nu există evaluări
- Section 8 33KVDocument13 paginiSection 8 33KVMuna HamidÎncă nu există evaluări
- Read Me - CADWorx Plant 2019 SP2 HF1Document4 paginiRead Me - CADWorx Plant 2019 SP2 HF1Himanshu Patel (Himan)Încă nu există evaluări