S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- What Is Underwater Welding and How It Works?: 6. CraterDocument2 paginiWhat Is Underwater Welding and How It Works?: 6. CraterWeld Bro SandeepÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Xternal Welding DefectsDocument1 paginăXternal Welding DefectsWeld Bro SandeepÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Pir 101870816 CDocument51 paginiPir 101870816 CWeld Bro SandeepÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
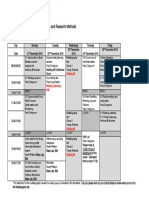
- Welding Systems and Research Methods Module TimetableDocument1 paginăWelding Systems and Research Methods Module TimetableWeld Bro SandeepÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Welding DefectsDocument1 paginăWelding DefectsWeld Bro SandeepÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- DNV Certifies ESAB's Global Quality Management SystemDocument4 paginiDNV Certifies ESAB's Global Quality Management SystemJuan RubioÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Pir 102035744 BDocument50 paginiPir 102035744 BWeld Bro SandeepÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- When The Weld Face Extends Beyond The Weld Toe PDFDocument1 paginăWhen The Weld Face Extends Beyond The Weld Toe PDFWeld Bro SandeepÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- UndercutDocument1 paginăUndercutWeld Bro SandeepÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Pir 101870817 BDocument42 paginiPir 101870817 BWeld Bro SandeepÎncă nu există evaluări
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 paginăRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepÎncă nu există evaluări
- Pir 101870814 DDocument51 paginiPir 101870814 DWeld Bro SandeepÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Aws d1.1 WPS, PQR & WQTDocument4 paginiAws d1.1 WPS, PQR & WQTWeld Bro SandeepÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Lasposities Final Rev3 A3 Formaat PDFDocument1 paginăLasposities Final Rev3 A3 Formaat PDFWeld Bro SandeepÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Letter Detective: An Alphabet Hunt ActivityDocument10 paginiLetter Detective: An Alphabet Hunt ActivityWeld Bro SandeepÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- CV Fabricator & Fitter Pipe Structural Plater JobDocument2 paginiCV Fabricator & Fitter Pipe Structural Plater JobWeld Bro SandeepÎncă nu există evaluări
- PT Level 1 AnswersDocument4 paginiPT Level 1 AnswersWeld Bro SandeepÎncă nu există evaluări
- Rohit Bio DataDocument2 paginiRohit Bio DataWeld Bro SandeepÎncă nu există evaluări
- QMDocument1 paginăQMWeld Bro SandeepÎncă nu există evaluări
- Spot Weld Mech PropDocument57 paginiSpot Weld Mech PropWeld Bro SandeepÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Stroy of IndiaDocument2 paginiStroy of IndiaWeld Bro SandeepÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
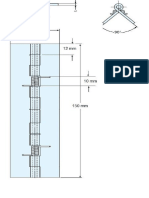
- Hinge DrawingDocument1 paginăHinge DrawingWeld Bro SandeepÎncă nu există evaluări
- Regulamentul UE 305.2011 ENGLEZADocument39 paginiRegulamentul UE 305.2011 ENGLEZAhalexing5957Încă nu există evaluări
- Stroy of IndiaDocument2 paginiStroy of IndiaWeld Bro SandeepÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Weld Inspection Check List: ChecklistDocument3 paginiWeld Inspection Check List: ChecklistMaheshkumar ManeÎncă nu există evaluări
- General Familiarity With Other NDT Methods Module 7Document3 paginiGeneral Familiarity With Other NDT Methods Module 7Weld Bro SandeepÎncă nu există evaluări
- German WordsDocument1 paginăGerman WordsWeld Bro SandeepÎncă nu există evaluări
- Lined Portrait A4 College PDFDocument1 paginăLined Portrait A4 College PDFWeld Bro SandeepÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- NDT Methods NotesDocument1 paginăNDT Methods NotesWeld Bro SandeepÎncă nu există evaluări
- General Familiarity With Other NDT Methods Module 5Document4 paginiGeneral Familiarity With Other NDT Methods Module 5Weld Bro SandeepÎncă nu există evaluări
- Defects / Imperfections in Crystalline MaterialsDocument41 paginiDefects / Imperfections in Crystalline Materialsjayant thakareÎncă nu există evaluări
- Carbofill Dec08Document4 paginiCarbofill Dec08Cristian Andres Araya CisternasÎncă nu există evaluări
- Chemical Proces-WPS OfficeDocument58 paginiChemical Proces-WPS OfficeMuhammad Ahmed50% (2)
- S2 RANGER Slag-Analyzer SolutionDocument30 paginiS2 RANGER Slag-Analyzer SolutionYassine ZamzamiÎncă nu există evaluări
- Advanced Nanotechnology Unlocks Potential of Thermoelectric GeneratorsDocument3 paginiAdvanced Nanotechnology Unlocks Potential of Thermoelectric GeneratorsmarijpotÎncă nu există evaluări
- Basics of Reinforced Concrete Design: OutlineDocument10 paginiBasics of Reinforced Concrete Design: OutlineariÎncă nu există evaluări
- CombustionDocument35 paginiCombustionm_mukbel8752Încă nu există evaluări
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFDocument32 paginiReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedÎncă nu există evaluări
- CH 1 Construction Materials Notes.Document7 paginiCH 1 Construction Materials Notes.Naif AbdulfetahÎncă nu există evaluări
- Quality Tests RequirementDocument6 paginiQuality Tests RequirementSandip PaulÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Pet Bottles Flakes - RoughDocument19 paginiPet Bottles Flakes - RoughSivaraman P. S.100% (1)
- Corona Treater: Operation and MainenanceDocument34 paginiCorona Treater: Operation and MainenanceJUAN RODRIGUEZÎncă nu există evaluări
- Villanova Torsion Test ReportDocument19 paginiVillanova Torsion Test ReportwaleedkhalillahmedÎncă nu există evaluări
- Why nanocrystals get softer with decreasing grain sizeDocument8 paginiWhy nanocrystals get softer with decreasing grain sizeSaadFarooqÎncă nu există evaluări
- Thermodynamics Practice ProblemsDocument4 paginiThermodynamics Practice ProblemsKishore KishoreÎncă nu există evaluări
- 374382Document32 pagini374382RertobiÎncă nu există evaluări
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 paginiPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghÎncă nu există evaluări
- CSR July August 2014 DigitalDocument60 paginiCSR July August 2014 Digitalolger huancara gasparaÎncă nu există evaluări
- AP Chemistry Summer Assignment 2017Document44 paginiAP Chemistry Summer Assignment 2017John SmithÎncă nu există evaluări
- An Alternative To Additional SO3 Injection For Fly Ash ConditioningDocument7 paginiAn Alternative To Additional SO3 Injection For Fly Ash ConditioningmsoyoralÎncă nu există evaluări
- Sheet Pile WallDocument11 paginiSheet Pile WallKhandaker Khairul AlamÎncă nu există evaluări
- A Study of The Effect of Magnetite Additions To Shell Molds On THDocument106 paginiA Study of The Effect of Magnetite Additions To Shell Molds On THneel gajÎncă nu există evaluări
- U-5 - 2022 - Tecnologías de Tratamientos - BDocument39 paginiU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésÎncă nu există evaluări
- Repair and RehabilitationDocument115 paginiRepair and RehabilitationBala Subramanian0% (1)
- Applied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocument19 paginiApplied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurTommyVercettiÎncă nu există evaluări
- Temperature Distribution in Concrete Bridges by E C Hambly PDFDocument6 paginiTemperature Distribution in Concrete Bridges by E C Hambly PDFAnonymous dxsNnL6S8hÎncă nu există evaluări
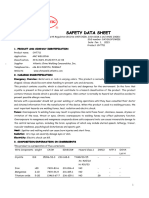
- Safety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228Document5 paginiSafety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228sergio.lopezÎncă nu există evaluări
- VMC-Haj House - Final Estimate 09.01.19Document787 paginiVMC-Haj House - Final Estimate 09.01.19Patan Abdul Mehmood Khan100% (1)
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument18 paginiSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServicesergioprybyszÎncă nu există evaluări
- PQT First Aplication Banyu Urip Painting PrimerDocument19 paginiPQT First Aplication Banyu Urip Painting PrimerHeri FebriyantoÎncă nu există evaluări
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseDe la EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseEvaluare: 3.5 din 5 stele3.5/5 (69)
- The Beauty of Falling: A Life in Pursuit of GravityDe la EverandThe Beauty of Falling: A Life in Pursuit of GravityÎncă nu există evaluări
- Quantum Physics: What Everyone Needs to KnowDe la EverandQuantum Physics: What Everyone Needs to KnowEvaluare: 4.5 din 5 stele4.5/5 (48)
- Summary and Interpretation of Reality TransurfingDe la EverandSummary and Interpretation of Reality TransurfingEvaluare: 5 din 5 stele5/5 (5)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessDe la EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessEvaluare: 4 din 5 stele4/5 (6)