S-ar putea să vă placă și
- Practica 3Document12 paginiPractica 3Walter Silva100% (1)
- Preparacion de Superficies MetalicasDocument3 paginiPreparacion de Superficies Metalicasolp757Încă nu există evaluări
- Introducción FibraCarbonoDocument3 paginiIntroducción FibraCarbonoOmar CirineoÎncă nu există evaluări
- Reactor TubularDocument17 paginiReactor TubularomafÎncă nu există evaluări
- Capitulo 10 - Intercambiadores de CalorDocument20 paginiCapitulo 10 - Intercambiadores de Calormarco tomasÎncă nu există evaluări
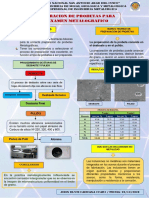
- Poster Preparación - Ataque Químico / UNSAAC INGENIERIA METALURGICADocument2 paginiPoster Preparación - Ataque Químico / UNSAAC INGENIERIA METALURGICAJhonelÎncă nu există evaluări
- Diagrama de Fases Hierro CarbonoDocument16 paginiDiagrama de Fases Hierro CarbonoMichel BenzoÎncă nu există evaluări
- Aleacion de Aluminio PDFDocument26 paginiAleacion de Aluminio PDFKaren Julieth Amaya0% (1)
- Práctica 9 Proceso de Fundición PDFDocument8 paginiPráctica 9 Proceso de Fundición PDFJaime MontielÎncă nu există evaluări
- Descarburación de Oxígeno Al Vacío (Vod) y AodDocument19 paginiDescarburación de Oxígeno Al Vacío (Vod) y AodJohn DuarteÎncă nu există evaluări
- Conveccion ForzadaDocument86 paginiConveccion ForzadaDanyRoyÎncă nu există evaluări
- Horno de CubiloteDocument3 paginiHorno de CubiloteChristopher GibsonÎncă nu există evaluări
- Deivys Alto HornoDocument8 paginiDeivys Alto HornoWilmerRamirezSalvadorÎncă nu există evaluări
- MicrofundicionDocument4 paginiMicrofundicionsalserito15100% (1)
- Materiales RefractariosDocument8 paginiMateriales Refractariosjesus_crespo_671% (7)
- Aceros Arequipa - Presentación ProyectoDocument42 paginiAceros Arequipa - Presentación ProyectoElvis VargasÎncă nu există evaluări
- Acero D2Document2 paginiAcero D2Daniel Quijada LucarioÎncă nu există evaluări
- Cuarta Eval, Conc - Met. - Pedroso Morales Janet MilagrosDocument1 paginăCuarta Eval, Conc - Met. - Pedroso Morales Janet Milagroscristhian antonio mejia castroÎncă nu există evaluări
- MoliendaDocument9 paginiMoliendaRojito Rojo AvilaÎncă nu există evaluări
- Normas Sobre MetalesDocument4 paginiNormas Sobre MetalesCesarManuelCRÎncă nu există evaluări
- Ejercicios de Siderurgia 2 Unidad 1Document8 paginiEjercicios de Siderurgia 2 Unidad 1Ale SKÎncă nu există evaluări
- Clase Tratamientos Termicos NitruracionDocument41 paginiClase Tratamientos Termicos NitruracionteknikitoÎncă nu există evaluări
- Presentación #17 SIDERURGIA SIDERURGIA SIDERURGIADocument18 paginiPresentación #17 SIDERURGIA SIDERURGIA SIDERURGIACristiam Paul AQÎncă nu există evaluări
- Grasas SKFDocument4 paginiGrasas SKFJeefÎncă nu există evaluări
- Fundamento TeóricoDocument4 paginiFundamento TeóricoJames J. Rojas SanchezÎncă nu există evaluări
- Acido Nitrico Material CorrosivoDocument4 paginiAcido Nitrico Material CorrosivokellyminotÎncă nu există evaluări
- Humedad en Los ElectrodosDocument16 paginiHumedad en Los ElectrodosMichelPaucar0% (1)
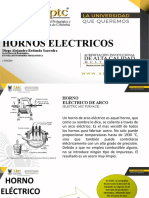
- Exposicion Horno Electrico de ArcoDocument22 paginiExposicion Horno Electrico de ArcoYamile Lopez0% (1)
- Informe Velocidad de CorrosiónDocument11 paginiInforme Velocidad de CorrosiónMasur Jhonatan Reymundo AtencioÎncă nu există evaluări
- Corrosion A Altas TemperaturasDocument20 paginiCorrosion A Altas Temperaturasuriodude_9100% (1)
- Recocido y Normalizado de Un Acero AISI9262Document21 paginiRecocido y Normalizado de Un Acero AISI9262oswaldo sanchezÎncă nu există evaluări
- Unidad 4 Humidificación y SecadoDocument21 paginiUnidad 4 Humidificación y SecadoJoseXochihuaJuanÎncă nu există evaluări
- Clase 06 - Refractarios y Hornos Metalúrgicos - MODULO IIDocument13 paginiClase 06 - Refractarios y Hornos Metalúrgicos - MODULO IIjordynÎncă nu există evaluări
- Polvos MetalicosDocument57 paginiPolvos MetalicosMelissa Beras0% (1)
- Aceros ModernosDocument6 paginiAceros ModernosSteven RuizÎncă nu există evaluări
- Níquel y Sus AleacionesDocument43 paginiNíquel y Sus AleacionesHéctor MqzÎncă nu există evaluări
- 3 Practica Calificada PrototipoDocument3 pagini3 Practica Calificada PrototipoCHRISTIAN COLLAZOS PARDAVEÎncă nu există evaluări
- Fundamentos de Los Tratamientos TermicosDocument110 paginiFundamentos de Los Tratamientos TermicosABRAHAM SILVA HERNANDEZ0% (1)
- Nuevas Tecnologias para La Prevencion de La CorrosionDocument42 paginiNuevas Tecnologias para La Prevencion de La CorrosionLENIN DIEGO100% (1)
- Producción de Cal SiderurgiaDocument15 paginiProducción de Cal SiderurgiaCarolina GutierrezÎncă nu există evaluări
- Recubrimientos Anticorrosivos 1Document96 paginiRecubrimientos Anticorrosivos 1Adrián JerezÎncă nu există evaluări
- Tanque Columna de Lavado AcidoDocument1 paginăTanque Columna de Lavado AcidoWilliam VillamizarÎncă nu există evaluări
- Universidad Mayor de San AndrésDocument68 paginiUniversidad Mayor de San AndrésIvon karenÎncă nu există evaluări
- Coque PirometalurgiaDocument11 paginiCoque PirometalurgiaJULIOÎncă nu există evaluări
- 4 Endulzamiento Del Gas NaturalDocument31 pagini4 Endulzamiento Del Gas NaturalKatherinaÎncă nu există evaluări
- Aleacion de Estaño PlomoDocument10 paginiAleacion de Estaño PlomoAldo Collao100% (1)
- Presentación - Procesos VulconacionDocument14 paginiPresentación - Procesos VulconacionJuan LeguiaÎncă nu există evaluări
- Horno CubiloteDocument8 paginiHorno CubiloteAnthony Joseph YanaÎncă nu există evaluări
- Resolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Document4 paginiResolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Daniel Castillo AnchivilcaÎncă nu există evaluări
- Quemador de Cascarilla de ArrozDocument8 paginiQuemador de Cascarilla de ArrozSergioAndresRamon0% (1)
- Trabajo Del Programa MetalurgicoDocument5 paginiTrabajo Del Programa MetalurgicoMiyaray LecarosÎncă nu există evaluări
- Fabricacion Del Acero PDFDocument86 paginiFabricacion Del Acero PDFMario Luis LópezÎncă nu există evaluări
- Aleaciones MetalesDocument17 paginiAleaciones Metalesalexander beltranÎncă nu există evaluări
- Nivel AutomaticoDocument2 paginiNivel AutomaticoKevin Robertson Tello CasasÎncă nu există evaluări
- Preparacion de Superficies 2008 PDFDocument9 paginiPreparacion de Superficies 2008 PDFDiana Carolina RodríguezÎncă nu există evaluări
- Surface PreparationDocument8 paginiSurface PreparationAlejandro EstremadoyroÎncă nu există evaluări
- Tecnicas de Liempeza y Preparacion de Superficies Metalicas PresentacionDocument11 paginiTecnicas de Liempeza y Preparacion de Superficies Metalicas PresentacionJhoswua ZambranoÎncă nu există evaluări
- Preparacion de Superficies Previo A La Aplicacion de Un Revestimiento PinturaDocument7 paginiPreparacion de Superficies Previo A La Aplicacion de Un Revestimiento Pinturasandy_cpÎncă nu există evaluări
- Mecanizado QuimicoDocument29 paginiMecanizado QuimicoDavid JimenezÎncă nu există evaluări
- Control de Calidad en Aplicación de PinturasDocument22 paginiControl de Calidad en Aplicación de Pinturaslopezmedgar100% (1)
- Art. 50 Equipos de Protección PersonalDocument2 paginiArt. 50 Equipos de Protección PersonalgersonÎncă nu există evaluări
- Art. 16 Capacitación y EntrenamientoDocument2 paginiArt. 16 Capacitación y EntrenamientogersonÎncă nu există evaluări
- Art. 39 Obligaciones Del EmpleadorDocument2 paginiArt. 39 Obligaciones Del EmpleadorgersonÎncă nu există evaluări
- Art. 35 Mejora ContinuaDocument2 paginiArt. 35 Mejora ContinuagersonÎncă nu există evaluări
- Art. 37 Liderazgo y Compromisos Del EmpleadorDocument2 paginiArt. 37 Liderazgo y Compromisos Del EmpleadorgersonÎncă nu există evaluări
- Conv155 161nov2002Document30 paginiConv155 161nov2002gersonÎncă nu există evaluări
- Art. 15 Responsabilidades Del EmpleadorDocument2 paginiArt. 15 Responsabilidades Del EmpleadorgersonÎncă nu există evaluări
- Art. 25 Debreres Del EmpleadorDocument2 paginiArt. 25 Debreres Del EmpleadorgersonÎncă nu există evaluări
- FOR-SSO-090 Inspección de EscalerasDocument2 paginiFOR-SSO-090 Inspección de EscalerasgersonÎncă nu există evaluări
- Lectura 12 - Las Funciones Sociales Del Derecho (Moreso) - OCRDocument11 paginiLectura 12 - Las Funciones Sociales Del Derecho (Moreso) - OCRgersonÎncă nu există evaluări
- Uso y Manejo de Extintores-FISO.Document1 paginăUso y Manejo de Extintores-FISO.gersonÎncă nu există evaluări
- Flujograma Del Proceso de MantenimientoDocument1 paginăFlujograma Del Proceso de Mantenimientogerson100% (2)
- FOR-SSO-018 Evaluación IPERC ContinuoDocument2 paginiFOR-SSO-018 Evaluación IPERC ContinuogersonÎncă nu există evaluări
- Taller Módulo VI - Implantación de Sistema de Gestión IntegradoDocument5 paginiTaller Módulo VI - Implantación de Sistema de Gestión IntegradogersonÎncă nu există evaluări
- Certificado RCPDocument1 paginăCertificado RCPgersonÎncă nu există evaluări
- Mapa de ProcesosDocument1 paginăMapa de ProcesosgersonÎncă nu există evaluări
- Trajes IgnifugosDocument84 paginiTrajes IgnifugosgersonÎncă nu există evaluări