S-ar putea să vă placă și
- Click Here, Type The Title of Your Paper, Capitalize First LetterDocument3 paginiClick Here, Type The Title of Your Paper, Capitalize First LetterYsharath ChandramouliÎncă nu există evaluări
- 08 Plasticity 01 Introduction PDFDocument11 pagini08 Plasticity 01 Introduction PDFAmmar A. AliÎncă nu există evaluări
- Understanding Stress and StrainDocument47 paginiUnderstanding Stress and StrainKaushik ViswanathanÎncă nu există evaluări
- Impact Damage ToleranceDocument8 paginiImpact Damage ToleranceYsharath ChandramouliÎncă nu există evaluări
- HourglassDocument7 paginiHourglassSurya KiranÎncă nu există evaluări
- New Text DocumentDocument1 paginăNew Text DocumentYsharath ChandramouliÎncă nu există evaluări
- Element Distorstion Proble SolutionDocument1 paginăElement Distorstion Proble SolutionYsharath ChandramouliÎncă nu există evaluări
- Solution CH 4 Crandall Solid MechanicsDocument17 paginiSolution CH 4 Crandall Solid MechanicsAndré Oliveira100% (1)
- Solving System of Linear Equations: Y. Sharath Chandra MouliDocument32 paginiSolving System of Linear Equations: Y. Sharath Chandra MouliYsharath ChandramouliÎncă nu există evaluări
- Cs Syllabus PDFDocument57 paginiCs Syllabus PDFYsharath ChandramouliÎncă nu există evaluări
- HourglassDocument7 paginiHourglassSurya KiranÎncă nu există evaluări
- TEQIP School On Computational Methods in Engineering ApplicationsDocument3 paginiTEQIP School On Computational Methods in Engineering ApplicationsYsharath ChandramouliÎncă nu există evaluări
- Materials ProjectDocument19 paginiMaterials ProjectYsharath ChandramouliÎncă nu există evaluări
- Structures v73Document51 paginiStructures v73Ysharath ChandramouliÎncă nu există evaluări
- 1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Document6 pagini1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Ysharath ChandramouliÎncă nu există evaluări
- Composites in The Airframe and Primary StructureDocument3 paginiComposites in The Airframe and Primary StructureYsharath ChandramouliÎncă nu există evaluări
- Jntuh 3-1 Aerospace Vehile Stuctures - IIDocument46 paginiJntuh 3-1 Aerospace Vehile Stuctures - IIYsharath ChandramouliÎncă nu există evaluări
- Aircraft StructuresDocument9 paginiAircraft Structuresvenu991100% (1)
- Structures Technology For Future Aerospace Systems 2000 Computers StructuresDocument13 paginiStructures Technology For Future Aerospace Systems 2000 Computers StructuresYsharath ChandramouliÎncă nu există evaluări
- New Aircraft Structure.Document11 paginiNew Aircraft Structure.Ysharath ChandramouliÎncă nu există evaluări
- Advanced Aircraft Materials Briefing PaperDocument11 paginiAdvanced Aircraft Materials Briefing PaperMagesh Mani100% (1)
- Study On Material Selection of Fuselage SkinDocument10 paginiStudy On Material Selection of Fuselage SkinYsharath ChandramouliÎncă nu există evaluări
- Aerospace Struct MaterDocument25 paginiAerospace Struct MaterAhmad Haikal Mohd HalimÎncă nu există evaluări
- Boeing 777 MaterialsDocument4 paginiBoeing 777 Materialsk2kkhanna105100% (3)
- Study On Material Selection of Fuselage SkinDocument10 paginiStudy On Material Selection of Fuselage SkinYsharath ChandramouliÎncă nu există evaluări
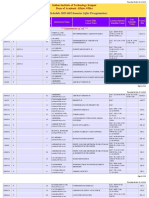
- Course Schedule2015162 PDFDocument52 paginiCourse Schedule2015162 PDFYsharath ChandramouliÎncă nu există evaluări
- New Aircraft Structure.Document11 paginiNew Aircraft Structure.Ysharath ChandramouliÎncă nu există evaluări
- Mech 308Document2 paginiMech 308nandusp1Încă nu există evaluări
- Complete Study Guide MIT FEM Prof BatheDocument194 paginiComplete Study Guide MIT FEM Prof BathekbdbmmÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Sort Metode PayloadDocument7 paginiSort Metode PayloadEka Wijaya RamdhaniÎncă nu există evaluări
- Chapter 4 - Shear and Torsion in Beams Solution 1Document21 paginiChapter 4 - Shear and Torsion in Beams Solution 1Lenon RugayanÎncă nu există evaluări
- Selected Homework Problem Answers: Unified Design of Steel Structures, 3rd EditionDocument20 paginiSelected Homework Problem Answers: Unified Design of Steel Structures, 3rd EditionJames CE0% (1)
- Grub Rescue From Live Ubuntu CD Opensource4beginnersDocument13 paginiGrub Rescue From Live Ubuntu CD Opensource4beginnersSouravÎncă nu există evaluări
- File BerjanjiDocument23 paginiFile Berjanjihartanto harisÎncă nu există evaluări
- Xilinx - Pci DatabookDocument258 paginiXilinx - Pci Databookstargreen1001Încă nu există evaluări
- Pile Stiffness Calculation for 900mm Dia PileDocument2 paginiPile Stiffness Calculation for 900mm Dia PilePriyabrata Mahata100% (10)
- Asus A8n Sli PremiumDocument88 paginiAsus A8n Sli Premiumjohn.aboodÎncă nu există evaluări
- BORO Products CatalogueDocument15 paginiBORO Products CataloguedesignÎncă nu există evaluări
- Prokon - Circular ColumnDocument10 paginiProkon - Circular ColumnMasaba SolomonÎncă nu există evaluări
- Column Shortening Effects and Prediction MethodsDocument28 paginiColumn Shortening Effects and Prediction MethodsKhaled Ali AladwarÎncă nu există evaluări
- RCD Chapter 6 Columns and Walls DesignDocument47 paginiRCD Chapter 6 Columns and Walls Designkongl100% (3)
- Flash CS3 Practical 5Document9 paginiFlash CS3 Practical 5EngSoonCheahÎncă nu există evaluări
- Master Drawing List-TRYDocument276 paginiMaster Drawing List-TRYSantoshkumar GuptaÎncă nu există evaluări
- Sun Storedge at GlanceDocument2 paginiSun Storedge at Glancetony setiawanÎncă nu există evaluări
- Wika LMB Eng Ik CCB Hvac 01Document22 paginiWika LMB Eng Ik CCB Hvac 01riyadigeng19gmailcomÎncă nu există evaluări
- Fbs-Plc User'S Manual Ii【Advanced Application】Document7 paginiFbs-Plc User'S Manual Ii【Advanced Application】Engr Nayyer Nayyab MalikÎncă nu există evaluări
- Sahara Laptops FinalDocument27 paginiSahara Laptops Finalethen999Încă nu există evaluări
- Engineering Research Journal Brief Overview of Climate Responsive FacadesDocument18 paginiEngineering Research Journal Brief Overview of Climate Responsive FacadesRim ZreikaÎncă nu există evaluări
- New wave theories of cognition criticismDocument40 paginiNew wave theories of cognition criticismJCÎncă nu există evaluări
- Indexed allocation method solves problems of contiguous and linked allocationDocument2 paginiIndexed allocation method solves problems of contiguous and linked allocationMashrekin HossainÎncă nu există evaluări
- Cisco Model EPC2425Document110 paginiCisco Model EPC2425apmihaiÎncă nu există evaluări
- Integration EVS AvidTM V4.3 PDFDocument113 paginiIntegration EVS AvidTM V4.3 PDFLaurentiu IacobÎncă nu există evaluări
- Flash IIP Installation Guide 8-26-14Document10 paginiFlash IIP Installation Guide 8-26-14label engineering companyÎncă nu există evaluări
- Testing and Commissioning Procedure For Lift Escalator and Passenger Conveyor InstallationDocument133 paginiTesting and Commissioning Procedure For Lift Escalator and Passenger Conveyor InstallationoperationmanagerÎncă nu există evaluări
- OTN Overview: Optical Transport Network ExplainedDocument19 paginiOTN Overview: Optical Transport Network ExplainedNV KythuatÎncă nu există evaluări
- Multiprotocol Label SwitchingDocument94 paginiMultiprotocol Label SwitchingSimmhadri Simmi100% (1)
- Basic Ship Theory 5E VOLUME1Document400 paginiBasic Ship Theory 5E VOLUME1Carly Rheman0% (1)
- Current Status of 4D Printing Technology and TheDocument15 paginiCurrent Status of 4D Printing Technology and Theதமிழன்Încă nu există evaluări