S-ar putea să vă placă și
- Proposed WPSDocument2 paginiProposed WPSChisom Ikengwu100% (2)
- Reports - QAQC - R0Document10 paginiReports - QAQC - R0talupurumÎncă nu există evaluări
- Welding Consumable ChartDocument2 paginiWelding Consumable ChartAfetÎncă nu există evaluări
- Welding Proposed Pwps For Our Jubail WorkDocument2 paginiWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Wps (Gtaw & Smaw)Document3 paginiWps (Gtaw & Smaw)Ramadhan AdityaÎncă nu există evaluări
- Hyundai Steel Mill TestDocument1 paginăHyundai Steel Mill TestJamesÎncă nu există evaluări
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 paginiWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejÎncă nu există evaluări
- Back Gouging ProcedureDocument2 paginiBack Gouging ProcedureVishal SharmaÎncă nu există evaluări
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 paginiA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableÎncă nu există evaluări
- Wps Mig PDF FreeDocument3 paginiWps Mig PDF Freehanz bermejoÎncă nu există evaluări
- 6128C-MRB 00-Manufacturing Record BookDocument14 pagini6128C-MRB 00-Manufacturing Record BookManuel LombarderoÎncă nu există evaluări
- Flame Straightening S355Document9 paginiFlame Straightening S355Anonymous oI04sS100% (1)
- Weld Test Checklist: Welder (S) DetailsDocument2 paginiWeld Test Checklist: Welder (S) DetailsScott Trainor100% (1)
- WPQ WeldCanada PDFDocument1 paginăWPQ WeldCanada PDFAhmad DanielÎncă nu există evaluări
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 paginiASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaÎncă nu există evaluări
- BPV IX-16-3 QW-283 - ButteringDocument1 paginăBPV IX-16-3 QW-283 - ButteringyutweldingÎncă nu există evaluări
- AnilDocument7 paginiAnilanil kumarÎncă nu există evaluări
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 paginiWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniÎncă nu există evaluări
- Material With Electrode SelectionDocument2 paginiMaterial With Electrode SelectionJithuJohn100% (3)
- Manual Joints (QW - 402) : Page 1 of 12Document12 paginiManual Joints (QW - 402) : Page 1 of 12miteshpatel191Încă nu există evaluări
- Welding Procedure Specification For GTAW & GMAWDocument4 paginiWelding Procedure Specification For GTAW & GMAWanh thoÎncă nu există evaluări
- TDC - CS PipeDocument1 paginăTDC - CS PipetrushalpanchalÎncă nu există evaluări
- TopCoreBelco 101 FCDocument9 paginiTopCoreBelco 101 FCCesar ArellanoÎncă nu există evaluări
- Welding Consumables Control RegisterDocument5 paginiWelding Consumables Control RegisterAli Mhaskar100% (2)
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 paginiMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- Sample Heat Treatment ProcedureDocument13 paginiSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 paginiHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariÎncă nu există evaluări
- PQR Sample PrintoutDocument2 paginiPQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 paginiWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabÎncă nu există evaluări
- Fit Up ReportDocument41 paginiFit Up ReportFendik NewbieÎncă nu există evaluări
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 paginiWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- WPS - Api 5L X52 - Codigo Api1104Document1 paginăWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosÎncă nu există evaluări
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingDocument30 paginiPetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiÎncă nu există evaluări
- Fcaw 16 THKDocument5 paginiFcaw 16 THKparesh2387Încă nu există evaluări
- Fabrication of Steel Structure and Steel Equipment (Itp)Document4 paginiFabrication of Steel Structure and Steel Equipment (Itp)Javed MAÎncă nu există evaluări
- PQR Is7307Document1 paginăPQR Is7307Tridib Dey100% (1)
- Sample API 1104 WpsDocument1 paginăSample API 1104 Wpsippon_osoto100% (1)
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pagini003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanÎncă nu există evaluări
- Concast WPS - REV-01Document28 paginiConcast WPS - REV-01meena34Încă nu există evaluări
- Weld Repair ReportDocument1 paginăWeld Repair Reportkerons100% (1)
- Macro Examination StandardDocument4 paginiMacro Examination StandardMohd Akmal ShafieÎncă nu există evaluări
- Er 100 S 1Document1 paginăEr 100 S 1Oliver Quezada Inostroza100% (1)
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 paginiWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaÎncă nu există evaluări
- Fit Up Report: Project Name Project No. Tank No. Report No. DateDocument1 paginăFit Up Report: Project Name Project No. Tank No. Report No. DatekarthikumarnpÎncă nu există evaluări
- PWPS WPS CAP 039 PQR 035Document15 paginiPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRÎncă nu există evaluări
- Electrode SelectionDocument1 paginăElectrode SelectionMel gibsonÎncă nu există evaluări
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 paginiSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamÎncă nu există evaluări
- Qualified Welder List Valid Until - 03-12-2019Document2 paginiQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Release For GroutingDocument1 paginăRelease For GroutingUmair AwanÎncă nu există evaluări
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 paginiWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedÎncă nu există evaluări
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 paginiWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLEÎncă nu există evaluări
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDocument1 paginăArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosÎncă nu există evaluări
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 paginăQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuÎncă nu există evaluări
- PQR Asme Template EDITABLEDocument6 paginiPQR Asme Template EDITABLErcpretoriusÎncă nu există evaluări
- Welding ProcessesDocument50 paginiWelding ProcessesTg TarroÎncă nu există evaluări
- Pipelines Welding HandbookDocument64 paginiPipelines Welding HandbookSixto GerardoÎncă nu există evaluări
- Iv RepotDocument16 paginiIv Repotneethurj9Încă nu există evaluări
- Lecture 3.4: Welding Processes: 1. Introduction - Heat Sources and Methods of ShieldingDocument10 paginiLecture 3.4: Welding Processes: 1. Introduction - Heat Sources and Methods of ShieldingMihajloDjurdjevicÎncă nu există evaluări
- Welding Pipeline HandbookDocument64 paginiWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- FMP 221 Lecture 10 and 11Document44 paginiFMP 221 Lecture 10 and 11SarojKumarSinghÎncă nu există evaluări
- Flushing ProcedureDocument1 paginăFlushing Proceduremahi1437Încă nu există evaluări
- Flange Management ProcedureDocument15 paginiFlange Management Proceduremahi1437100% (3)
- GRP Bonding ProcedureDocument19 paginiGRP Bonding Proceduremahi1437100% (1)
- Hydrostatic Test Procedure - PipingDocument4 paginiHydrostatic Test Procedure - Pipingmahi1437Încă nu există evaluări
- Basic Metallurgy For Welding and Fabricating ProfessionalsDocument190 paginiBasic Metallurgy For Welding and Fabricating Professionalsmahi1437Încă nu există evaluări
- Asme Section IxDocument47 paginiAsme Section Ixمحمودالوصيف100% (8)
- Non Destructive TestingDocument54 paginiNon Destructive Testingmahi1437100% (1)
- SpecificationsDocument9 paginiSpecificationsmahi1437Încă nu există evaluări
- Manual Tank Gauging For Small TanksDocument30 paginiManual Tank Gauging For Small Tanksmahi1437Încă nu există evaluări
- Flange Management ProcedureDocument15 paginiFlange Management Proceduremahi1437100% (5)
- Stability Cross CurvesDocument17 paginiStability Cross Curvesmahi1437Încă nu există evaluări
- GRP Bonding ProcedureDocument19 paginiGRP Bonding Proceduremahi1437100% (2)
- Welding TerminologyDocument18 paginiWelding Terminologymahi1437100% (1)
- PMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex SteelDocument7 paginiPMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex Steelmahi1437100% (1)
- ASME P Material NumbersDocument1 paginăASME P Material Numbersmahi1437100% (1)
- Nominal Wall Thickness PipeDocument2 paginiNominal Wall Thickness Pipemahi1437Încă nu există evaluări
- Heat Input CalculatorDocument2 paginiHeat Input Calculatormahi1437Încă nu există evaluări
- Welding Carbon SteelDocument12 paginiWelding Carbon SteelParag Naik100% (2)
- Afrimax Pricing Table Feb23 Rel BDocument1 paginăAfrimax Pricing Table Feb23 Rel BPhadia ShavaÎncă nu există evaluări
- GPS Ter Clock Appendix E: Network Settings of GPS Using PC Windows As TELNET ClientDocument9 paginiGPS Ter Clock Appendix E: Network Settings of GPS Using PC Windows As TELNET ClientveerabossÎncă nu există evaluări
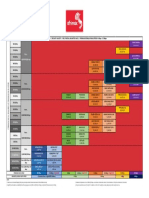
- Overheat Freeze Mechanisms of Solar CollectorsDocument5 paginiOverheat Freeze Mechanisms of Solar CollectorsJuli HasanajÎncă nu există evaluări
- Ahmed Zaiba's CV SalehDocument6 paginiAhmed Zaiba's CV SalehSarah ZaibaÎncă nu există evaluări
- Huawei RTN 980-950 QoS ActivationDocument7 paginiHuawei RTN 980-950 QoS ActivationVenkatesh t.k100% (2)
- Steel Reinforcement For WallsDocument7 paginiSteel Reinforcement For WallsSurinderPalSinghGillÎncă nu există evaluări
- ID Green Tourism PDFDocument15 paginiID Green Tourism PDFRanti RustikaÎncă nu există evaluări
- Ansi z245 2 1997Document31 paginiAnsi z245 2 1997camohunter71Încă nu există evaluări
- SAP LandscapeDocument4 paginiSAP LandscapeSiddharth PriyabrataÎncă nu există evaluări
- Self Priming Centrifugal Pump: Models 03H1-GL, 03H1-GR, 03H3-GL and 03H3-GRDocument4 paginiSelf Priming Centrifugal Pump: Models 03H1-GL, 03H1-GR, 03H3-GL and 03H3-GRdougÎncă nu există evaluări
- March Aprilwnissue2016Document100 paginiMarch Aprilwnissue2016Upender BhatiÎncă nu există evaluări
- أثر جودة الخدمة المصرفية الإلكترونية في تقوية العلاقة بين المصرف والزبائن - رمزي طلال حسن الردايدة PDFDocument146 paginiأثر جودة الخدمة المصرفية الإلكترونية في تقوية العلاقة بين المصرف والزبائن - رمزي طلال حسن الردايدة PDFNezo Qawasmeh100% (1)
- Sdhyper: "Make Difference, Make Better."Document2 paginiSdhyper: "Make Difference, Make Better."Juan Torres GamarraÎncă nu există evaluări
- How To Draw Circuit DiagramDocument1 paginăHow To Draw Circuit DiagramSAMARJEETÎncă nu există evaluări
- HS 30 eDocument9 paginiHS 30 eJayakrishnaÎncă nu există evaluări
- Data Sheet: TDA1510AQDocument12 paginiData Sheet: TDA1510AQGerardo PonceÎncă nu există evaluări
- SD Mock TestDocument35 paginiSD Mock TestSAPCertificationÎncă nu există evaluări
- What Is A SAP LockDocument3 paginiWhat Is A SAP LockKishore KumarÎncă nu există evaluări
- H-D 2015 Touring Models Parts CatalogDocument539 paginiH-D 2015 Touring Models Parts CatalogGiulio Belmondo100% (1)
- Compresores TecumsehDocument139 paginiCompresores TecumsehRicardo EstrellaÎncă nu există evaluări
- Anti Banned HostDocument1.276 paginiAnti Banned HostVicky Kumar?skÎncă nu există evaluări
- Curriculum Vitae - MICHAEL PDFDocument1 paginăCurriculum Vitae - MICHAEL PDFMichael Christian CamasuraÎncă nu există evaluări
- 460 Mr. Abhijit GadekarDocument4 pagini460 Mr. Abhijit GadekarAbhishekSengaokarÎncă nu există evaluări
- Punjab ULBRFPVolume IAttachmentdate 21 Nov 2016Document214 paginiPunjab ULBRFPVolume IAttachmentdate 21 Nov 2016NishantvermaÎncă nu există evaluări
- Resetting of Computers - A320: Systems That Can Be Reset in The Air or On The GroundDocument8 paginiResetting of Computers - A320: Systems That Can Be Reset in The Air or On The Groundanarko arsipelÎncă nu există evaluări
- Plate and Frame Filter PressDocument11 paginiPlate and Frame Filter PressOmar Bassam0% (1)
- LanDocument5 paginiLanannamyemÎncă nu există evaluări
- Ac To DC Converter Project Report PDFDocument75 paginiAc To DC Converter Project Report PDFVishal Bhadalda100% (1)
- Preventa Safety Detection XCSE5311Document2 paginiPreventa Safety Detection XCSE5311Fernando MoreiraÎncă nu există evaluări
- Duo Dan MillDocument4 paginiDuo Dan Millnhungocbk92_22841857Încă nu există evaluări