S-ar putea să vă placă și
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDe la EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsÎncă nu există evaluări
- Preventing Corrosion in Sulfur Storage TanksDocument20 paginiPreventing Corrosion in Sulfur Storage TanksMatt Schlabach100% (1)
- CPDocument55 paginiCParianaseri100% (2)
- HW1 15814Document2 paginiHW1 15814Lam NguyenÎncă nu există evaluări
- L51800 PDFDocument101 paginiL51800 PDFHernan GeovannyÎncă nu există evaluări
- Saep 37Document9 paginiSaep 37Anonymous 4IpmN7On100% (1)
- FuturePipe Installation Manual 18-7-05 PDFDocument25 paginiFuturePipe Installation Manual 18-7-05 PDFPaul WoworÎncă nu există evaluări
- Metal Sleeves Vs Composites Wrapping in Piping RepairDocument7 paginiMetal Sleeves Vs Composites Wrapping in Piping RepairEmad A.Ahmad100% (1)
- Piping Q&ADocument3 paginiPiping Q&AVijay KumarÎncă nu există evaluări
- Pipeline Welding InspectionDocument4 paginiPipeline Welding InspectionRizky TrianandaÎncă nu există evaluări
- Avoiding Common Pitfalls in CO2 Corrosion Rate Assessment For Upstream Hydrocarbon IndustriesDocument15 paginiAvoiding Common Pitfalls in CO2 Corrosion Rate Assessment For Upstream Hydrocarbon IndustriesKen's CornerÎncă nu există evaluări
- Ring Joint HandbookDocument7 paginiRing Joint HandbookchiliskyÎncă nu există evaluări
- Gas Tungsten Arc WeldingDocument15 paginiGas Tungsten Arc Weldingsushant47Încă nu există evaluări
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocument9 paginiIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerÎncă nu există evaluări
- API 5ct Grade k55 TubingsDocument1 paginăAPI 5ct Grade k55 TubingsMitul MehtaÎncă nu există evaluări
- Gate ValveDocument27 paginiGate ValveYogesh Kumar Bhatnagar0% (1)
- Garlock Metal - Gaskets TorqueDocument48 paginiGarlock Metal - Gaskets TorqueakenathorÎncă nu există evaluări
- Important Butt FusionDocument22 paginiImportant Butt Fusionvipul anandÎncă nu există evaluări
- V8 Import Spreadsheet Rev 11Document5.363 paginiV8 Import Spreadsheet Rev 11Raymond de WeeverÎncă nu există evaluări
- What Exactly Is Subsea Piping - Q&A Oil ProDocument7 paginiWhat Exactly Is Subsea Piping - Q&A Oil ProAsadAliÎncă nu există evaluări
- PetroSync - ASME B31.3 Process Piping Code Design Requirements 2017Document5 paginiPetroSync - ASME B31.3 Process Piping Code Design Requirements 2017Engr Khurram Jaan RamayÎncă nu există evaluări
- Finding and Mitigating SCC ...Document7 paginiFinding and Mitigating SCC ...grimaguilÎncă nu există evaluări
- 3 o Ring Guide Issue 7 PDFDocument32 pagini3 o Ring Guide Issue 7 PDFthailanÎncă nu există evaluări
- Selection of Pipe Repair Methods DOT Project 359Document174 paginiSelection of Pipe Repair Methods DOT Project 359Jorge D BalseroÎncă nu există evaluări
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 paginiGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghÎncă nu există evaluări
- 1 PipelineDocument69 pagini1 PipelineEhab MohammedÎncă nu există evaluări
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDocument9 paginiFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Socket WeldDocument7 paginiSocket WeldahmedÎncă nu există evaluări
- TPP Equipment and ServicesDocument24 paginiTPP Equipment and ServicesmanojkumarÎncă nu există evaluări
- Analysis of Chemical Tracer Flowback in Unconventional Reservoirs - SPE-171656-MSDocument22 paginiAnalysis of Chemical Tracer Flowback in Unconventional Reservoirs - SPE-171656-MSkarenomalleyÎncă nu există evaluări
- API Specifications and StandardsDocument2 paginiAPI Specifications and StandardsAlvin Smith100% (1)
- Piping QuestionnaireDocument33 paginiPiping QuestionnaireNitin Shinde100% (3)
- D/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment WorkshopDocument45 paginiD/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment Workshopshakirhamid6687Încă nu există evaluări
- ASME B31.4 Section Committee InterpretationsDocument93 paginiASME B31.4 Section Committee InterpretationsmaninventorÎncă nu există evaluări
- Pump Definition Types Advantages Disadvantages Applications With PDFDocument8 paginiPump Definition Types Advantages Disadvantages Applications With PDFSatyam BÎncă nu există evaluări
- Flexible Steel Pipe Applications: Dana FraserDocument15 paginiFlexible Steel Pipe Applications: Dana FraseraishahÎncă nu există evaluări
- PiggingDocument5 paginiPiggingDendi AriyonoÎncă nu există evaluări
- Effect of Metallurgy On Pygas Fouling PDFDocument6 paginiEffect of Metallurgy On Pygas Fouling PDFstreamtÎncă nu există evaluări
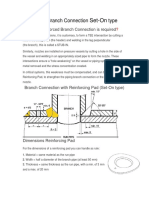
- Reinforced Branch Connection Set-On TypeDocument3 paginiReinforced Branch Connection Set-On Typeedgar paglinawanÎncă nu există evaluări
- Fatigue Performance of Sour Deepwater Riser WeldsDocument21 paginiFatigue Performance of Sour Deepwater Riser WeldsshervinyÎncă nu există evaluări
- INGAADocument108 paginiINGAAEric NusinowÎncă nu există evaluări
- Investigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDFDocument10 paginiInvestigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDF55312714Încă nu există evaluări
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 paginiGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانÎncă nu există evaluări
- Failure Analysis of Fifth Wheel Coupling SystemDocument7 paginiFailure Analysis of Fifth Wheel Coupling SystemAndri OdeÎncă nu există evaluări
- Hottappingrequirement1 160722152313 PDFDocument94 paginiHottappingrequirement1 160722152313 PDFadel100% (1)
- Simon Frost 2011Document23 paginiSimon Frost 2011bluemasÎncă nu există evaluări
- Pipelines Leak RepairDocument6 paginiPipelines Leak Repairathar_abbas_1100% (2)
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 paginiEnbridge Pipeline Repair Workplan Welding PDFquiron2014Încă nu există evaluări
- White Paper RX Large Dia PipeDocument15 paginiWhite Paper RX Large Dia Pipetirtha sarmaÎncă nu există evaluări
- Full Encirclement Steel Reinforcing Sleeves For PipingDocument4 paginiFull Encirclement Steel Reinforcing Sleeves For PipinglaythÎncă nu există evaluări
- Pipeline Maintenance Inspection & RepairDocument49 paginiPipeline Maintenance Inspection & RepairIrsyad Rosyidi100% (1)
- PipeDocument47 paginiPipemohanÎncă nu există evaluări
- CRA Pipes: Corrosion TestDocument2 paginiCRA Pipes: Corrosion TestNavafÎncă nu există evaluări
- Bend Pipes (1996 N3.2)Document2 paginiBend Pipes (1996 N3.2)dmitos100% (1)
- 07 - Ajie Manggala Putra (TML) - 26in BOC - BOD Pipeline ReplacementDocument8 pagini07 - Ajie Manggala Putra (TML) - 26in BOC - BOD Pipeline ReplacementSamuel JohnÎncă nu există evaluări
- Pipeline RepairsDocument44 paginiPipeline RepairsMohamad PizulÎncă nu există evaluări
- Standards Australia - IsO 21500 Guide To Project ManagementDocument2 paginiStandards Australia - IsO 21500 Guide To Project ManagementJosé Fabricio Figueiredo CainelliÎncă nu există evaluări
- CLASS 11175: DEP 31.38.01.12-Gen Class 11175, Rev. I Page 1 of 14Document14 paginiCLASS 11175: DEP 31.38.01.12-Gen Class 11175, Rev. I Page 1 of 14SaguesoÎncă nu există evaluări
- Asset Integrity Management A Complete Guide - 2020 EditionDe la EverandAsset Integrity Management A Complete Guide - 2020 EditionÎncă nu există evaluări
- Series 1500 Cooling Tower SpecificationDocument9 paginiSeries 1500 Cooling Tower SpecificationLorenaÎncă nu există evaluări
- 4802-w2 Concrete Anchor Block - Installation DetailsDocument2 pagini4802-w2 Concrete Anchor Block - Installation DetailsLorenaÎncă nu există evaluări
- 4910-w1 Engineering Guideline For Flexible Metal HoseDocument1 pagină4910-w1 Engineering Guideline For Flexible Metal HoseLorenaÎncă nu există evaluări
- 4764 Typical Pipeline Bolt On Type Concrete Weight NEW GRAPHICSDocument2 pagini4764 Typical Pipeline Bolt On Type Concrete Weight NEW GRAPHICSLorenaÎncă nu există evaluări
- 4764-n1 Typical Pipeline Bolt On Type Concrete Weight For 42 O.D. PipelineDocument1 pagină4764-n1 Typical Pipeline Bolt On Type Concrete Weight For 42 O.D. PipelineLorenaÎncă nu există evaluări
- 4760-w0 Typical Stream or Ditch Pipeline UndercrossingDocument1 pagină4760-w0 Typical Stream or Ditch Pipeline UndercrossingLorena100% (1)
- 4762-w0 Typical Canal Undercrossing, Lined or UnlinedDocument1 pagină4762-w0 Typical Canal Undercrossing, Lined or UnlinedLorenaÎncă nu există evaluări
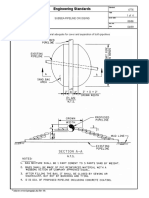
- 4776 Subsea Pipeline CrossingDocument4 pagini4776 Subsea Pipeline CrossingLorenaÎncă nu există evaluări
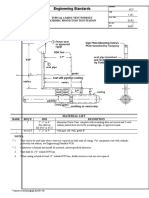
- 4737-w2 Typical Casing Vent Without Junction Box AssemblyDocument1 pagină4737-w2 Typical Casing Vent Without Junction Box AssemblyLorenaÎncă nu există evaluări
- 4758-w0 Restoration of TerracesDocument1 pagină4758-w0 Restoration of TerracesLorenaÎncă nu există evaluări
- 4780-w8 Selection and Design of Branch Connections and ReinforcementDocument8 pagini4780-w8 Selection and Design of Branch Connections and ReinforcementLorenaÎncă nu există evaluări
- 4861 Gathering System - Type 10 Drip For 4,6 & 8 Gathering Lines-Dwg Available From Eng. RecordsDocument2 pagini4861 Gathering System - Type 10 Drip For 4,6 & 8 Gathering Lines-Dwg Available From Eng. RecordsLorenaÎncă nu există evaluări
- 4910-w1 Engineering Guideline For Flexible Metal HoseDocument1 pagină4910-w1 Engineering Guideline For Flexible Metal HoseLorenaÎncă nu există evaluări
- 4907-w0 Standard For Purchase of Line Pipe For Low Temperature Service (Supplement To ASTM A333)Document3 pagini4907-w0 Standard For Purchase of Line Pipe For Low Temperature Service (Supplement To ASTM A333)LorenaÎncă nu există evaluări
- Aquapump Industries: Single Phase Dmh1 MonoblockDocument8 paginiAquapump Industries: Single Phase Dmh1 MonoblockVickyÎncă nu există evaluări
- MS-01-179 Tubing Tools and AccessoriesDocument12 paginiMS-01-179 Tubing Tools and AccessoriesJacques StrappeÎncă nu există evaluări
- Hydrophore Set (Mectron Engineering)Document2 paginiHydrophore Set (Mectron Engineering)KelvinÎncă nu există evaluări
- Blucher VamzdziaiDocument32 paginiBlucher VamzdziaigmlopesÎncă nu există evaluări
- Status Document Spec, RFQ, DatasheetDocument12 paginiStatus Document Spec, RFQ, DatasheetBoy AlfredoÎncă nu există evaluări
- Road Signs: 1. - IND-2007 0137 CZ - EN - 20070322 - PROJETDocument19 paginiRoad Signs: 1. - IND-2007 0137 CZ - EN - 20070322 - PROJETNtemou EleniÎncă nu există evaluări
- Samsung GI PJT DB41 PDFDocument351 paginiSamsung GI PJT DB41 PDFNuno Costa67% (3)
- Hydroforming PDFDocument5 paginiHydroforming PDFdramiltÎncă nu există evaluări
- Sabp A 036Document40 paginiSabp A 036RJSQ100% (2)
- Inverted SiphonsDocument6 paginiInverted SiphonsRaju ShresthaÎncă nu există evaluări
- Asme Sec Viii D1 C PT UhaDocument15 paginiAsme Sec Viii D1 C PT Uhakcp1986Încă nu există evaluări
- Table 6 - Mechanical Products PDFDocument18 paginiTable 6 - Mechanical Products PDFSharad NanapureÎncă nu există evaluări
- As 4118 2 1 1995 Fire Sprinkler Systems Piping General PDFDocument7 paginiAs 4118 2 1 1995 Fire Sprinkler Systems Piping General PDFMarwaÎncă nu există evaluări
- Hangzhou Marine Gearbox ManualDocument68 paginiHangzhou Marine Gearbox Manualprojash0% (1)
- Efficient Pneumatic ConveyingDocument14 paginiEfficient Pneumatic Conveying설동하100% (2)
- D3350Document7 paginiD3350Luis Fernando Morales100% (1)
- Prssurised Flushing SystemDocument19 paginiPrssurised Flushing SystemjeiohkotaÎncă nu există evaluări
- Approaches and MethodologyDocument10 paginiApproaches and MethodologyRobins MsowoyaÎncă nu există evaluări
- Section 8 - Cooling System - Group 08Document31 paginiSection 8 - Cooling System - Group 08Miodrag HuberÎncă nu există evaluări
- Installation Procedure EQOBRUSH For Heat Exchangers and CondensersDocument16 paginiInstallation Procedure EQOBRUSH For Heat Exchangers and CondensersWatco GroupÎncă nu există evaluări
- Complaint CodesDocument35 paginiComplaint CodesRajneesh JaswalÎncă nu există evaluări
- SPM Flow Line Safety Restraint System FSR Installation Guide PDFDocument42 paginiSPM Flow Line Safety Restraint System FSR Installation Guide PDFYounes MakÎncă nu există evaluări
- TCS K 10001 R0 PDFDocument38 paginiTCS K 10001 R0 PDFShahrukh AnsariÎncă nu există evaluări
- Joe Cell Treatment WaterDocument14 paginiJoe Cell Treatment WaterRuddyMartini100% (1)
- Heat Pipe - Scientific AmericanDocument10 paginiHeat Pipe - Scientific AmericanEduardo Ocampo HernandezÎncă nu există evaluări
- Reading Plumbing PlansDocument12 paginiReading Plumbing Planssolupa2000100% (1)
- Crane Deming A40Document54 paginiCrane Deming A40Mark BukerÎncă nu există evaluări
- Id Number Title Year OrganizationDocument17 paginiId Number Title Year OrganizationJ T Mendonça SantosÎncă nu există evaluări
- 1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Document2 pagini1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Nguyen Thanh Binh0% (1)
- 1 - Jacketed PipingDocument6 pagini1 - Jacketed PipingJorge Hugo CorreaÎncă nu există evaluări