S-ar putea să vă placă și
- Semana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFDocument19 paginiSemana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFJamil LozanoÎncă nu există evaluări
- Preguntas de Repaso 22Document6 paginiPreguntas de Repaso 22anselmoÎncă nu există evaluări
- Partes de La FresadoraDocument2 paginiPartes de La FresadoraMarcoChicaizaÎncă nu există evaluări
- La Fresadora Engrane HelicoidalDocument7 paginiLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosÎncă nu există evaluări
- Partes de La FresadoraDocument3 paginiPartes de La FresadoraAlejandro Acuña25% (4)
- 9 Practica de Limadora - Taller BasicoDocument18 pagini9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- El TornoDocument27 paginiEl TornoGuussttÎncă nu există evaluări
- Procesos de maquinado y acabado superficialDocument6 paginiProcesos de maquinado y acabado superficialCristobal GonzálezÎncă nu există evaluări
- Fresado Hex21Document1 paginăFresado Hex21polla2429Încă nu există evaluări
- Cilindros HidraulicosDocument7 paginiCilindros HidraulicosHenry Miller BordaÎncă nu există evaluări
- Fresadora vertical: operaciones y ajustesDocument6 paginiFresadora vertical: operaciones y ajustesJuan BravoÎncă nu există evaluări
- Proyecto RoscadoDocument13 paginiProyecto RoscadoEdmundo Lopez HernanadezÎncă nu există evaluări
- Velocidad de CorteDocument3 paginiVelocidad de CorteAnonymous DhCbvWxYrÎncă nu există evaluări
- Proyecto Fluidos 2Document20 paginiProyecto Fluidos 2Jonathan RuedaÎncă nu există evaluări
- Teoria de Krinberg MerchantDocument208 paginiTeoria de Krinberg MerchantLokitoPaTlpvRomeroHernandezÎncă nu există evaluări
- Perno de Anclaje Vibracion GeneralDocument18 paginiPerno de Anclaje Vibracion GeneralMirko Aldair Ramos CamposÎncă nu există evaluări
- Fresado de LevasDocument6 paginiFresado de LevasBrian Sarzosa ZuletaÎncă nu există evaluări
- Impacto Del Desgaste Prematuro de Los Elemtos de La MaquinaDocument10 paginiImpacto Del Desgaste Prematuro de Los Elemtos de La MaquinaJULIO CÉSAR MÉNDEZ GUEVARAÎncă nu există evaluări
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Document14 paginiPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Guía de Estudio Procesos de Manufactura FresadoraDocument6 paginiGuía de Estudio Procesos de Manufactura FresadoraBeto Muñoz100% (1)
- Procesos abrasivos y acabado de superficiesDocument10 paginiProcesos abrasivos y acabado de superficiesEmmanuel DrummerÎncă nu există evaluări
- División Diferencial en El Divisor UniversalDocument7 paginiDivisión Diferencial en El Divisor UniversalAlex GonzálezÎncă nu există evaluări
- Manual de TroquelesDocument321 paginiManual de TroquelesRodrigo Esquer MorenoÎncă nu există evaluări
- FRESADODocument6 paginiFRESADOJudith CervantesÎncă nu există evaluări
- Informe Lab 1 Procesos Mecánicos BásicosDocument7 paginiInforme Lab 1 Procesos Mecánicos BásicosEduardo Felipe Castillo ConstanzoÎncă nu există evaluări
- Procesos de taladrado y escariadoDocument32 paginiProcesos de taladrado y escariadoSebastian Stayle Moreno SolanoÎncă nu există evaluări
- BROCHADODocument11 paginiBROCHADOluisÎncă nu există evaluări
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocument7 paginiEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskÎncă nu există evaluări
- ChapaDocument41 paginiChapaLaura BejaranoÎncă nu există evaluări
- Tallado de Engranes-Mecanizado Sina Rranque de VirutaDocument69 paginiTallado de Engranes-Mecanizado Sina Rranque de VirutaguillermotranquiniÎncă nu există evaluări
- Brochadoras: Funcionamiento y características de las máquinas de brochadoDocument6 paginiBrochadoras: Funcionamiento y características de las máquinas de brochadoFederico Biocca0% (1)
- Torno paralelo: guía completa de sus partes y funcionesDocument14 paginiTorno paralelo: guía completa de sus partes y funcionesJessica SantiagoÎncă nu există evaluări
- TORNO - InformeDocument4 paginiTORNO - InformeErickCV0% (1)
- Plan de maquinado de pieza de acero 4140 con torneado y fresadoDocument8 paginiPlan de maquinado de pieza de acero 4140 con torneado y fresadobrenda adrianoÎncă nu există evaluări
- ESPOL - Proyecto de Fluidos - 2018-2019 PDFDocument5 paginiESPOL - Proyecto de Fluidos - 2018-2019 PDFMariElenaBravoÎncă nu există evaluări
- Trayectorias de Herramientas y Soluciones AlternasDocument15 paginiTrayectorias de Herramientas y Soluciones AlternasFrancisco Guida100% (1)
- Cepilladora de Codo - Parte9 PDFDocument37 paginiCepilladora de Codo - Parte9 PDFAngel CruzÎncă nu există evaluări
- Normas de seguridad en fresadoDocument5 paginiNormas de seguridad en fresadoHerlis Esmith Mija TacureÎncă nu există evaluări
- Origen de Las Coordenadas CNCDocument8 paginiOrigen de Las Coordenadas CNCalafia5Încă nu există evaluări
- Ensayo RectificadoDocument9 paginiEnsayo RectificadoAndrea SuarezÎncă nu există evaluări
- MatriceriaDocument7 paginiMatriceriarozureÎncă nu există evaluări
- Herramientas de CorteDocument9 paginiHerramientas de CortedricardocanÎncă nu există evaluări
- Hoja de Proceso WinunisoftDocument3 paginiHoja de Proceso WinunisoftJorge RaicevichÎncă nu există evaluări
- Regímenes de lubricación y curva de StribeckDocument6 paginiRegímenes de lubricación y curva de Stribeckvictor martinezÎncă nu există evaluări
- Torno, LimadoraDocument40 paginiTorno, LimadorafernandoÎncă nu există evaluări
- Proceso de BarrenadoDocument5 paginiProceso de BarrenadoErik Heermeek Rojas MuniveÎncă nu există evaluări
- Rectificado del cigüeñalDocument4 paginiRectificado del cigüeñalboricoa100% (1)
- TornoDocument12 paginiTornostephany ramosÎncă nu există evaluări
- Actividad Calculo de Conos 2Document5 paginiActividad Calculo de Conos 2Vanessa BallestasÎncă nu există evaluări
- Simulación ventilador eléctricoDocument5 paginiSimulación ventilador eléctricoEsperanza Benavides100% (1)
- Hoja Procesos Engranaje CilindricoDocument3 paginiHoja Procesos Engranaje CilindricoPepe ChupinÎncă nu există evaluări
- Torneado CónicoDocument7 paginiTorneado CónicoBryanMárquezÎncă nu există evaluări
- Informe - 1 - Laboratorio 4Document10 paginiInforme - 1 - Laboratorio 4Eduardo Mosquera TrujilloÎncă nu există evaluări
- Teoria Del FresadoDocument35 paginiTeoria Del FresadoAnibal DazaÎncă nu există evaluări
- Parametros de MecanizadoDocument7 paginiParametros de MecanizadoJavith DeJesús Pertuz Ricardo0% (1)
- Procesos de manufactura: torneado, roscado, taladrado y másDocument21 paginiProcesos de manufactura: torneado, roscado, taladrado y máscarÎncă nu există evaluări
- Recopilación Prácticas Manufactura Esime AzcapotzalcoDocument24 paginiRecopilación Prácticas Manufactura Esime AzcapotzalcoBryant Paul Rivera DorianÎncă nu există evaluări
- Descripción y Tipos de MaquinadoDocument8 paginiDescripción y Tipos de Maquinadorodrigo136100% (1)
- CALCULOSDocument12 paginiCALCULOSJair QuirozÎncă nu există evaluări
- Descripción y Tipos de MaquinadoDocument3 paginiDescripción y Tipos de MaquinadoMarcos Alfredo AbreuÎncă nu există evaluări
- Inversa Laplace, TexDocument16 paginiInversa Laplace, TexMelanie ArchÎncă nu există evaluări
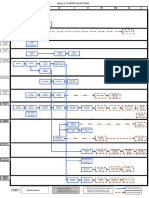
- Malla Curricular EAP AdministracionDocument1 paginăMalla Curricular EAP AdministracionMelanie ArchÎncă nu există evaluări
- ElasticidadDocument14 paginiElasticidadMelanie ArchÎncă nu există evaluări
- ElasticidadDocument14 paginiElasticidadMelanie ArchÎncă nu există evaluări
- 7 Tecnicas Practicas para Hablar en Publico Con Elocuencia y Seguridad Vencer Los Nervios y Dominar Tu Lenguaje Corporal FacilmenteDocument22 pagini7 Tecnicas Practicas para Hablar en Publico Con Elocuencia y Seguridad Vencer Los Nervios y Dominar Tu Lenguaje Corporal Facilmentejcmesiasj100% (3)
- Rodamientos y sus tiposDocument12 paginiRodamientos y sus tiposraul_toledo_300% (1)
- Tareas de microeconomía sobre equilibrio de mercadoDocument3 paginiTareas de microeconomía sobre equilibrio de mercadoMelanie ArchÎncă nu există evaluări
- Diferencial Trasero: SecciónDocument28 paginiDiferencial Trasero: SecciónSr. PolestarÎncă nu există evaluări
- Planilla de Metrados ElectricasDocument40 paginiPlanilla de Metrados ElectricasJavier CastilloÎncă nu există evaluări
- Batería externa 5000 mAh EnergizerDocument7 paginiBatería externa 5000 mAh Energizerus mpÎncă nu există evaluări
- XTM 200 YumboDocument73 paginiXTM 200 YumbojuanitocarballoÎncă nu există evaluări
- Manual URC 3840 RDN-1130715Document2 paginiManual URC 3840 RDN-1130715Sergio Graña100% (1)
- Home Theatre System: Speaker Connection Raccordement Des Enceintes Conexión de Los AltavocesDocument2 paginiHome Theatre System: Speaker Connection Raccordement Des Enceintes Conexión de Los AltavocesJuan Carlos GarciaÎncă nu există evaluări
- Codigos de FiltrosDocument6 paginiCodigos de FiltrosCarla Palacios90% (10)
- Catalogo Perfumes 123Document1 paginăCatalogo Perfumes 123darretmenÎncă nu există evaluări
- Par de Apriete PDFDocument6 paginiPar de Apriete PDFJorge TampanÎncă nu există evaluări
- 01-Clm-19-179-Punto Iconico 2020 - R0Document1 pagină01-Clm-19-179-Punto Iconico 2020 - R0Francisco FigueroaÎncă nu există evaluări
- PIEZASDocument31 paginiPIEZASTifany crÎncă nu există evaluări
- Datos Estandares en Operaciones MaquinadoDocument6 paginiDatos Estandares en Operaciones MaquinadoangelnfÎncă nu există evaluări
- RESUMENDocument68 paginiRESUMENROLANDO OLARTE NOLBERTOÎncă nu există evaluări
- Catálogo JUSAR 1-2023Document15 paginiCatálogo JUSAR 1-2023Luis Alberto Torrico FloresÎncă nu există evaluări
- CaballoDocument8 paginiCaballoASESORIAS CONTABLE MPHÎncă nu există evaluări
- Psma530 - Control de Máquinas Herramienta y Herramientas de ManoDocument5 paginiPsma530 - Control de Máquinas Herramienta y Herramientas de ManoFrancisco MorenoÎncă nu există evaluări
- Dual - Brochure - WSP - Final-1 PDFDocument27 paginiDual - Brochure - WSP - Final-1 PDFJosimar Vera M.Încă nu există evaluări
- Tabla de Conversion de CablesDocument4 paginiTabla de Conversion de CablesJesus SaÎncă nu există evaluări
- Manual DSX@ Installer 201068 Rev103 (Esp) Data IomDocument24 paginiManual DSX@ Installer 201068 Rev103 (Esp) Data IomHernan GajardoÎncă nu există evaluări
- Diagnóstico y reparación de averías en motor de arranqueDocument7 paginiDiagnóstico y reparación de averías en motor de arranquejjossette3467Încă nu există evaluări
- LAB3Ciclo multiple-RefrigR-134aDocument9 paginiLAB3Ciclo multiple-RefrigR-134aANGEL CORDOVAÎncă nu există evaluări
- Mecanica AutomotrizDocument6 paginiMecanica AutomotrizLuisy ColinaÎncă nu există evaluări
- Prensa Esmeriladora Angular Dezpiece Vertical-FusionadoDocument16 paginiPrensa Esmeriladora Angular Dezpiece Vertical-Fusionadoraulber100% (1)
- GadnicDocument6 paginiGadnicGonzalo RiosÎncă nu există evaluări
- Manual de Instruções Motor DEUTZ 2012 - Rolo 3411P (2014)Document82 paginiManual de Instruções Motor DEUTZ 2012 - Rolo 3411P (2014)Ismael GaldinoÎncă nu există evaluări
- Glab 01 Bzanabria 2023 1Document12 paginiGlab 01 Bzanabria 2023 1xixBel GaMeSÎncă nu există evaluări
- PHC00913 420E IT Lagos de MaracaiboDocument9 paginiPHC00913 420E IT Lagos de Maracaibojulian guerraÎncă nu există evaluări
- 04 Programa Sugerencia Bailac 29 de Abril TraDocument8 pagini04 Programa Sugerencia Bailac 29 de Abril TraMarcelo Cortes PintoÎncă nu există evaluări
- Roomba800 Manual ES.Document40 paginiRoomba800 Manual ES.RichieÎncă nu există evaluări
- Historia y evolución de la fresadoraDocument1 paginăHistoria y evolución de la fresadoraJosselyn Bohórquez ViracuchaÎncă nu există evaluări