S-ar putea să vă placă și
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyDe la EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyEvaluare: 4 din 5 stele4/5 (1)
- Mil STD 410eDocument20 paginiMil STD 410ealien686Încă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- A471Document5 paginiA471rohit kumarÎncă nu există evaluări
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989De la EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookÎncă nu există evaluări
- Astm B 23 - 2000Document4 paginiAstm B 23 - 2000Ronel John Rodriguez CustodioÎncă nu există evaluări
- Structural Design of Modern Steam Turbine Blades Using ADINADocument9 paginiStructural Design of Modern Steam Turbine Blades Using ADINANico ScheggiaÎncă nu există evaluări
- Welding Cheat SheetDocument1 paginăWelding Cheat SheetDude100% (1)
- On The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive ManufacturingDocument28 paginiOn The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive Manufacturingmrkshitij.sÎncă nu există evaluări
- NDT Project RailwayTrackDocument9 paginiNDT Project RailwayTrackusmanÎncă nu există evaluări
- AMS 5571 J-2012 - Eng.Document6 paginiAMS 5571 J-2012 - Eng.TetianaÎncă nu există evaluări
- Eddy Current 2018-27577Document5 paginiEddy Current 2018-27577SAPTOÎncă nu există evaluări
- Xray Inspection of Tube WeldsDocument22 paginiXray Inspection of Tube WeldsshahgardezÎncă nu există evaluări
- Astm e 114 - 10Document5 paginiAstm e 114 - 10Martin Chimenti - ARO SAÎncă nu există evaluări
- Presentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDocument22 paginiPresentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDARSHIL RAJPURAÎncă nu există evaluări
- Astm E1417Document14 paginiAstm E1417Himanshu MishraÎncă nu există evaluări
- Example Report Turbine LP Rotor InspDocument12 paginiExample Report Turbine LP Rotor InspEMTC EMTCÎncă nu există evaluări
- Runout Mecanico y ElectricoDocument6 paginiRunout Mecanico y ElectricoJuan Pablo Chumba LaraÎncă nu există evaluări
- Handbook For Magnaflux L10 CoilDocument4 paginiHandbook For Magnaflux L10 CoilmgmqroÎncă nu există evaluări
- RT Film Classification - C1 To C6Document31 paginiRT Film Classification - C1 To C6Ravindira C DevÎncă nu există evaluări
- Model 8066 Leak Hunter Plus Quantitative Leak DetectorDocument6 paginiModel 8066 Leak Hunter Plus Quantitative Leak Detectorsasizzo78Încă nu există evaluări
- Eddy Current Probe Product Book FinalDocument48 paginiEddy Current Probe Product Book FinalteodragosÎncă nu există evaluări
- Unit-4 Magnetic Particle Testing: Course Outline .Document32 paginiUnit-4 Magnetic Particle Testing: Course Outline .Selvam ChidambaramÎncă nu există evaluări
- Astm A 418.aDocument8 paginiAstm A 418.aGlauber MartinsÎncă nu există evaluări
- Mse-610 (2014) (NDT)Document361 paginiMse-610 (2014) (NDT)Muhammad AwaisÎncă nu există evaluări
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 paginiISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSÎncă nu există evaluări
- NiCr Test Panels - Product Data Sheet - English PDFDocument1 paginăNiCr Test Panels - Product Data Sheet - English PDFஅன்புடன் அஸ்வின்Încă nu există evaluări
- ASME SECTION VIII Ultrasonido CriteriosDocument1 paginăASME SECTION VIII Ultrasonido CriteriosLorena Jimenez100% (1)
- Aluminum Test BlockDocument1 paginăAluminum Test Blockmegh prasad UpadhyayÎncă nu există evaluări
- Sa 435 (Ed 2013)Document4 paginiSa 435 (Ed 2013)Mohd Idris MohiuddinÎncă nu există evaluări
- Sales Presentation - OmniScan SX-R1Document41 paginiSales Presentation - OmniScan SX-R1M. R. Shahnawaz KhanÎncă nu există evaluări
- EKOSCAN Catalogue 2017Document86 paginiEKOSCAN Catalogue 2017cheikh ahmed0% (1)
- Manual AURATON 3003 enDocument20 paginiManual AURATON 3003 enFuckTheXrysiAygiÎncă nu există evaluări
- Mag Machine 3509Document2 paginiMag Machine 3509Jitendra BhosaleÎncă nu există evaluări
- VRC Ruggedized Cold Spray System 07152020 PDFDocument2 paginiVRC Ruggedized Cold Spray System 07152020 PDFdocturboÎncă nu există evaluări
- Magnetic Particle Testing: Standard Guide ForDocument41 paginiMagnetic Particle Testing: Standard Guide ForAdrian PetrascuÎncă nu există evaluări
- Accessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishDocument3 paginiAccessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishimahidaÎncă nu există evaluări
- Durham E-Theses: Investigation Into The Use of Zero Angle Ultrasonic Probe Array For Defect Detection and LocationDocument191 paginiDurham E-Theses: Investigation Into The Use of Zero Angle Ultrasonic Probe Array For Defect Detection and LocationRakesh SrivastavaÎncă nu există evaluări
- Astm A418Document8 paginiAstm A418edcam13Încă nu există evaluări
- Another Look at Visual InspectionDocument17 paginiAnother Look at Visual InspectionwaheedÎncă nu există evaluări
- BS en 583-6-2008Document26 paginiBS en 583-6-2008sheldonÎncă nu există evaluări
- s6 09 55 Alabe de Turbina MarcuzziDocument5 paginis6 09 55 Alabe de Turbina MarcuzziAgustin Jose MarcuzziÎncă nu există evaluări
- Borescope Inspection Report: Gas Turbine Engine Saturn Hot End Drive Engine Serial NumberDocument16 paginiBorescope Inspection Report: Gas Turbine Engine Saturn Hot End Drive Engine Serial NumberAhmed shaban100% (1)
- Photography of Gear Failures: Robert ErricheuoDocument4 paginiPhotography of Gear Failures: Robert Erricheuorashm006ranjan100% (1)
- Is 2041 2009Document12 paginiIs 2041 2009Katie RamirezÎncă nu există evaluări
- Sae Ams 1320aDocument5 paginiSae Ams 1320achris nelsonÎncă nu există evaluări
- 5 Classification of DiscontinuitiesDocument29 pagini5 Classification of Discontinuitiesjose_sebastian_2Încă nu există evaluări
- Ur w35 PDFDocument5 paginiUr w35 PDFBala MuruganÎncă nu există evaluări
- Secviii Div 2 - 7.5.6Document2 paginiSecviii Div 2 - 7.5.6Bhavin SukhadiyaÎncă nu există evaluări
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalDocument6 paginiNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19Încă nu există evaluări
- PT and MT SpecificationsDocument2 paginiPT and MT SpecificationsAnonymous KfS1AiNhRÎncă nu există evaluări
- Infrathermography: Submitted by Rajkumar JaiswarDocument32 paginiInfrathermography: Submitted by Rajkumar Jaiswardinesh53Încă nu există evaluări
- Vallen AE AccesoriesDocument11 paginiVallen AE AccesoriesSebastian RozoÎncă nu există evaluări
- Braze & Brazing ProcessDocument20 paginiBraze & Brazing ProcessShahrulAimanÎncă nu există evaluări
- Ultrasonic Wall Thickness GaugeDocument4 paginiUltrasonic Wall Thickness GaugeYud YudÎncă nu există evaluări
- Applus+K2 - Wind Turbine ServicesDocument4 paginiApplus+K2 - Wind Turbine ServicesGistek MarcoÎncă nu există evaluări
- E165 12 PDFDocument18 paginiE165 12 PDFDaniel Mauricio Prieto ValderramaÎncă nu există evaluări
- Asme VT-1Document22 paginiAsme VT-1raul carvajal rozasÎncă nu există evaluări
- Gas Turbine Operation and MaintenanceDocument21 paginiGas Turbine Operation and Maintenanceم.عبدالله الشامان ُEng:Abdullah AlShamanÎncă nu există evaluări
- Blade Inspection MethodsDocument8 paginiBlade Inspection MethodsSivaÎncă nu există evaluări
- Pwi Journal 0119 Vol137 Pt1 Implementation Weld Inspec LuDocument5 paginiPwi Journal 0119 Vol137 Pt1 Implementation Weld Inspec LuJoe BuckleyÎncă nu există evaluări
- Pwi Journal 0119 Vol137 Pt1 Implementation Weld Inspec LuDocument5 paginiPwi Journal 0119 Vol137 Pt1 Implementation Weld Inspec LuJoe BuckleyÎncă nu există evaluări
- Ecndt 0240 2018 File001Document10 paginiEcndt 0240 2018 File001Joe BuckleyÎncă nu există evaluări
- Aerospace NDT With Advanced Laser Shearography - 534Document6 paginiAerospace NDT With Advanced Laser Shearography - 534hardrock99Încă nu există evaluări
- An Introduction To Eddy Current Theory and TechnologyDocument7 paginiAn Introduction To Eddy Current Theory and TechnologyJoe BuckleyÎncă nu există evaluări
- Memoq LoclandDocument43 paginiMemoq Loclando8o6o40% (1)
- SAP Solution Manager 7.2 Test SuiteDocument99 paginiSAP Solution Manager 7.2 Test SuiteAndysapÎncă nu există evaluări
- History of Mechatronics PDFDocument17 paginiHistory of Mechatronics PDFJaya Seelan Ceg100% (3)
- 2013 14 Ashrae Index 04 17 14Document47 pagini2013 14 Ashrae Index 04 17 14San AndersonÎncă nu există evaluări
- Mini ProjectDocument6 paginiMini ProjectSandeep PrabakaranÎncă nu există evaluări
- The Age of With™: The AI Advantage in Defence and SecurityDocument24 paginiThe Age of With™: The AI Advantage in Defence and SecurityStevenWongÎncă nu există evaluări
- Elements of Industrial Automation PortfolioDocument50 paginiElements of Industrial Automation PortfolioThanmay JSÎncă nu există evaluări
- Home Automation - Bticino My Home Digital SolutionsDocument68 paginiHome Automation - Bticino My Home Digital SolutionsPopescu ConstantinÎncă nu există evaluări
- Mckinsey Driving Impact at Scale From Automation and AIDocument100 paginiMckinsey Driving Impact at Scale From Automation and AIpanigrahivikashÎncă nu există evaluări
- N 779126Document7 paginiN 779126Hassan SiddiquiÎncă nu există evaluări
- BE - A - GROUP 7 Synopsis Report (Automatic Waste Segregator)Document12 paginiBE - A - GROUP 7 Synopsis Report (Automatic Waste Segregator)Rounak MunoyatÎncă nu există evaluări
- Smart Materials in Architecture, Interior Architecture and DesignDocument187 paginiSmart Materials in Architecture, Interior Architecture and DesignChris Sawyer50% (2)
- Heat Load Summary Annexure-1: Design ConsiderationsDocument1 paginăHeat Load Summary Annexure-1: Design ConsiderationsLogganathan SÎncă nu există evaluări
- 65192en PDFDocument167 pagini65192en PDFahmad maleki100% (1)
- Beckhoff Main Catalog 2019 Volume1Document600 paginiBeckhoff Main Catalog 2019 Volume1Alexandru DiaconescuÎncă nu există evaluări
- Control 101 The Process Control Loop Controllers, Types of ControlDocument59 paginiControl 101 The Process Control Loop Controllers, Types of ControlGigi SalesÎncă nu există evaluări
- Updated Profile Ellietrac Pitch DeckDocument11 paginiUpdated Profile Ellietrac Pitch DeckAminul IslamÎncă nu există evaluări
- Smart Building Management SystemDocument3 paginiSmart Building Management SystemInternational Journal of Innovative Science and Research Technology100% (1)
- NRF Trucks Catalogue Beveiligd PDFDocument74 paginiNRF Trucks Catalogue Beveiligd PDFАндрей СилаевÎncă nu există evaluări
- Mkw06-Brolodge-20141002 - Poolcompak Lodging BrochureDocument2 paginiMkw06-Brolodge-20141002 - Poolcompak Lodging BrochureOSAMAHABÎncă nu există evaluări
- ARBProduct InformationDocument39 paginiARBProduct Informationyash kavitaÎncă nu există evaluări
- Accenture Digital Strategy For Improved Environmental Health and Safety PerformanceDocument8 paginiAccenture Digital Strategy For Improved Environmental Health and Safety PerformanceUkrit ChansodaÎncă nu există evaluări
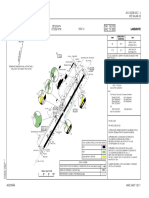
- Plano GCRR 1 UpdatedDocument1 paginăPlano GCRR 1 UpdatedAnonymous 4a9UwGÎncă nu există evaluări
- Asa Reinforcement India 2 PDFDocument6 paginiAsa Reinforcement India 2 PDFBang JoyÎncă nu există evaluări
- Floor Cleaning Robot Project ReportDocument53 paginiFloor Cleaning Robot Project Reportprabhu rachutiÎncă nu există evaluări
- GP Series PDFDocument14 paginiGP Series PDFMayank JainÎncă nu există evaluări
- Industry4 0Document10 paginiIndustry4 0anuj jainÎncă nu există evaluări
- Braemar TH523N Owners Manual (EN)Document36 paginiBraemar TH523N Owners Manual (EN)Gisell ZapataÎncă nu există evaluări
- Comos Automation en PDFDocument16 paginiComos Automation en PDFMichel León FrancoÎncă nu există evaluări
- l4 Sec INELS BUS General 2018 en View VersionDocument31 paginil4 Sec INELS BUS General 2018 en View VersionEmil EremiaÎncă nu există evaluări